三角洲型二進一出混色3D打印機的設計
2021-08-20 08:54:02馬瑞濤代丹丹吳瑞玉陳嘉民
機械工程與自動化 2021年3期
關鍵詞:單片機
馬瑞濤,代丹丹,陳 輝,吳瑞玉,陳嘉民
(新疆工程學院,新疆 烏魯木齊 830023)
0 引言
工業制造水平可以體現一個國家的綜合實力,3D打印這種新技術的出現也推動了工業制造領域的發展[1]。三角洲型混色3D打印機的機械原理和電控設計相似于普通Delta 3D打印機,通過Arduino mega2560單片機的計算得出運動軌跡從而控制擠出頭機構,但市面上的3D打印機價格不夠經濟實惠,耗材顏色單一,無法滿足3D打印技術使用者新的需求,廉價親民的3D打印機的設計制造出現瓶頸[2]。
本研究是在現有的單色3D打印機的基礎上進行改進,以期達到混色打印的目的。
1 三角洲型二進一出混色3D打印機總體設計
1.1 運動控制部分單片機硬件系統設計
1.1.1 硬件設備的選擇
(1) 單片機主板的選取。筆者認為低成本的三角洲型二進一出混色3D打印機的設計制造更加符合商業規律,從而單片機選擇了開源平臺,型號為Arduino mega2560,如圖1所示。這是一款搭載了ATmega2560芯片的Arduino主板,它的固件采用Marlin,將控制程序通過串口通信的方式燒錄到Arduino mega2560主板上,是具有較好兼容性的開源單片機,經常用于Delta型3D打印機和Prusa型3D打印機控制系統中,其功能較為強大。
圖1 Arduino mega2560步進電機驅動芯片 圖2 HR-A4988型
(2) 42步進電機驅動芯片的選取。在篩選比較后,采用HR-A4988型步進電機驅動芯片,如圖2所示。這是一種價格低廉的驅動芯片,能滿足42步進電機驅動控制的要求,廣泛應用于激光雕刻機、3D打印機、3D掃描儀、二維繪圖儀的步進電機驅動控制。
1.1.2 硬件連接
Arduino是一款便捷靈活、方便上手的開源電子原型平臺[3],它也是一款具有自己IDE編程環境的單片機,可以在Windows操作系統上運行,在機械臂、智能車輛、智能家居、無人機、3D打印領域都有廣泛的應用。
在Arduino mage2560主板上面插入ramps 1.4擴展板(見圖3),將HR-A4988型步進電機驅動芯片插在ramps 1.4擴展板的芯片卡槽上。這個擴展板上有5個步進電動機芯片卡槽、3個限位開關接口、2個熱敏電阻接口和1個LCD顯示屏排線接口,可分別接入三臂并聯控制部分的42步進電機和兩個步進擠出電動機、三臂并聯控制部分的限位開關、熱敏電阻以及12864 LCD顯示屏。

