離心式三元葉輪焊接坡口五軸加工刀位算法
2021-08-26 11:04:30董雷,王潔,陳田
機械設計與制造 2021年8期
董 雷,王 潔,陳 田
(1.上海電機學院機械學院,上海201306;2.上海海洋大學工程學院,上海201306)
1 引言
作為裝備制造業中的重要產品,離心壓縮機廣泛應用于冶金、石油化工、天然氣輸運、空分等眾多領域中。離心式三元葉輪作為離心壓縮機中的核心部件,其制造精度和加工效率受到眾學者的廣泛關注。葉片作為做功表面,其精加工精度關系到葉輪乃至整機的性能,在提高葉片加工精度方面,比較典型的研究成果有單點偏置法和雙點偏置法[1],柱刀加工直紋面的標準刀位確定法[2],密切曲率法[3-6],多切點法[7-11],刀具包絡面法[12-18]等等。葉輪(70~80)%的余量是在粗加工中去除的,粗加工效率關系到產品是否拖期等關鍵問題。五軸側銑法作為20世紀的主流葉輪粗加工方法,受刀位規劃方法、機床與刀具剛性的制約,效率較低。文獻[19]將等殘留高度方法集成到五軸側銑法中,提高了五軸側銑法的加工效率。文獻[20]對傳統的葉輪五軸側銑粗加工進行了優化,提出響應曲面法,以軸向切削寬度、徑向切削寬度、刀具進給速度為獨立因子,以總加工時間為響應因子來優化切削參數。插銑法,由于刀具主要受軸向力的優勢,在21世紀初,成為葉輪加工領域的研究熱點。文獻[21-24]對葉盤的粗加工插銑方法進行了系統的研究,提出了葉盤通道的五坐標、四坐標插銑加工方法,提高了切削系統的剛性,進而提高加工效率和切削穩定性。近年來,針對離心式三元葉輪流道的高效粗加工,出現了“3+2”軸高速銑[25]、變軸插銑[26]、定軸插銑[27]等新的工藝方案。雍建華在文獻25中提出的“3+2”軸高速銑,鎖定五軸機床的兩個旋轉軸,只采用三個直線軸對流道進行分段加工,采用Hypermill軟件編程,幾乎將葉輪的粗加工效率提升至原來的2倍。文獻[28]在五軸機床一個轉動軸固定一定角度的情況下,確定最大插銑刀具直徑,將變軸插銑加工效率提升了40%。文獻[29]采用葉輪專用編程軟件NREC對葉輪進行了變軸插銑數控編程,提高了編程效率。文獻[30]從數控加工方法、加工刀具、材料處理工藝、葉輪設計結構等方面入手,著重分析了影響制約三元葉輪加工效率的因素,為解決葉輪加工效率問題提供了可行的參考依據。文獻[31]對基于NREC和Hypermill的半開式葉輪五軸加工編程進行了對比,分析各自的加工策略,為廣大三元葉輪編程人員根據葉輪幾何特征選擇編程軟件提供了依據。可見,制約三元葉輪發展的兩個關鍵因素無疑是精加工精度和粗加工效率,是眾學者關注的焦點,屢屢有新文獻出現。而葉輪焊接工藝,卻被學者們所忽視,如有關焊接坡口的加工,文獻寥寥[32]。按加工工藝劃分,離心式三元葉輪可分為整體銑制、三件焊接、兩件焊接三類。其中,兩件焊接指首先將葉片銑制在蓋盤或軸盤上,再與車削好的軸盤或蓋盤焊接。而在焊接之前需要在葉片的焊接側加工出單面或雙面的焊接坡口,離心式三元葉輪葉片扭曲嚴重,且對葉片焊接側坡口寬度W及坡口角度都有較為嚴格的要求,如圖1所示。

