彩色3D打印水泥基材料制備及性能研究
2021-08-28 13:06:56肖世玉吳濤和德亮羅小東吳偉陶俊楊軍
商品混凝土 2021年8期
肖世玉,吳濤*,和德亮,羅小東,吳偉,陶俊,楊軍
(成都建工賽利混凝土有限公司,四川 成都 610015)
3D 打印技術(shù)作為快速成型技術(shù)的一種,是以數(shù)學(xué)模型作為基礎(chǔ),通過機械設(shè)備將打印材料擠出并逐層堆積結(jié)合起來的工藝。該技術(shù)已被應(yīng)用于不同行業(yè),其在建筑行業(yè)的發(fā)展也有了較大的進步,但仍存在許多問題[1-3],如無法完成高層建筑 3D 打印,打印完成建筑的耐久性能未得到驗證,未形成適合 3D 打印材料性能測試的方法,3D 打印建筑也沒有可參照驗收的標準規(guī)范等,這些都需要研究者們投入更多精力。基于建筑 3D 打印技術(shù)存在的諸多問題考慮,在現(xiàn)階段建筑 3D 打印技術(shù)更適于打印小型復(fù)雜結(jié)構(gòu)。
由于建筑 3D 打印技術(shù)采用擠出堆積成型方式,要求建筑材料具有可控的凝結(jié)硬化時間、良好的可擠出性、可建造性,而傳統(tǒng)建筑技術(shù)使用的水泥基材料由于其凝結(jié)硬化時間長、早期強度低,難以滿足要求[4-5],亟待研發(fā)一種凝結(jié)時間可控、具有良好可擠出性和可建造性等優(yōu)點的水泥基 3D 打印材料[6-11]。
本文擬采用白色硅酸水泥、石灰石粉、石英砂、減水劑、速凝劑和水這 6 種白色或無色材料制備白色 3D 打印水泥基材料,在此基礎(chǔ)上加入顏料制備適于打印小型復(fù)雜結(jié)構(gòu)的彩色 3D 打印水泥基材料。
1 原材料及試驗
1.1 原材料
(1)白色硅酸鹽水泥:四川宗盛特種水泥有限公司,P·W 52.5,具體性能見表1 所示。

表1 白色硅酸鹽水泥性能檢測
(2)石灰石粉:江油市華川新材料科技有限公司,600 目。
(3)細骨料:選用 20~140 目石英砂。
(4)外加劑:石家莊長安育才建材有限公司聚羧酸減水劑,減水率 35%;石家莊長安育才建材有限公司無堿液體速凝劑,固含量 60%。
(5)顏料:巴斯夫艷佳鮮紅 I r g a z i n R e d L3660HD,化學(xué)類別為吡咯并吡咯二酮,簡稱 DPP 紅,遮蓋力好、飽和度高、耐光耐候性好;上海一品顏料有限公司氧化鐵紅。