圖3 ramps 1.4擴展板
1.2 軟件系統設計
3D建模技術的應用是進行3D打印的重要根基,需要通過一些三維制圖軟件進行建模,用到的軟件有SolidWorks、UG等三維軟件。模型建立完成后,將模型導出為STL文件,采用Cura軟件(如圖4所示)對三維模型的STL文件進行切片,翻譯成為打印機控制芯片可以識別的gcode指令,將gcode指令文件復制到打印機主板的閃存卡上,打印機就可以根據gcode指令編程進行打印。在進行打印操作之前利用Cura軟件預覽打印物件效果圖,并在打印中實時追蹤被打印的物件所處的情況。
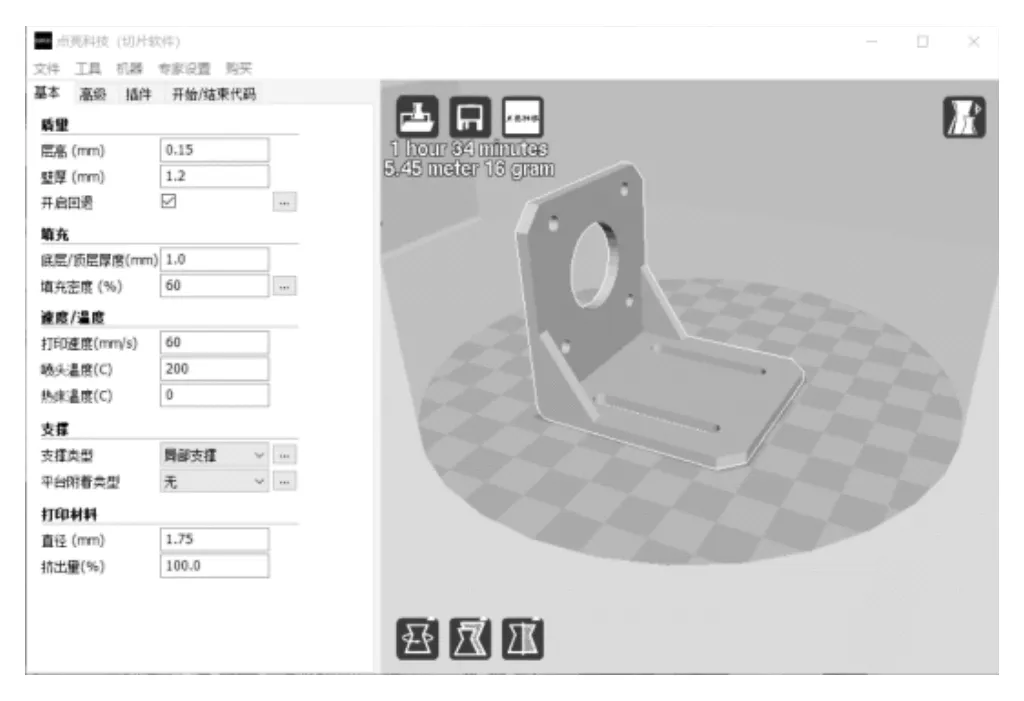
圖4 Cura軟件界面
2 混色3D打印耗材的選擇與研究
市場上現有的多數3D打印機所使用的耗材為PLA和ABS兩類,這兩類材料都可以通過高溫進行融化,形成帶有黏性的液態有機溶劑,通過重新堆積,然后緩慢在室溫下冷卻重新形成具有一定強度的固體。
選擇材料時主要考慮到以下幾個方面:
(1) 在市場上,ABS樹脂的用量遠遠多于PLA(聚乳酸)塑料,價格也更便宜。
(2) 相比于ABS樹脂,PLA作為一種可降解的生物材料,更加環保。
(3) 耐高溫性能方面,ABS略優于PLA;加工溫度ABS為220 ℃,PLA為200 ℃。PLA樹脂更適合遠距離送絲。
(4) ABS的強度大于PLA,但是PLA比ABS更容易成型,而且模型具有良好的光澤和明亮的顏色。而ABS三維打印模型一般需要做表面處理。
(5) ABS在加熱到一定溫度后會緩慢地轉變為凝膠狀液體,不發生相變。PLA會直接由固體變為液體,容易造成噴嘴堵塞。在打印時,ABS比PLA更容易產生翹曲,如圖5所示。
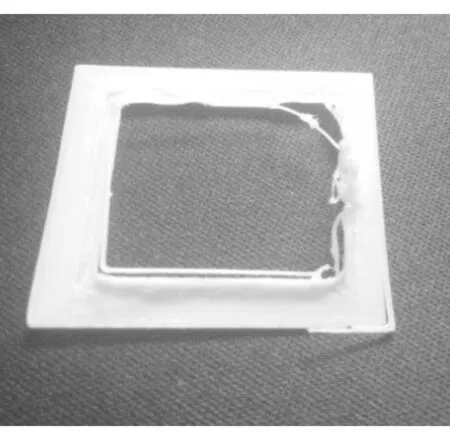
圖5 ABS打印中的翹邊現象
綜合三角洲型3D打印機的遠程送絲特點,考慮到對于混色3D打印機需求更多的是工藝品的制作,最后為了保證打印物件的質量與美觀,決定采用PLA為打印機耗材。
3 三角洲型二進一出混色3D打印機可行性驗證試驗
3.1 混色效果的研究
打印試驗分為兩組,第一組打印試驗采用手工熱熔白色和黃色的耗材,當我們減少黃色耗材的用量,并且逐漸增加白色耗材的用量,這時耗材溶液中黃色逐漸變淺。
