CFRP制孔加工缺陷及制孔技術的研究進展
2021-08-26 10:56:40蔣驍捷胡小平
機械設計與制造 2021年8期
蔣驍捷,胡小平,蘇 飛,袁 億
(1.湖南科技大學教育部先進礦山裝備工程研究中心,湖南 湘潭 411201;2.湖南科技大學智能制造研究院,湖南 湘潭411201;3.湖南科技大學機電工程學院難加工材料高效精密加工湖南省重點實驗室,湖南 湘潭 411201)
1 引言
復合材料以輕質、高強、可設計、抗疲勞、耐腐蝕、耐摩擦等特性,以碳纖維增強復合材料(Carbon Fiber-Reinforced Plastic,簡稱CFRP)為代表的高性能復合材料在航空航天領域已得到了日益廣泛的應用,成為繼鋁合金、鈦合金、合金鋼之后的四大航空結構材料之一[1]。據報道,寬體客機將大幅度提高復合材料的使用比率,50wt%復合材料用量將是未來飛機結構材料使用的起點。目前,CFRP已成為新型飛機的首選結構材料[1],被廣泛用于機身和機翼的承力部位,如圖1(a)、圖1(b)所示。大大減輕結構重量,提高飛機性能。在CFRP結構件的裝配連接中,大多需要進行后續的機械加工,其中,鉆削加工占后續機械加工總量的50%以上,是最為繁重的機械加工工序之一,如一架F-16戰斗機需要加工24萬個連接孔,一架波音747需要加工300多萬個連接孔[1]。但由于層間連接強度差、材料硬度高等特點,在機械加工中常出現毛刺、分層、撕裂等加工缺陷,如圖1(c)所示。嚴重影響制孔質量和材料性能。近幾年,在CFRP制孔加工缺陷、制孔工藝及其專用刀具方面得到了廣泛深入的研究和探索,但隨著航空制造業對裝配質量要求的進一步提升,CFRP制孔技術仍需進一步深入研究[1]。首先對CFRP制孔缺陷形成機制及其評價方法的研究現狀進行綜述;其次,對CFRP現有制孔工藝的特點和CFRP專用制孔刀具的研究現狀進行梳理;最后,針對CFRP制孔缺陷的抑制,提出CFRP制孔加工技術的下一步研究重點。
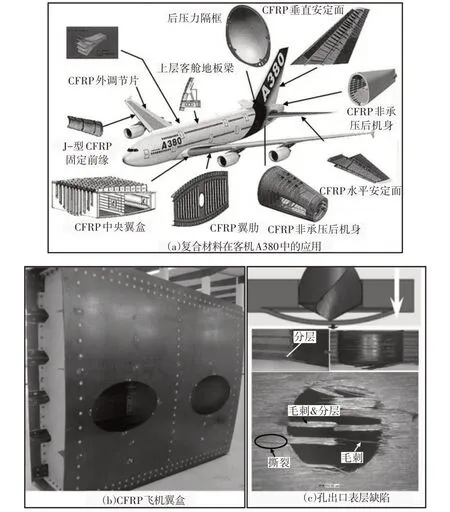
圖1 CFRP的應用及其制孔缺陷Fig.1 Application of the CFRP and the Drilling-Induced Defects
2 制孔加工缺陷的研究現狀
2.1 制孔缺陷的形成機制
