POY135dtex/288f環(huán)吹風(fēng)生產(chǎn)工藝分析
2021-08-26 15:11:03化琳
河南科技 2021年9期
化琳


摘 要:隨著國內(nèi)聚酯(PET)長絲制造商規(guī)模的不斷擴(kuò)大,市場日益飽和,常規(guī)紡絲已經(jīng)遠(yuǎn)遠(yuǎn)無法保證企業(yè)的強(qiáng)勁競爭力。唯有持續(xù)地研發(fā)高品質(zhì)且富有附加值的新型品種,企業(yè)才不會被市場所淘汰。其間充分利用超細(xì)旦多孔絲的優(yōu)良毛細(xì)效應(yīng)和特有的彎鋼性,經(jīng)后加工制造出桃皮絨、防水透氣織物和仿真絲仿麻等。這種纖維制成的織物具有諸多應(yīng)用優(yōu)勢,因此熔體直紡135dtex/288f產(chǎn)品的研制和開發(fā)對于企業(yè)進(jìn)一步開拓市場、拓寬產(chǎn)品組合結(jié)構(gòu)來說有著非常重要的作用。多次試驗研究結(jié)果顯示,采用熔體直紡和環(huán)吹式冷卻、紡絲溫度290~300 ℃、無風(fēng)區(qū)高度55~75 mm,風(fēng)壓10~20 Pa、油架高度500~600 mm等工藝條件時,生產(chǎn)保持穩(wěn)定,產(chǎn)品能夠滿足客戶的要求。
關(guān)鍵詞:超細(xì)旦;多孔細(xì)旦POY;熔體直紡
中圖分類號:TQ342.2 文獻(xiàn)標(biāo)識碼:A 文章編號:1003-5168(2021)09-0041-03
Abstract: With the continuous expansion of domestic polyester (PET) filament manufacturers, the market is becoming increasingly saturated, conventional spinning has been far from guaranteeing the strong competitiveness of enterprises. Only by continuously researching and developing new types of high-quality and value-added products can companies not be eliminated by the market. In the meantime, it makes full use of the excellent capillary effect and unique bending properties of ultra-fine denier porous yarn, and after post-processing, peach skin, waterproof and breathable fabric and artificial silk and linen are produced. The fabric made of this fiber has many application advantages, so the research and development of the melt direct spinning 135dtex/288f product plays a very important role for the company to further expand the market and broaden the product portfolio structure. The results of many experiments have shown that under the process conditions of adopting