激光同軸送粉熔覆工藝特性研究
2021-08-26 06:13:00韓顯柱楊義成張彥東黃瑞生王慶江方乃文
金屬加工(熱加工) 2021年8期
關鍵詞:工藝
韓顯柱,楊義成,張彥東,黃瑞生,王慶江,方乃文
1.中油寶世順(秦皇島)鋼管有限公司 河北秦皇島 066206
2.哈爾濱焊接研究院有限公司 黑龍江哈爾濱 150028
3.機械科學研究總院集團有限公司 北京 100044
4.哈爾濱威爾焊接有限責任公司 黑龍江哈爾濱 150028
1 序言
近年來,增材制造技術作為傳統減材制造工藝的完善和補充,在高性能復雜結構件設計和成形制造等方面技術優勢越發凸顯[1,2]。激光同軸送粉增材制造技術作為大型關鍵金屬構件高質量直接沉積制造不可或缺的主流工藝方法,制造過程涉及復雜的多因素、多流場之間的相互耦合,深刻理解該工藝涉及到的關鍵工藝過程并加以控制,是優化和促進該技術進一步發展的基礎[3,4]。例如,相關研究表明,粉末束流從環形同軸噴嘴送出后,其空間分布特征,即粉末束流的匯聚性會直接影響到熔覆層的尺寸特征,進而對增材制造效率和構件的成形質量產生重要影響[5-6]。
激光熔覆技術廣泛地應用于復雜零部件的修復和直接近凈成形[7-11]。修復和直接近凈成形零部件的關注點略有不同,修復除了主要考慮基體和熔覆層之間的界面結合強度是否滿足要求,同時兼顧對結構尺寸和精度的要求;還對零部件直接進行近凈成形、力學性能,對結構幾何尺寸的完整性和精度要求同樣十分嚴格[12]。而為了提高單道多層或多道多層熔覆過程制備零部件的精度,有必要系統地分析激光熔覆槍抬升量和單道熔覆層高度之間的關系及其對熔覆制造過程的影響規律。
2 試驗材料與方法