CFRP被廣泛應用于飛機結構中,但其制孔質量問題仍未能很好解決,嚴重阻礙了其在航空航天領域高效、高質量、低成本的制造。制孔過程中,在孔出入口極易產生毛刺、分層和撕裂等加工缺陷。制孔缺陷的嚴重程度是衡量制孔質量的重要指標。分層本質上是層間脫粘失效,其中,撕裂實質上是分層最大化的表現形式。相比于毛刺缺陷而言,分層將嚴重降低CFRP構件使用性能,是造成構件報廢失效的主要原因[1-2]。
孔出入口分層的形成過程并不相同:孔入口處,順著鉆頭螺旋槽,鉆頭主切削刃對表層材料產生了軸向剝離分力,由此形成剝離分層;孔出口處,當鉆頭即將鉆出孔出口表層材料時,由于剩余表層材料剛度的下降,在軸向推力作用下形成了分層。實際表明,孔出口側的分層遠大于孔入口側的剝離分層。
目前,在制孔缺陷形成機理方面的研究大多致力于分層形成機制的研究。諸多學者采用有限元仿真手段,從細觀角度對CFRP層合板的切削機理進行了分析,側面反映了CFRP表層加工缺陷的形成機理,但難以直觀反映切削區表層纖維分層的形成過程。研究表明,CFRP制孔分層缺陷存在顯著的各向異性,孔出口的分層主要以Ⅰ型裂紋為主,而且軸向力是引起分層的主要原因,諸多學者認為存在分層產生的臨界軸向力。自Hocheng等首次基于經典板殼理論和線彈性斷裂力學提出分層產生的臨界軸向力以來,通過將軸向力控制在臨界軸向力以內來抑制分層的方法得到了廣泛認可。文獻[2]認為單向復合材料為各向異性材料,假設分層區域受均布載荷,根據大撓度板殼理論和線彈性斷裂力學,獲得了分層損傷的理論模型;文獻[3]在文獻[2]的基礎上進一步考慮了鉆頭橫刃對分層損傷的影響,建立了分層臨界軸向力模型。
此外,鉆削溫度對復合材料的破壞形式具有重要影響,加工中一旦溫度過高將導致分層損傷的產生,造成無法修復的性能轉變,導致整體性能降低,甚至是報廢[1]。因此,鉆削溫度亦是影響制孔分層的重要因素。文獻[4]通過試驗和有限元仿真手段分析表明,溫度升高至175℃時毛刺大量增加,伴有小面積撕裂,溫度升高至275℃時出現大面積撕裂,分層嚴重;文獻[5]認為隨著鉆削溫度的升高,熱應力在幾何邊界層間產生應力集中,導致局部應變,進而引起分層;文獻[5]指出鉆削溫度越高樹脂基體的軟黏性越強,分層損傷更易產生;文獻[6]指出當制孔溫度高達298℃時,孔出口將出現嚴重的損傷和大面積撕裂。