melt direct spinning and ring blowing cooling, spinning temperature 290~300 ℃, windless zone height 55~75 mm, wind pressure 10~20 Pa, oil rack height 500~600 mm, etc., the production remains stable, and the products can meet customer requirements.
Keywords: ultra-fine denier;porous fine denier POY;melt direct spinning
超細(xì)旦纖維指的是單絲纖度為0.3~0.5dtex的纖維。它既是近年來我國化纖市場中得以快速發(fā)展的一種差異化纖維,也是具有較高品質(zhì)、優(yōu)良性能和高技術(shù)含量的新型纖維品種,又是化學(xué)纖維朝著高仿真化方向進(jìn)步發(fā)展的一種新合纖維。超細(xì)旦纖維被賦予了許多優(yōu)越的功能,如吸濕、透氣、富有彈性等特點。環(huán)吹風(fēng)式自動冷卻機(jī)作為一種新型的現(xiàn)代紡絲自動冷卻設(shè)備,為紡織預(yù)取向絲(POY)提供了有力的生產(chǎn)技術(shù)保障。本文以生產(chǎn)POY 135dtex/288f(纖度中心值為135dtex)為例,討論了熔體直紡超細(xì)旦長絲的工藝條件。
1 試驗
1.1 原料
江蘇申久(集團(tuán))有限公司采用伊文達(dá)聚酯裝置生產(chǎn)的PET熔體,特性黏度為(0.679 5±0.005 0)dL·g,端羧基含量為(30±4) mol/t,熔點為(260±2)℃,二甘醇含量為(0.95±0.15)%。PET熔體的詳細(xì)參數(shù)如表1所示。另外,試驗采用日本竹本公司生產(chǎn)的F-3658油劑。
1.2 設(shè)備和儀器
紡絲采用Oerlikon Barmag公司的環(huán)吹風(fēng)機(jī)裝置。卷繞采用德國巴馬格ACW4T型卷繞機(jī)設(shè)備。物性檢測采用江蘇常州生產(chǎn)的YG023B-強(qiáng)伸儀和瑞士Uster公司生產(chǎn)的條干儀;熱應(yīng)力測試儀采用美國LAWSON HEMPHILL設(shè)備;含油測試儀采用英國牛津MQQ7020設(shè)備。
1.3 工藝流程
本研究采用67.5dtex/144f合股生產(chǎn)135dtex/288f滌綸超細(xì)旦POY,其工藝流程如下:熔體直紡PET→熔體過濾器→增壓泵→熔體熱交換器→紡絲箱體→計量泵→組件→環(huán)吹風(fēng)冷卻→集束上油→第一熱輥(GR1)→網(wǎng)絡(luò)→(第二熱輥GR2)→卷繞。
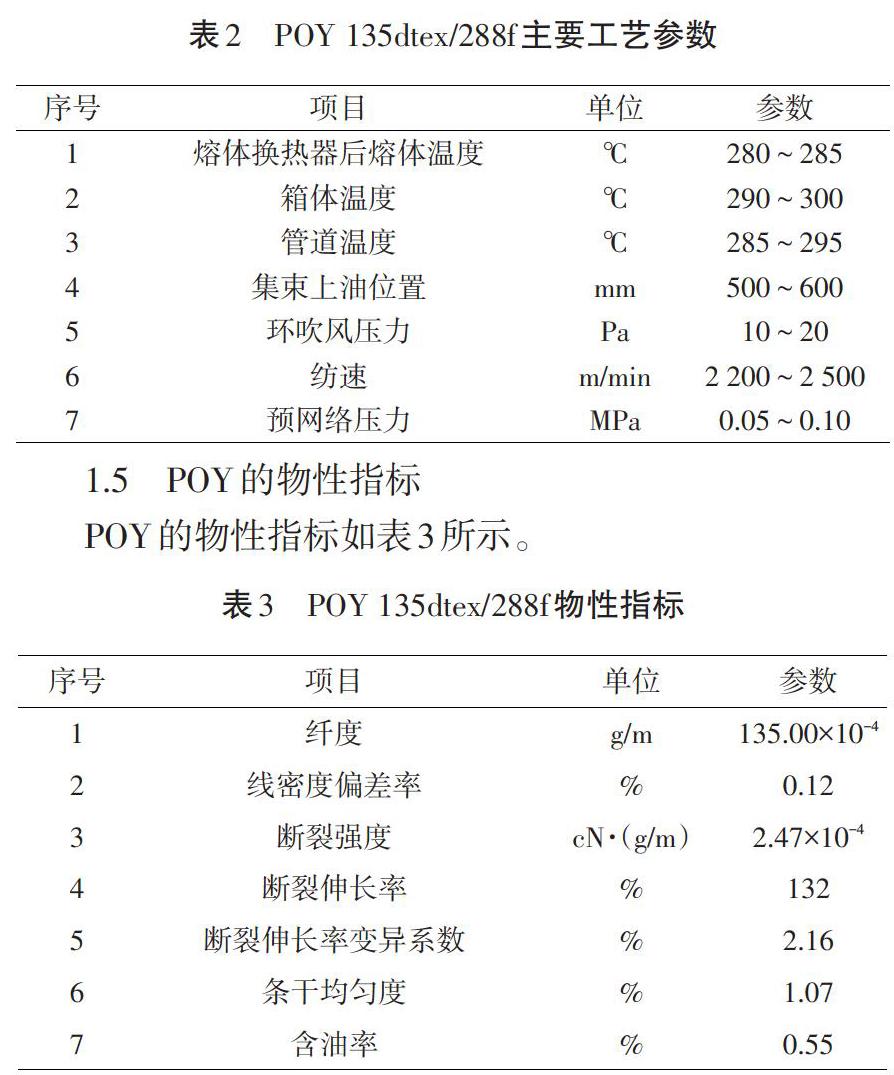
1.4 主要工藝參數(shù)
工藝參數(shù)如表2所示。
2 結(jié)果和討論
2.1 紡絲溫度
對各種紡絲工藝產(chǎn)品進(jìn)行紡絲溫度的控制管理是十分必要的。若紡絲箱體溫度較低,則組件噴絲板板面溫度就低,容易造成組件噴絲板出絲不順暢,從而導(dǎo)致噴絲板板面產(chǎn)生注頭現(xiàn)象,無法正常生產(chǎn)。適當(dāng)增加紡絲箱體溫度來降低熔體的內(nèi)部表觀黏度,改善熔體的表觀流變運(yùn)動性能,降低熔體出噴絲孔過程的表觀彈性運(yùn)動效應(yīng),提高熔體的均勻性,延緩熔體中細(xì)流的冷卻持續(xù)時間,保持較高的板面溫度,減少絲在紡程上的速度運(yùn)動梯度和紡絲張力,有助于大大增強(qiáng)一些單絲纖度較細(xì)品種絲的可紡性,提高初生絲的連續(xù)拉伸能力[1]。若紡絲箱體溫度太高,則可能會造成熔體降解很嚴(yán)重,噴絲板彎頭現(xiàn)象嚴(yán)重,易形成結(jié)焦,難以使板面清理干凈,從而產(chǎn)生飄絲甚至造成斷頭。因此,生產(chǎn)135dtex/288f這種超細(xì)旦產(chǎn)品時,選擇恰當(dāng)?shù)募徑z溫度至關(guān)重要。通過多次試驗論證,紡絲箱體溫度控制在290~300 ℃,管道溫度控制在285~295 ℃時,生產(chǎn)比較穩(wěn)定,斷頭相對較少。