1.2 試驗
稱取一定質(zhì)量的膠凝材料、減水劑、水,將其先后倒入攪拌鍋中,先慢攪拌 30s 后再快速攪拌 1min 形成漿體,再加入一定質(zhì)量的石英砂,先慢攪拌 30s 后再快速攪拌 1min 形成砂漿,再加入適量的速凝劑快速攪拌 20s 后進行流動性測試,攪拌好的材料成型膠砂試塊測試強度,試塊拆模后置于溫度 (20±2)℃、濕度>75% 的室內(nèi)進行養(yǎng)護。顏料與膠凝材料一同加入,加入 DPP 紅顏料攪拌時應(yīng)適當延長攪拌時間。
3D 打印水泥基材料必須要具有可控的凝結(jié)時間、良好的可擠出性和可建造性、早期強度發(fā)展快。其中,凝結(jié)時間可依據(jù) JGJ/T 70—2009《建筑砂漿基本性能試驗方法》利用貫入阻力法采用砂漿凝結(jié)時間測定儀進行測定;強度可依據(jù) GB/T 17671—1999《水泥膠砂強度檢驗方法(ISO 法)》制作 40mm×40mm×160mm 的棱柱體試樣進行測試;而可擠出性、可建造性目前尚無統(tǒng)一的評價標準,通過查閱資料和前期試驗發(fā)現(xiàn),流動性可作為評價材料可擠出性和可建造性的一個標準,當流動度在 (180±10)mm 之間時,材料可擠出性和可建造性較好,流動性可依據(jù) GB/T 2419—2005《水泥膠砂流動度測定方法》標準采用跳桌實驗進行測試。
2 結(jié)果與討論
2.1 基礎(chǔ)配合比確定
(1)膠砂比
本次試驗是為了探究膠砂比對流動度和抗壓強度的影響,膠砂比設(shè)計 1:2、1:1.5、1:1、1.5:1 和 2:1,水膠比 0.28,速凝劑 5.0%,通過調(diào)整減水劑用量使材料流動度保持在 (180±10)mm。試驗結(jié)果見表2 和圖 1。
從表2 和圖 1 可以看出,在保持水膠比、速凝劑摻量不變條件下,隨著膠砂比增大,材料 3d 抗折、抗壓強度逐漸提高,膠砂比從 1:2 提高到 2:1,3d 抗折強度提高 51%,3d 抗壓強度提高 53%。隨著膠砂比提高,膠凝材料用量增加,速凝劑用量也逐漸增加,凝結(jié)時間逐漸縮短。隨著膠砂比提高,用水量也逐漸增加,材料流動度保持 (180±10)mm 時所需減水劑用量逐漸降低,材料保水性、逐漸變好,觸變性先變好后變差,在進行打印時,若膠砂比較低,材料保水性差,不利于強度發(fā)展,表面缺陷較多,耐久性差;若膠砂比較高,材料流動性好,在打印過程中受到自身重力影響和上層壓力后容易產(chǎn)生變形,不利于堆積成型。