實際上,鉆削溫度也是影響臨界軸向力的重要因素。文獻[6]通過實驗發現臨界軸向力閾值在溫度較低或較高時變化較小,但溫度一旦超過樹脂基體的玻璃轉變溫度,臨界軸向力的閾值將出現急劇下降,進而導致嚴重的分層損傷。然而,縱觀當前制孔分層的理論模型可見,大多數理論模型將最外若干層CFRP簡單地看成是整體板殼,而且大多數模型忽略了切削溫度的影響。文獻[3]嘗試在考慮溫度效應下根據大撓度板殼理論和線彈性斷裂力學建立了分層損傷的臨界軸向力模型,指出溫度的升高將導致臨界軸向力的降低,該模型在室溫條件(23℃)下通過準靜態沖擊實驗得到了驗證。但實際上,該模型需要獲取分層損傷發生處的具體溫度,但由于切削區測溫技術的限制,分層發生處具體溫度的獲取較為困難。
可見,對于CFRP制孔分層形成機制的研究和臨界軸向力的預判,仍需進行更為細致和深入的研究。
2.2 制孔缺陷的評價方法
由于CFRP制孔分層存在顯著的各向異性,單向纖維增強復合材料制孔分層呈橢圓形,多向疊層復合材料則呈近似圓形。對于CFRP制孔分層缺陷具體形態和大小的研究,國內外學者提出了多種檢測手段和評價方法。文獻[7]采用氯化金滲透液檢測方法,指出了CFRP制孔分層隨鉆削深度變化的三維模型;文獻[8]采用聲發射檢測技術分析了鉆削制孔分層;文獻[9]采用超聲波掃描技術分析了鉆削制孔分層;文獻[1]應用“研磨觀察法”分析了分層的三維形貌。為了對制孔分層進行數值表征,國內外學者提出諸多評價方法,如采用撕裂長度的平均值方法、分層因子法、比面積的分層因子法、修正分層因子法,以及綜合評價方法等[10],各種評價方法的特點,如表1所示。其中,一維分層因子(Fd)、分層大小(Rd)、等效分層因子(Fed)、最小分層因子(Fdmin)均未能考慮分層面積的貢獻比率,對于具有相同分層損傷最大半徑(Dmax),但分層面積不同的情形不能適應;二維分層因子(Fa)、損傷率(Drat)考慮了分層面積的貢獻率,但忽略了最大裂紋長度的貢獻率,依然不能很準確的評價制孔缺陷;修整分層因子(Fda)既考慮了裂紋最大長度的貢獻率,又考慮了分層面積的貢獻率,但對于裂紋小而多的情形,由于裂紋面積小而不能很好的評判;精細分層因子(F DR)在不同轉速下的相關系數需要重新獲取;圓環因子(f)考慮了分層的形狀,但并不適合制孔分層的評價。在這些評價方法中,一維分層因子(Fd)法最為常用。此外,文獻[9]提出了考慮不同層制孔分層形狀大小的三維分層因子評價方法,并通過超聲C掃描檢測技術進行了驗證;文獻[11]提出了單向CFRP制孔分層形態因子F q和Flq,如圖2所示。綜合考慮了不同纖維取向下制孔分層的形態和大小。