圖1 葉片焊接坡口示意圖Fig.1 Sketch of 3-D Impeller Welding Groove
如采用UG等通用軟件進行編程,造型的復雜性會嚴重影響編程效率,且目前的葉輪數控加工專用編程軟件,如MAX-5等,并沒有專門針對葉輪焊接坡口數控加工的編程模塊。因此,目前的絕大部分葉輪加工企業的焊接坡口加工主要采用手工修磨,圖2中的葉片焊接坡口即采用手工修磨加工而成,可見手工修磨的焊接坡口不僅無法保證焊接側坡口寬度W及坡口角度,且表面粗糙,為后續的焊接工序帶來困難,嚴重影響焊接效率,且手工修磨過程中的振動和粉塵會對操作工人的健康造成極大的危害。采用機加工代替手工修磨,是葉輪焊接坡口加工的必然趨勢。可由于三元葉輪葉片扭曲,采用通用軟件進行數控編程,對編程員要求較高,且不適用于所有葉輪,需開發專用軟件。十九世紀末,袁澤虎在文獻[32]提出采用數控切割機進行葉輪焊接坡口加工,并建立了數控加工編程系統,此編程系統僅可針對二元葉輪焊接坡口進行數控編程,對于三元葉輪并不適用,除此之外,再無相關文獻報道。究其原因,一方面,我國各葉輪生產企業的焊接技術較為先進,可以彌補手工修磨方法在精度上的誤差;另一方面,各葉輪生產企業會給手工修磨工人大量的工時補償,這種生產和技術上的矛盾,使操作工人忽視了手工修磨對自己健康的危害。但手工修磨方式畢竟違背技術和經濟發展的客觀規律,終將退出歷史發展的舞臺。針對三元葉輪焊接坡口的結構形式,開發了柱刀側銑焊接坡口的刀位算法,采用Matlab編程,實現了只需輸入刀具直徑、坡口寬度(W值)、左右兩側坡口角度,便可自動計算輸出數控刀位的自動編程系統,經仿真和葉輪切削驗證,算法準確,編程系統可靠,不僅實現了三元葉輪的數控加工,且實現了其“一鍵式”自動編程。

圖2 手工修磨焊接坡口Fig.2 Manual Grinded Welding Groove
2 刀位離散處理
三元葉輪葉片由吸力面S、壓力面P、前緣面L、尾緣面T、葉片上端面Π組成。直紋面葉片吸力面和壓力面分別由直母線沿吸力面蓋盤線、吸力面軸盤線和壓力面蓋盤線、壓力面軸盤線導動而成。葉片與蓋盤的焊接坡口一般加工在吸力面與葉片上端面、壓力面與葉片上端面的交界處。由于葉片扭曲,為避免相鄰刀位的過切現象,采用圓柱刀側銑較為合理,且每一刀位的刀具軸線應與葉片吸力面或壓力面蓋盤線對應點處的切矢正交。下面,以吸力面與葉片上端面相接處的焊接坡口銑制算法為例進行說明。由于葉輪設計人員給定了的各n個型值點,取對應型值點的中點并將所有中點擬合為NURBS曲線,稱其為葉片中性面蓋盤線,其參數方程為:

式中:V i—控制頂點;u—參數;B i,3(u)—由節點矢量U=(u0,u1,???,u n+3)定義的3次B樣條基函數。
對Πm s進行離散化處理,這里,取離散步距為0.01,得到101個離散點。分別求每一離散點在上的法向映射點。A點為其中一離散點,B為其在上的法向映射點,如圖3所示。