2.2 噴絲板的設(shè)計
該組件本身其實就像是一個紡絲的心臟,其主要功能是對計量泵分配器噴出來的熔體進(jìn)行精確計量,最終進(jìn)行處理過濾,混合均勻后,其再被組件分配到每個噴絲板的小細(xì)孔中,形成均勻的熔體細(xì)流。
組件噴絲板的選取是關(guān)鍵,因為該超細(xì)旦纖維品種的泵供量很低,再由于孔數(shù)較多,風(fēng)的穿透性較差,考慮用環(huán)吹風(fēng)冷卻,所以噴絲孔采用圓環(huán)形分布。
為了使紡絲的組件壓力較大,達(dá)到工藝要求,金屬砂需要填充較細(xì),另外需要考慮的重要因素是噴絲板的背壓。通常應(yīng)選擇尺寸合適的噴絲孔直徑,根據(jù)傳統(tǒng)的力學(xué)理論統(tǒng)計資料,一般要求控制聚酯熔體吐出到每個噴絲孔的孔徑長度和承受剪切力的速率,同時控制噴絲頭的橫向拉伸速度倍數(shù)。然而,實際生產(chǎn)中,隨著產(chǎn)品的多孔細(xì)旦化,噴絲頭拉伸倍數(shù)、噴絲孔的剪切速率都會與傳統(tǒng)理論數(shù)據(jù)有較大偏差。熔體在噴絲孔中流動通過每個剪切孔時,剪切速率(v)與孔徑(D)存在以下關(guān)系[2],如式(1)所示。生產(chǎn)POY 135dtex/288f品種時,不同噴絲板孔徑下的噴絲頭拉伸比和剪切速率如表4所示,同時綜合考慮生產(chǎn)工藝運(yùn)行及其質(zhì)量指標(biāo),選用噴絲板孔徑0.12 mm較為適宜。
2.3 環(huán)吹風(fēng)條件
超細(xì)旦纖維生產(chǎn)過程中,直接影響纖維內(nèi)部結(jié)構(gòu)及拉伸產(chǎn)品質(zhì)量的一個重要因素是冷卻成型。由于超細(xì)旦纖維絲束的獨特,單絲纖度相對于常規(guī)品種小,比表面積較大,使得絲束的吹風(fēng)冷卻速度相對于常規(guī)品種更為迅速,經(jīng)多次測量證明,每次風(fēng)壓在10~20 Pa即可達(dá)到較好的冷卻效果。
風(fēng)溫降低或者無風(fēng)區(qū)高度的縮短都可能使絲條加快冷卻,從而減少皮芯結(jié)構(gòu)的形成。風(fēng)溫太低會直接導(dǎo)致熔體噴絲板板面受熱溫度下降,引起熔體表面破裂,從而出現(xiàn)絲條發(fā)硬現(xiàn)象,導(dǎo)致生產(chǎn)斷頭偏多,生產(chǎn)穩(wěn)定性差。若風(fēng)溫過高,則冷卻效果差。另外,環(huán)吹風(fēng)的濕度也有一定要求,以便有效消除絲條和空氣的摩擦而可能產(chǎn)生的輕微靜電,從而保證紡絲的可紡性能。試驗證明,生產(chǎn)135dtex/288f這種超細(xì)旦品種時,風(fēng)溫應(yīng)控制在20~23 ℃,濕度應(yīng)控制在85%左右。
2.4 集束位置
135dtex/288f這種超細(xì)旦品種的單絲比表面積較大,絲條和空氣的接觸面積也較大,絲條與空氣的摩擦力就會較大,紡絲張力偏大。合理選擇適當(dāng)?shù)募恢茫梢杂行ПWC絲束均勻地冷卻,又能使絲條與空氣的摩擦阻力減小,減少絲束在凝固成型區(qū)的晃動,起到有效降低條干不勻率的重要效果。反復(fù)試驗表明,要想有效優(yōu)化集束的位置,減小紡絲張力,集束高度控制在500~600 mm比較適宜,生產(chǎn)穩(wěn)定性較佳。