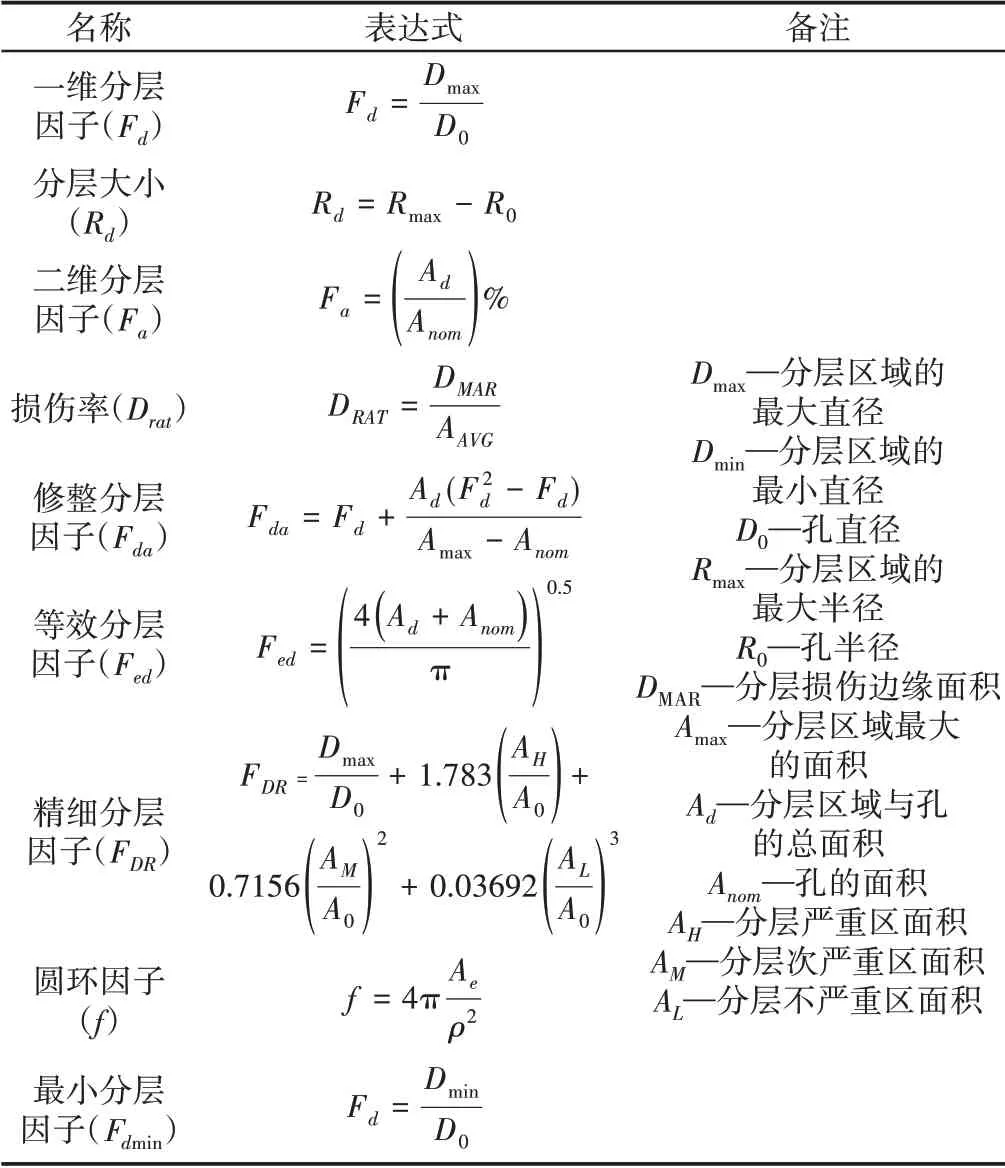
表1 制孔分層評價方法Tab.1 Evaluation Methods of the Delamination
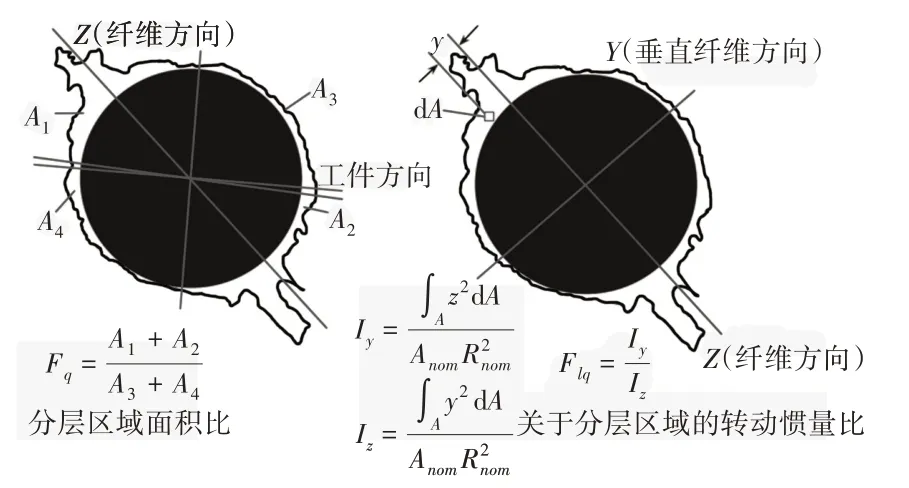
圖2 分層形態因子Fig.2 Form Factors for Delamination
實際加工中產生的損傷形式具有多樣化、復雜化,尤其是針對不同的加工方式,由于加工機理的不同,其產生的損傷形式將存在差異,而且各種形式的損傷往往伴隨而生。單獨從一種損傷形式來評價纖維增強復合材料的加工質量不能全面、精確的評價其加工質量。到目前為止,對于纖維增強復合材料加工質量的評價缺乏合理、有效的統一方法。而對加工損傷進行合理有效的評價是復合材料構件經濟性和可靠性的重要保證。
3 制孔加工工藝及其刀具技術
在CFRP飛機結構件的裝配連接中,往往需要加工大量直徑d≥6mm的孔。針對制孔過程中易產生制孔缺陷,刀具快速磨損等問題,近年來,國內外學者在制孔工藝及其專用刀具設計優化方面進行諸多研究。
3.1 制孔工藝
近年來,研究人員嘗試采用激光加工、電火花切割、高壓水射流加工以及超聲輔助加工等特種加工方法。這些加工技術大多采用非機械能去除材料,工件受力很小,無機械加工變形,主要用于小孔、異形孔和微孔加工。但存在諸多局限性:激光加工易燒焦復合材料表面,降低表面加工質量;電火花加工需要對復合材料進行導電性設計,同樣也易導致加工表面被燒焦;高壓水射流加工將導致水流浸入復合材料內部,降低材料性能。此外,特種加工設備復制,成本較高。目前,在CFRP結構件的制孔過程中主要以鉆削、以磨代鉆(套料鉆)、螺旋銑孔等制孔工藝方法為主:(1)鉆削制孔是高效率、低成本的常用方法[12]。但鉆削軸向力大、排屑困難、切削溫度高,制孔缺陷難以徹底規避,單一的鉆削制孔很難從根本上解決問題。為滿足制孔要求,實際生產中不得不采用“鉆底孔-擴孔-鉸孔-锪孔”工藝。(2)套料鉆“以磨代鉆”技術,其切削去除機理與傳統鉆削制孔完全不同,而與磨削較為相似。