2.1 試驗材料
試驗用粉末顆粒為采用氣霧化法制備的08Cr19Mn6Ni3Cu2N不銹鋼球形粉末,其原始粒度介于45~100μm之間。送粉器為德國GTV公司生產的雙料斗載氣式,型號為MF-PF2/2,送粉熔覆頭為德國Fraunhofer公司生產的高精度同軸環形噴嘴,型號為COAX-40-S/F,粉末束流的理論焦點位置為6.8mm(見圖1)。
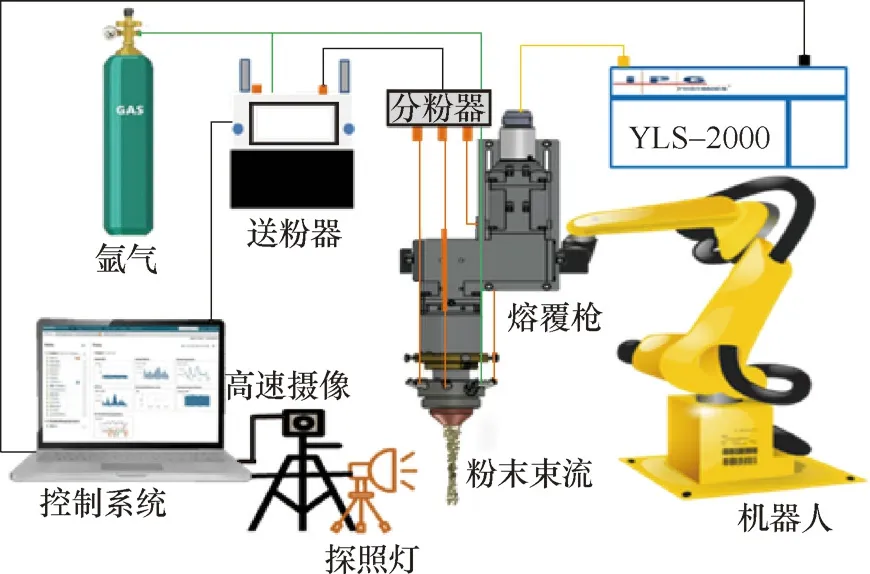
圖1 試驗設備示意
2.2 試驗方法
為了有效評價關鍵工藝參數對多層搭接熔覆層成形特征的影響規律,選取熔覆層高度、“溝壑”深度、潤濕角等為特征值,具體特征尺寸如圖2所示,其中bi為第i道熔覆層的高度,潤濕角θ為熔覆層和基體之間的潤濕角大小,w為熔覆層的總寬度。
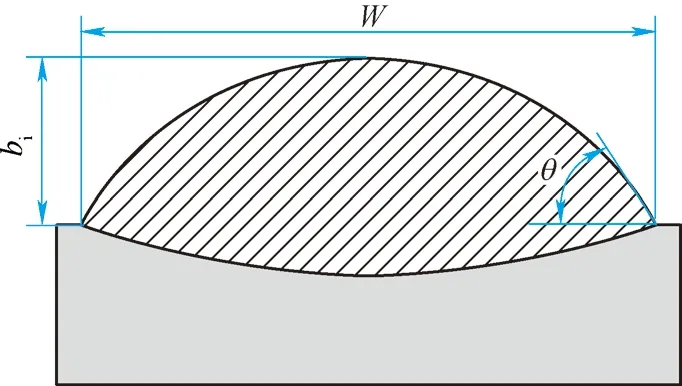
圖2 熔覆道搭接特征尺寸的說明
3 試驗結果與分析
3.1 單道熔覆層成形規律研究
單道熔覆層是多道多層熔覆的基礎。對于單道多層熔覆而言,單道熔覆層的高度決定著制造的效率,寬度決定著薄壁件的壁厚。而對于多道多層熔覆,考慮到道與道之間的搭接,單道熔覆層的寬度及潤濕角是主要考慮的特征參數。因此,有必要系統地研究不同工藝參數對單道熔覆層特征尺寸的影響。
在不同離焦量下,激光功率對熔覆層寬度的影響規律如圖3所示。由圖3可以看出,在離焦量不變的情況下,激光功率增加,熔覆層寬度提升,功率>0.6kW時,熔覆層寬度隨光斑尺寸變大而逐漸變大,當激光功率<0.5kW時,離焦量為+15mm時達到最大值;當離焦量提高到+18mm時略有下降;當離焦量為+20mm時最小。這說明,提高離焦量和增加功率都可以提高熔覆層的寬度,但是二者之間必須匹配,使功率密度達到合適的范圍才有效。