第二組我們采用黃色和藍色的耗材進行混色,為方便進行雙色PLA材料混色的研究,我們分別打印三個圓柱體物件進行研究。打印時噴嘴與底板的距離為0.1 mm,噴嘴的加熱溫度為200 ℃.黃色與藍色耗材的送絲速度比例分別為1∶1、2∶1和1∶2進行打印,經過混色研究發現當黃色與藍色耗材以1∶1的比例混合后打印出來物件的顏色為綠色,當比例為2∶1時打印出來物件的顏色為淺藍色,當比例1∶2時打印出來物件的顏色為翠綠色,見表1。

表1 黃色和藍色耗材混色試驗
3.2 制件打印的研究
我們首先設定雙色打印物件的程序,讓一號擠出機開始以1.5 mm/s的速度送絲打印,隨著時間的推移,一號擠出機的速度逐漸下降,直至為零;讓二號擠出機的速度以0 mm/s開始逐漸增加,達到1.5 mm/s的最大速度。最終完成制件的打印。
4 試驗結論
通過上述耗材混色試驗,我們選擇出了合適的耗材以及相應的混合比例,并將其運用到實際,成功地打印出了黃藍混色的筆筒(如圖6所示)和白黃混色的兔子(如圖7所示),說明了二進一出混色3D打印機的可行性。
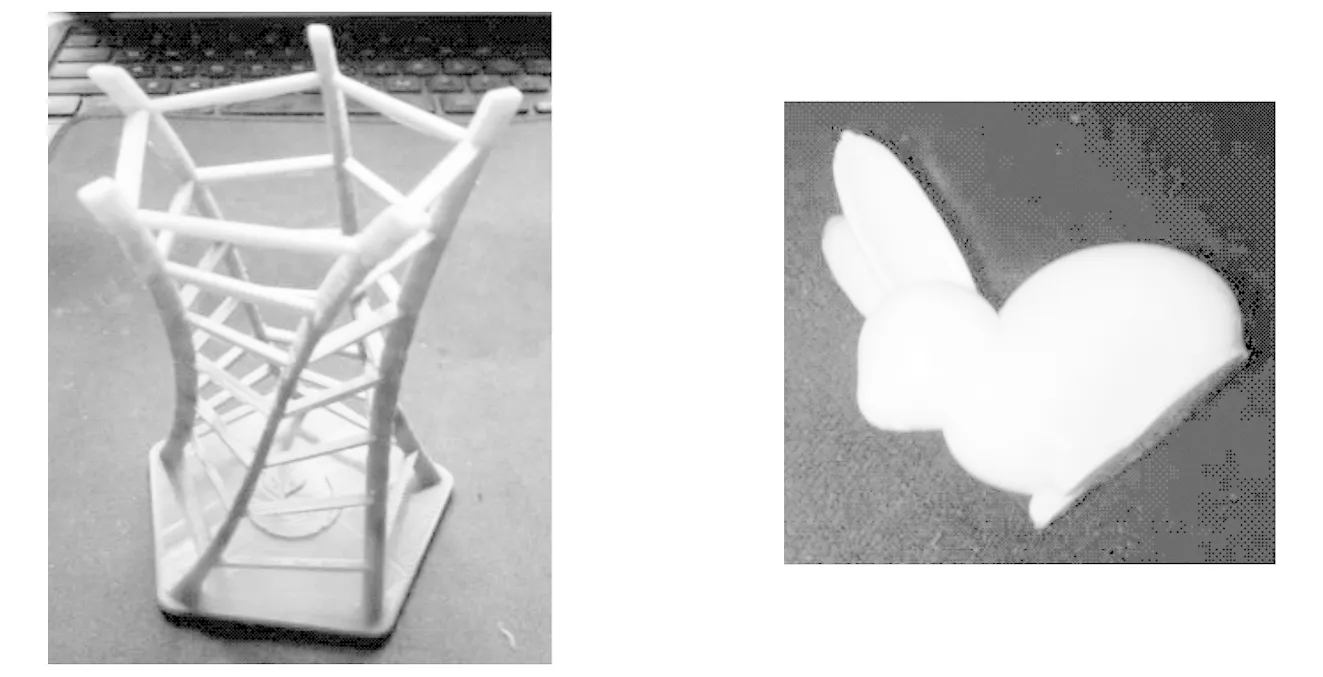
圖6 用黃色和藍色耗材打印的筆筒 圖7 用白色和黃色耗材打印的兔子
5 結語
本文中提到的三角洲二進一出混色3D打印機是在Delta 3D打印機原本的機械結構上進行了改裝升級,讓其能夠實現混色物件的3D打印,我們維持了Delta 3D打印機的大部分主體結構和控制電路,并且創造性地實現了混色打印,這為后期我們研究利用三原色混色原理制作彩色3D打印機提供了思路。
猜你喜歡
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年11期)2019-07-04 00:34:48
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年12期)2018-08-01 00:48:04
電子制作(2017年9期)2017-04-17 03:00:53
電子制作(2017年19期)2017-02-02 07:08:27
電子制作(2016年21期)2016-05-17 03:52:51
電子設計工程(2015年15期)2015-02-27 12:07:30
電子設計工程(2015年8期)2015-02-27 12:05:36