“以磨代鉆”技術主要由套料鉆內、外表面上的超硬磨粒對材料進行磨削,實現材料去除[1]。能有效降低軸向力影響,降低制孔缺陷,但套料鉆排屑困難,存在動不平衡和停機除屑等問題。(3)螺旋制孔技術利用立銑刀的側刃去除材料,排屑空間大,一定程度上克服了鉆削的缺點,對孔徑d≥5mm(包含d≥6mm)的孔具有良好的制孔效果。研究表明與高速鉆孔相比,螺旋銑孔下CFRP分層因子有顯著降低,與傳統鉆孔相比,螺旋制孔的加工質量較好,因此,螺旋制孔可有效降低孔出口撕裂和分層。
此外,文獻[13、14]提出了傾斜行星運動銑或鉆孔工藝,降低制孔缺陷,如圖3所示。文獻[15]提出在CFRP∕Ti螺旋銑孔回程時進行二次螺旋銑孔加工,該工藝實質上是預先加工出基孔,避免了回程中刀具底刃對表層材料的整體推力,同時,極大地減小回程切削量和切削力,在回程螺旋銑孔時幾乎不產生新的缺陷,完全去除上道工序制孔缺陷,如圖4所示。
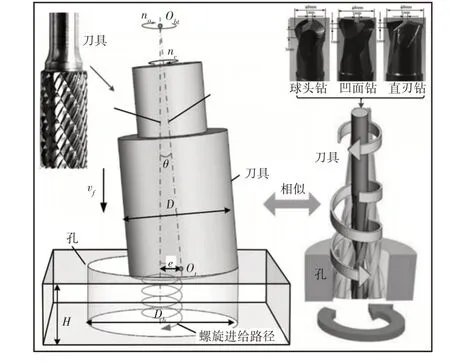
圖3 傾斜行星運動銑或鉆孔工藝及其刀具Fig.3 Tilted Helical Milling or Drilling and Their Drills
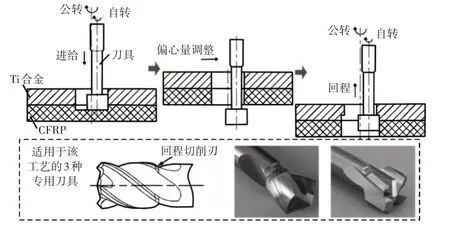
圖4 二次螺旋銑孔加工工藝及其刀具Fig.4 Backhaul Orbital Drilling and the Drills
3.2 刀具技術
CFRP材料高硬度、各向異性和低層間強度等,導致易產生制孔缺陷,刀具磨損快速,阻礙制孔技術的發展。實踐表明,合理選擇刀具材料和設計優化刀具結構,對降低制孔缺陷和開發高效、長壽命的專用刀具十分有效,是解決CFRP高效精密加工的關鍵[2]。
針對CFRP的鉆削,國內外學者多種刀具材料進行了大量的試驗研究。主要技術手段包括:在刀具表面涂覆特殊材料,提高刀具耐磨和使用性能,降低制孔缺陷,提高制孔質量;采用適合CFRP加工的新型超硬材料。研究表明,在CFRP材料中,高硬度碳纖維是導致刀具快速磨損的主要原因,金剛石類的刀具對CFRP制孔缺陷和軸向力等的降低效果明顯。其中,PCD刀具能有效抑制制孔缺陷的形成,有效延長刀具使用壽命,提高制孔質量。PCD刀具已逐步成為CFRP制孔加工中最具潛力的刀具材料之一[1]。