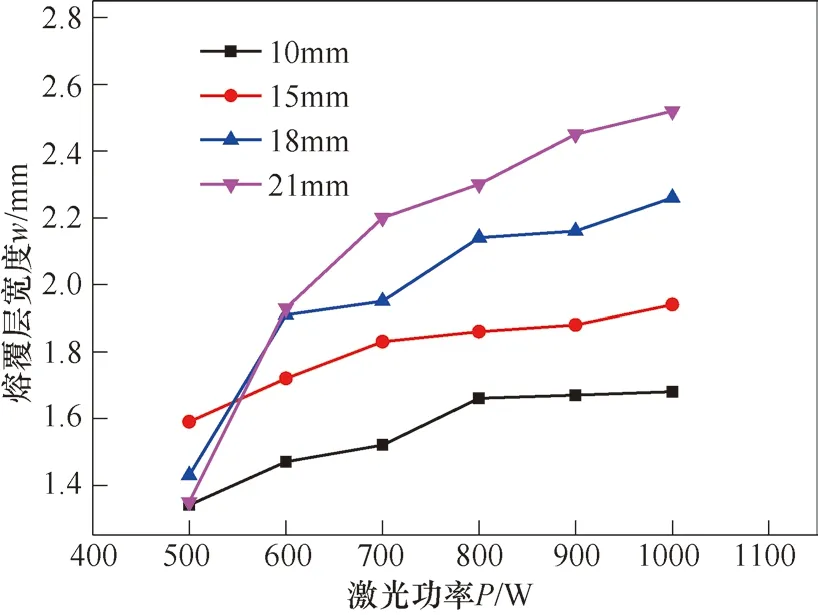
圖3 不同離焦量下熔覆層寬度隨激光功率的變化
同樣,圖4所示的是不同離焦量下熔覆層高度隨激光功率的增加而變化的情況。與圖3對比可以看出,離焦量對熔覆層寬度的影響規律與對高度的影響規律恰好相反,在同一激光功率的情況下,離焦量越大熔覆層的高度越小。而離焦量不變時,激光功率對熔覆層高度的影響規律與對熔覆層寬度的影響規律一致。
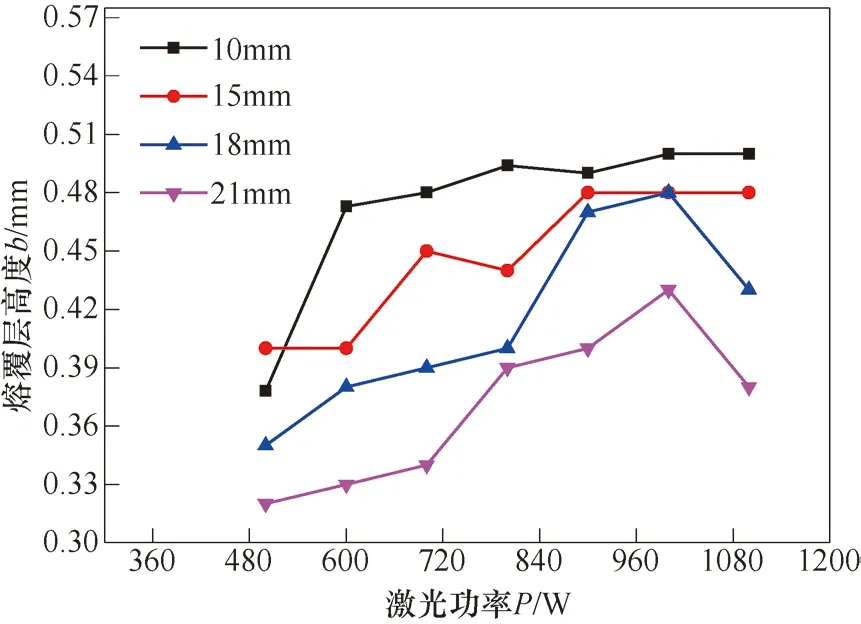
圖4 不同離焦量下熔覆層高度隨激光功率的變化
從功率對熔覆層特征尺寸的影響規律可以看出,當功率密度合適的情況下,離焦量越大,熔覆層寬度隨之增加,但是熔覆層的高度逐漸下降。熔覆層形貌上的表現就是其輪廓線和基體之間的夾角較小,把這個夾角稱之為熔覆層和基體之間的潤濕角,其隨離焦量的變化規律如圖5所示。從圖5中可以看出,隨著離焦量的增加,熔覆層的潤濕角逐漸減少,說明熔覆層輪廓線變化的趨勢越來越平緩,這對于多道多層熔覆而言有著重要的意義。
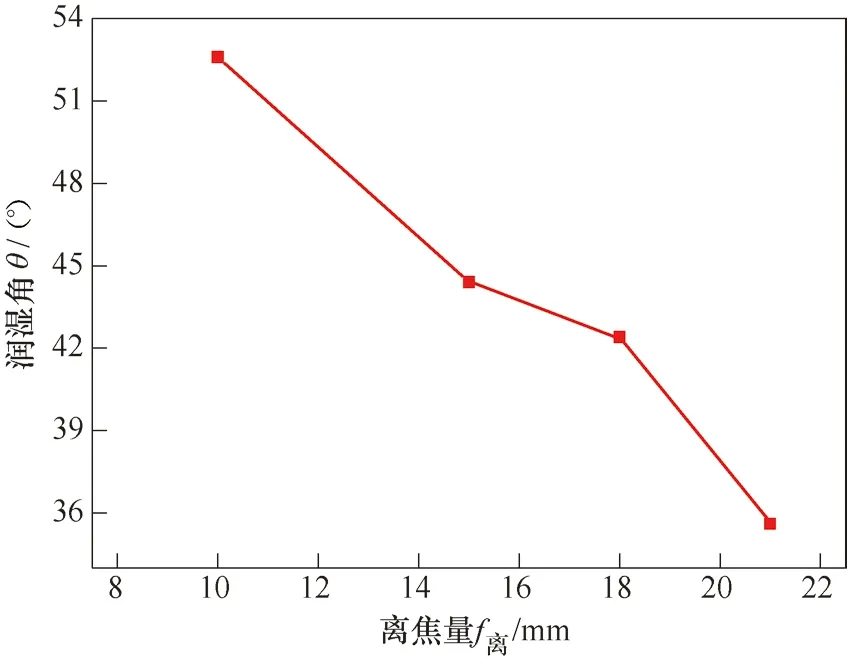
圖5 潤濕角和離焦量之間的關系
3.2 搭接率對成形質量的影響
激光同軸送粉加工技術應用于多道多層熔覆成形時,對熔覆層的成形質量要求較高,搭接率是影響熔覆層表面平整度、層與層之間是否形成空洞、夾雜、裂紋等的關鍵因素。在實際熔覆的過程中,不同搭接率對熔覆層表面形貌的影響可分為以下三種情況:一是搭接率過小造成的道與道之間存在“溝壑”;二是搭接率過大時,會使后一道熔覆層最高點高于前一道熔覆層的最高點,從而造成傾斜現象;三是只有當搭接率合適時,道與道之間較為平整。