圖3 中性面蓋盤線的離散處理Fig.3 Discretization of Shroud Curve on Neutral Surface
3 刀位的計算
每一個離散點都會對應一個壓力面焊接坡口銑制刀位和一個吸力面焊接坡口銑制刀位。同樣以離散點A所對應的吸力面焊接坡口銑制刀位的計算為例進行說明。令葉片中性面蓋盤曲線在A點的切向矢量為,矢量與矢量所構成平面在A點的法向矢量為,則矢量m?與所構成平面Λ即為該刀位的切削平面。用平面Λ剖切葉片,如圖4所示。刀具直徑為D,刀具長度為L,圓柱銑刀上方預留長度為m,圖紙要求的焊接坡口寬度為W,焊接坡口與吸力面所成角度為β,O為坐標原點,則刀心Q坐標可用式進行求解,刀軸矢量即為矢量的單位矢量。壓力面焊接坡口加工刀位計算采用相同方法,不再贅述。
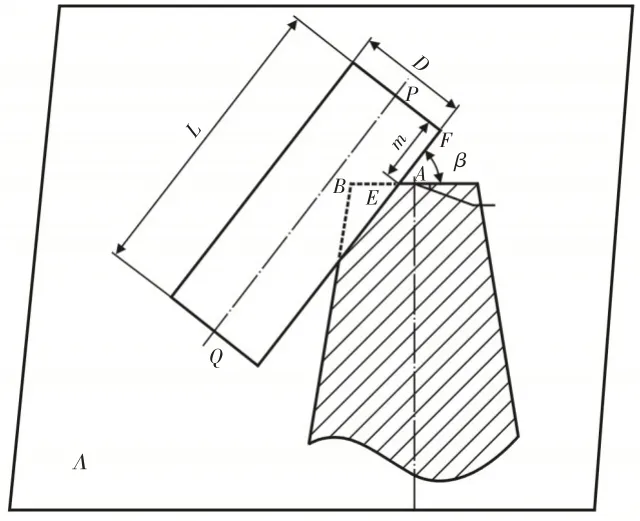
圖4 吸力面一側焊接坡口銑制刀位求解示意圖Fig.4 Solving Sketch of Welding Groove Milling Cutter Location on Suction Surface
4 數值算例與實驗驗證
采用matlab編程,將上述算法形成應用軟件,只需輸入葉輪的設計數據、焊接坡口寬度、葉片左右側坡口角度、加工刀具直徑,即可“一鍵式”輸出數控加工程序,操作界面,如圖5所示。
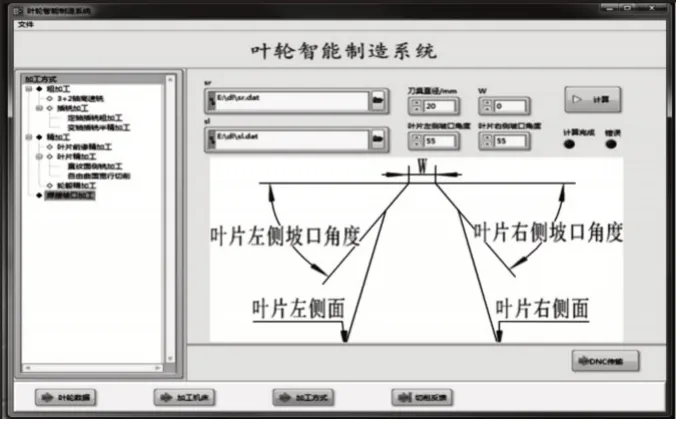
圖5 焊接坡口“一鍵式”數控編程系統操作界面Fig.5 Operation Interface of Welding Groove One-Button CNC Programming System
為驗證算法和自動編程系統的可用性,以國內某企業鼓壓風機中某型號葉輪為例,對其焊接坡口五軸加工刀位進行計算并自動輸出數控加工程序。按圖紙要求,焊接坡口寬度W=1,左右坡口角度均為45°,選用圓柱銑刀,直徑為20mm,經Vericut仿真結果,如圖6所示。同一葉輪,相同數控程序,采用相同刀具在德瑪吉五軸機床進行切削加工結果,如圖7所示。經測量,仿真加工和試切加工焊接坡口的尺寸,均滿足圖紙要求。
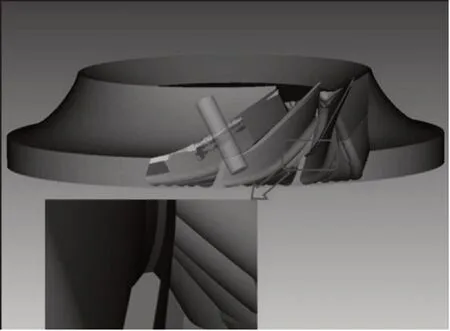
圖6 仿真結果Fig.6 Simulation Result

圖7 試切加工結果Fig.7 Test Cutting Result
5 結論
根據國內某三元葉輪焊接坡口的圖紙要求,開發出圓柱銑刀側銑焊接坡口五軸數控加工刀位算法,經仿真與加工試切,結果滿足圖紙要求。該算法的思想不僅適用于該類雙邊類型的坡口銑制,還適用于單邊坡口等不同類型的坡口五軸數控加工,為相關企業焊接坡口五軸數控加工提供了依據,可有效解決三元葉輪焊接坡口大多采用手工修磨方法加工的現狀。