2.5 合股位置的選擇
生產(chǎn)合股絲時,合股位置的確定是十分重要的。它不但直接影響絲路的順暢,還會影響POY的外形。在第一熱輥之前對絲束進(jìn)行合股,操作方便,還可以提高絲束在導(dǎo)絲盤上的穩(wěn)定性,減少絲束晃動。卷繞備臺導(dǎo)絲鉤改為在第1、3、5、7、9錠位合股,效果最佳[3]。根據(jù)絲束粗細(xì)及生產(chǎn)情況,合理調(diào)整網(wǎng)絡(luò)壓空大小,有效改善POY毛絲情況。
2.6 紡速的選擇
纖維的取向、伸長及紡絲的張力等決定紡絲的速度。單絲線密度較低的品種應(yīng)該選擇較低的紡絲速度。對于纖維單絲纖度較細(xì)的品種,其復(fù)合后的生產(chǎn)工藝應(yīng)該選擇合適的卷繞速度。綜合考慮,本研究選擇卷繞速度2 200~2 500 m/min。
2.7 油劑的選擇
紡絲油劑的作用主要有四點。一是增加纖維的集束性,這樣可以減少毛羽、毛絲的產(chǎn)生,增加絲束強(qiáng)度,提高織造效率和質(zhì)量;二是提高柔順性,讓絲束柔軟,增加手感;三是抗靜電,提高織造效率和質(zhì)量;四是減少絲與設(shè)備接觸時的摩擦力,增加單絲之間的抱合力,從而減少生產(chǎn)過程中的斷絲現(xiàn)象。從作用來看,油劑的好壞直接影響POY原絲后加工性能,尤其是超細(xì)旦絲,所以一定要選取性能優(yōu)異的油劑。本公司采用日本竹本油劑。
2.8 瓷件的選擇
POY加工速度一般介于2 000~3 000 m/min,絲束運(yùn)行速度較高,上油油嘴及導(dǎo)絲鉤表面均要接觸絲束表面,必將會產(chǎn)生較大的摩擦力,過大的摩擦力影響正常紡絲。油嘴及導(dǎo)絲鉤表面處理性能決定了絲束在運(yùn)行中的張力,合適的張力是正常生產(chǎn)的保障。因此,要選擇表面處理優(yōu)良的油嘴和導(dǎo)絲鉤[4-5]。本公司采用日本湯淺油嘴及導(dǎo)絲鉤。
3 結(jié)論
適當(dāng)?shù)靥岣呒徑z的溫度,可以大大改善熔體的流變性能,提高熔體均勻性,保證生產(chǎn)質(zhì)量穩(wěn)定,綜合來看,紡絲溫度控制在290~300 ℃比較合適。外環(huán)吹風(fēng)壓力可以控制在10~20 Pa;吹風(fēng)時的風(fēng)溫一般控制在20~23℃,以便吹風(fēng),相對濕度一般控制在80%~85%;油架高度為500~600 mm時冷卻效果較好。當(dāng)紡速為2 200~2 500 m/min時,含油率控制在0.45%~0.50%較為適宜,可以減小紡絲張力,增加生產(chǎn)穩(wěn)定性,同時滿足后加工需求。本研究采用上述工藝方法在熔體直紡長絲生產(chǎn)設(shè)備上生產(chǎn)POY135dtex/288f品種,生產(chǎn)比較穩(wěn)定,產(chǎn)品質(zhì)量可以滿足拉伸變形絲(DTY)加工要求。性能優(yōu)良的油劑、表面處理優(yōu)良的油嘴、導(dǎo)絲鉤是超細(xì)旦絲品質(zhì)的保障。
參考文獻(xiàn):
[1]徐心華,李允成.滌綸長絲生產(chǎn)[M].北京:中國紡織出版社,1995:80.
[2]謝皮斯基.纖維成型原理[M].北京:中國紡織出版社,1983:56.
[3]劉麗娜,唐安俊,儲飛,等.滌綸直紡超細(xì)旦POY的開發(fā)[J].化纖與紡織技術(shù),2013(3):5-7.
[4]李秀賓.滌綸超細(xì)纖維高速紡絲拉伸卷繞設(shè)備及技術(shù)[J].合成纖維,2001(5):43-45.
[5]孫建杰.多孔細(xì)旦絲生產(chǎn)的環(huán)吹風(fēng)工藝[J].聚酯工業(yè),2012(1):39-40.