因此,為了確定合適的搭接率,建立了激光同軸送粉熔覆道與層之間的搭接率優化模型。本模型建立的前提有兩個基本的假設:①每一熔覆層的橫截面為圓的一部分,且面積相等。②熔覆層最高點位置一致,搭接層和被搭接層之間的成形為最高點的連線,搭接點以后的成形和未搭接時該點以后的成形規律一致,臨界搭接率理論模型如圖6所示。
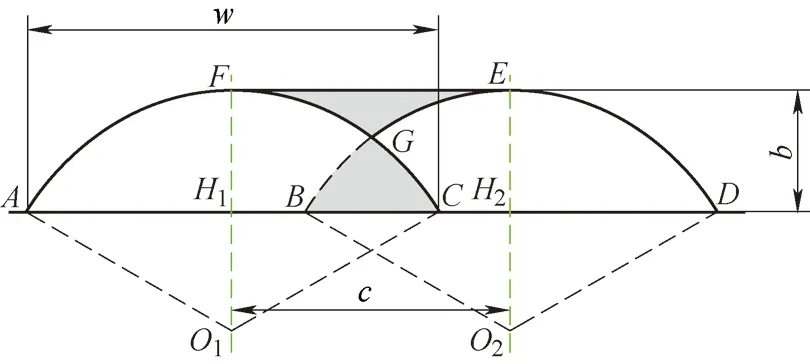
圖6 搭接率模型的建立
通過對激光同軸送粉理想搭接率模型的分析可以看出,要想獲得表面平整的熔覆層,必須滿足式(1)或式(2):

由幾何關系可知:
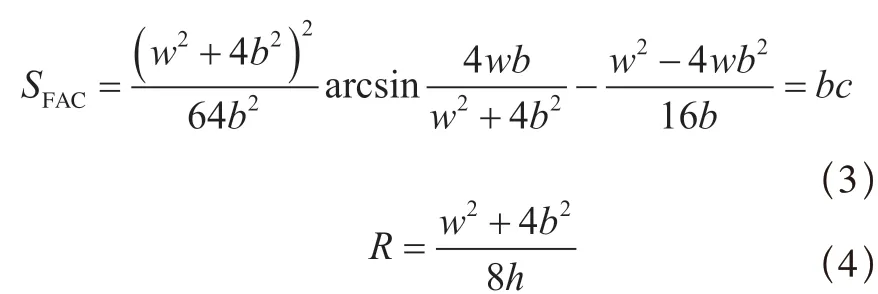
由式(3)和式(4)可知:

由此,通過式(4)~式(6)的計算可知,搭接率大小只與熔覆層的寬度和高度有關。設定熔覆層的寬度分別為1mm、2mm、3mm和4mm,通過對上述3個公式的求解可以得到不同熔覆層寬度和高度所需的臨界搭接率,結果如圖7所示。
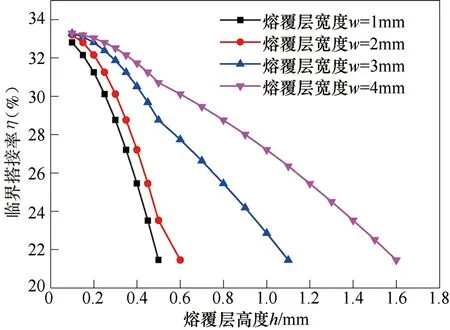
圖7 不同熔覆層特征尺寸對應的搭接率
通過對圖7的分析可以看出,熔覆層高度一定時,熔覆層寬度增加,搭接率提升,而當熔覆層寬度一定時,熔覆層高度增加,搭接率的數值逐漸降低。值得注意的一點是,熔覆層寬度越大,臨界搭接率隨熔覆層高度的變化趨勢越平緩,這也意味著工藝本身適應性的提高。因此,從控制過程穩定性的角度考慮,在實際熔覆過程中,應盡可能地選擇熔覆層較寬的工藝進行多道多層熔覆。