另外,刀具結構的設計關系到制孔質量、刀具壽命、加工效率等一系列問題,尤其是對避免CFRP制孔分層極為重要,是當前研究的熱點。研究表明,通過改變孔出口表層材料的切除方式,能有效抑制制孔缺陷的產生。文獻[12]為增強纖維的剪切效應,提出“微元去除”和“反向剪切”的纖維切除方式,有效抑制復合材料的機械損傷。此外,還有專家提出“先切后推”的加工方式,先將孔周圍纖維切斷,避免纖維材料之間的牽扯,達到控制加工缺陷的目的,以及指出正反螺旋刃對CFRP表層材料具有預壓應力,能有效避免纖維的“避讓”變形,減小加工缺陷。當前,針對CFRP的制孔,國內外學者開發了多種制孔刀具,以在傳統麻花鉆的基礎上衍生的特殊形狀鉆頭最為突出。常見的有階梯鉆、多刃尖鉆、匕首鉆、鋸齒鉆等[1],如圖5所示。
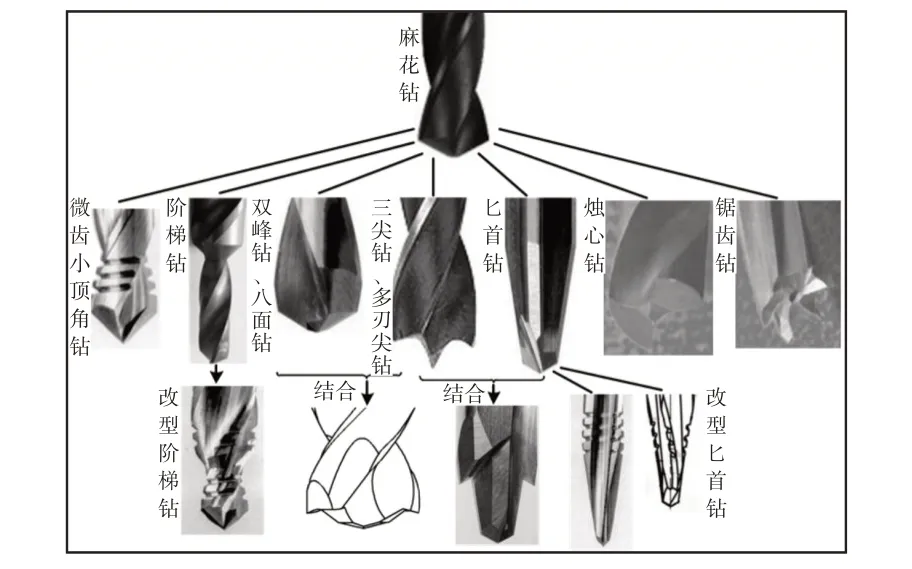
圖5 CFRP專用鉆頭Fig.5 Special Drills for CFRP
加工缺陷的抑制和刀具耐磨性能的提高是CFRP加工技術中最具挑戰性的難題。以較佳的加工缺陷控制思路和策略為導向,合理設計刀具結構和刃口型式,優化刀具幾何參數,改進制孔工藝方法,不但能提高CFRP的制孔質量,還能有效延長刀具的使用壽命。
4 展望
隨著新一代高模量CFRP的研制和使用,以及航空航天制造技術對制孔要求的提高,制孔難度將不斷加大。(1)制孔缺陷嚴重阻礙CFRP材料的推廣應用,其嚴重程度是制孔質量好壞的重要評價指標。對于制孔缺陷的形成機制仍需進一步深刻厘清毛刺、分層的形成機制,建立有效、統一的評價體系;(2)制孔工藝方法及其專用制孔刀具的研發是解決CFRP高效、高質量、低成本制孔的關鍵。對于制孔新工藝方法的研發,及其新型制孔刀具的研制仍需進一步強化。
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
世界科學技術-中醫藥現代化(2021年10期)2021-03-02 05:52:06
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26
應用化工(2014年10期)2014-08-16 13:11:29
無機化學學報(2014年4期)2014-02-28 17:31:11