激光同軸送粉加工技術搭接率模型的構建對于科研人員優化熔覆層的搭接率具有一定的指導意義。但是,在實際工藝執行過程中,熔覆層的橫截面不是理想的圓弧狀,且搭接后前一道的成形對后一道的成形必然存在一定的影響。為了分析激光同軸送粉熔覆過程中,搭接率對熔覆層表面成形的影響,分析了兩道搭接時,不同搭接率對成形的影響規律,其結果如圖8所示。在搭接率<30%時,前后兩道的熔覆層高度基本一致,道與道之間存在“溝壑”;當搭接率>40%時,后一道熔覆層的高度要明顯高于前一道熔覆層的高度,且這種差別隨搭接率的提高,趨勢越來越明顯。
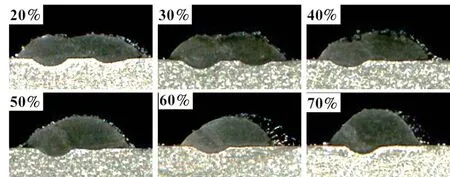
圖8 兩道熔覆層搭接形貌
圖9 表示的是兩熔覆層搭接時,不同搭接率對搭接層(第2道熔覆層)高度的影響規律。從圖9可以看出,隨搭接率的提高,搭接熔覆層的高度逐漸增加,當搭接率超過50%時,變化的趨勢變得緩慢。這可能是由于當搭接率達到一定值時,后一道熔覆層的激光輻照區主要作用在上一熔覆層的斜面上,這對熔池而言是不穩定的,在凝固過程中一部分液態金屬向下流淌,減緩了高度的增加趨勢,搭接率越大熔池向下流動的可能性就越大,因此熔覆層高度增加的趨勢逐漸減小。
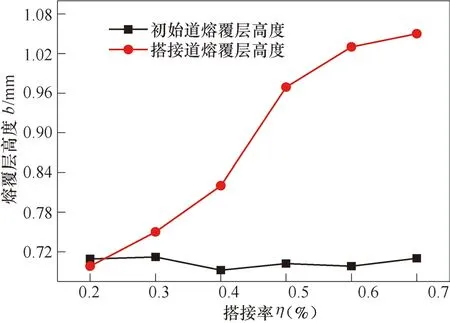
圖9 兩道熔覆層高度變化情況
搭接率的變化也會造成基體上的熔深發生變化,同時搭接熔覆層潤濕角隨之改變,其變化趨勢如圖10所示。當搭接率>30%時,熔覆層熔深隨著搭接率的提高逐漸降低,當搭接率為70%時,熔覆層和基體幾乎為一條直線,肉眼很難分辨熔深大小。單道熔覆時,潤濕角為50°左右,搭接率<40%時,搭接道潤濕角要小于單道熔覆時的潤濕角,但是當搭接率>50%時,搭接道潤濕角大于單道熔覆時的角度。從整個過程看,搭接道的潤濕角隨著搭接率的提高不斷變大。
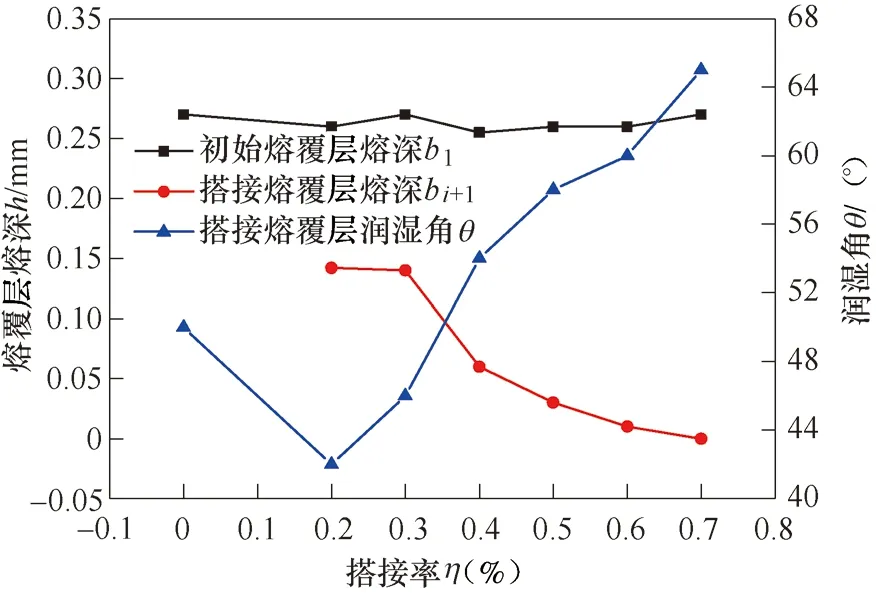
圖10 潤濕角及熔覆層熔深和搭接率的關系
在上述分析的基礎上,分別進行了搭接率為30%、40%、50% 、60%和70%時的20道搭接成形試驗,表面形貌如圖11所示。由圖11可以看出,隨著搭接率的提高,表面“溝壑”的深度逐漸降低,平整度逐漸提高,同時熔覆層的高度也隨之增加。
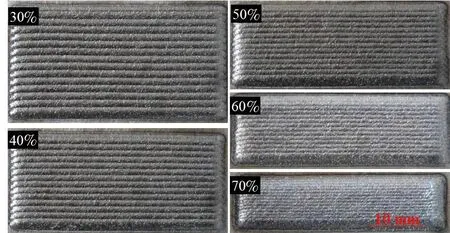
圖11 不同搭接率對應的熔覆層表面形貌
值得注意的是,隨著搭接率的提高,熔覆層和界面的結合深度逐漸降低,搭接率>50%時,界面結合區肉眼很難分辨,這會存在兩方面的問題值得深入研究:首先,對于激光熔覆表面改性而言,希望得到低的稀釋率,因此適當提高搭接率會有所幫助;其次,如果搭接率過大,界面是否能夠達到真正意義上的冶金結合,滿足對修復強度的要求,這有待于進一步分析研究。
4 結束語
1)激光功率和離焦量是影響熔覆層寬度和高度的關鍵因素,離焦量增加,激光能量密度降低是熔覆層寬度減少、熔深變淺的主要影響因素。
2)建立了激光同軸送粉加工搭接率模型,實現了對工藝優化方向的預測,當熔覆層寬度增加時,工藝穩定性較好,是實現高質量熔覆層制備的基礎。
3)在單道工藝和多道搭接熔覆工藝優化的基礎上,搭接率設定為40%時,可以實現熔覆層的高質量制備。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52