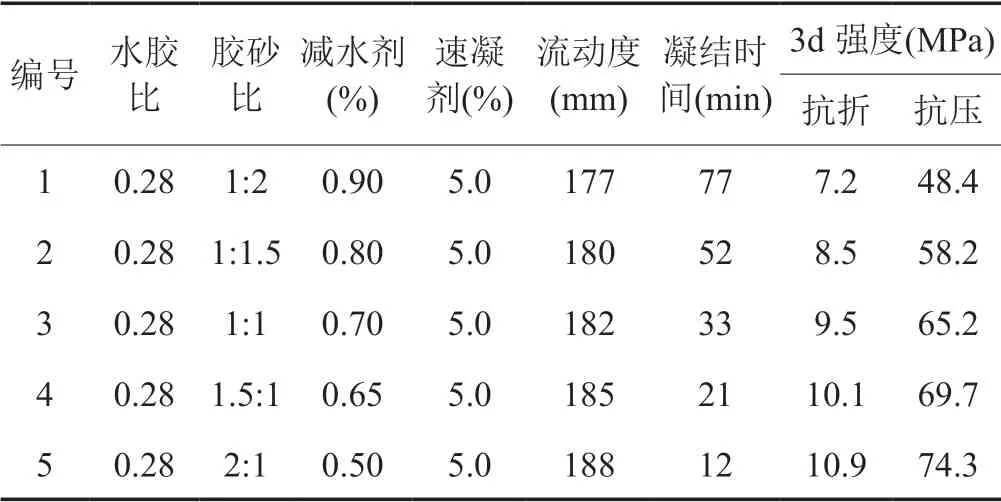
表2 不同膠砂比配合比及材料性能
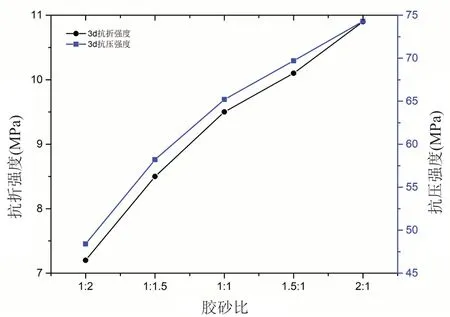
圖1 膠砂比對材料 3d 強度的影響
(2)石灰石粉摻量
本次試驗是為了探究礦物摻合料對材料流動度、凝結(jié)時間和抗壓強度的影響,根據(jù)前期試驗?zāi)z砂比選擇 1:1,水膠比 0.28,減水劑 0.70%,速凝劑 5.0%。為了提高材料顯色能力,選擇白色的石灰石粉作為摻合料,其摻量設(shè)計為膠凝材料的 10%、20%、30%、40%、50%、60%,研究石灰石粉摻量對材料性能的影響。試驗結(jié)果見表3 和圖 2。

圖2 石灰石粉摻量對材料流動度及 3d 強度的影響
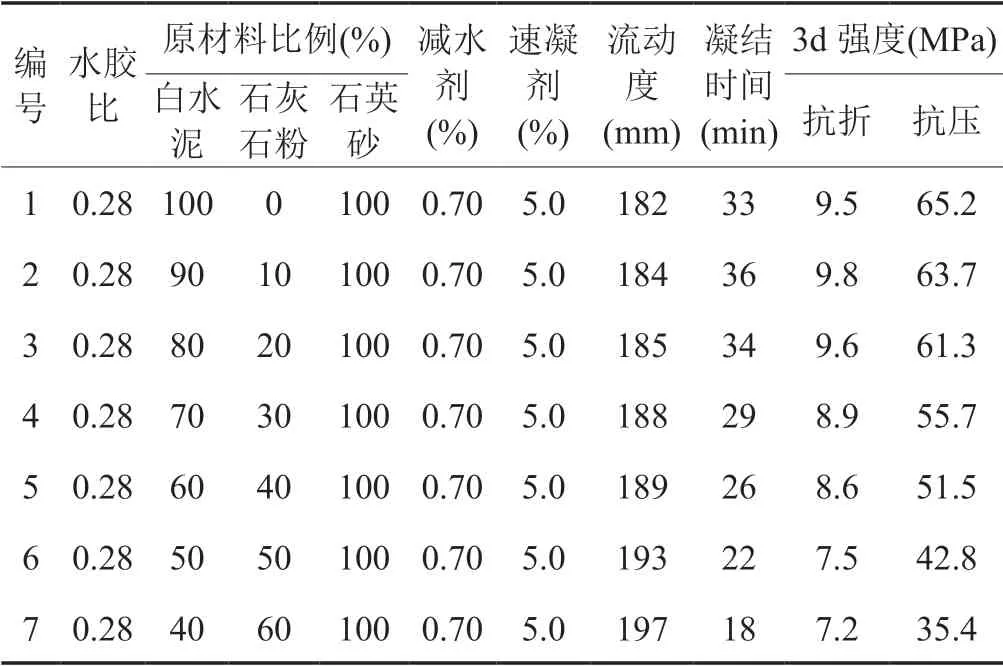
表3 不同石灰石粉摻量配合比及材料性能
從試驗結(jié)果來看,隨著石灰石粉摻量增加,材料流動度逐漸變大,石灰石粉摻量超過 40% 后,材料流動度大于 190mm;凝結(jié)時間隨石灰石粉摻量增加逐漸縮短,由于石灰石粉基本無活性,替代白色硅酸鹽水泥后變相地提高了速凝劑摻量導(dǎo)致凝結(jié)硬化加快;3d 抗折、抗壓強度逐漸降低,石灰石粉摻量從 0% 增加到 20%,材料 3d 抗壓強度降低 6%,石灰石粉摻量從 20% 增加到 40%,材料 3d 抗壓強度降低 16%,而石灰石粉摻量從 40% 增加到 60%,材料 3d 抗壓強度降低 31%。石灰石粉主要成分為 CaCO3,是一種惰性的礦物摻合料,其需水量較白色硅酸鹽水泥低,主要起填充作用,對強度發(fā)展貢獻較小。
從材料凝結(jié)時間、可擠出性、可建造性和強度幾方面綜合考慮,石灰石粉摻量不超過 40% 可制備出適合打印的 3D 打印水泥基材料[12]。
2.2 彩色 3D 打印水泥基材料制備
由于無機顏料與水泥基材料的適應(yīng)性較好,但其顯色能力較差、顏色暗淡,而有機顏料雖然與水泥基材料適應(yīng)性較差,但其色譜齊全、顏色鮮艷、顯色能力強,二者各有優(yōu)缺點,因此,本試驗選擇氧化鐵紅、吡咯并吡咯二酮紅兩種無機、有機顏料制備彩色 3D 打印水泥基材料。
(1)氧化鐵紅
根據(jù)前期試驗選擇白水泥 : 石灰石粉 = 6:4,水膠比 0.28,減水劑 0.65%,速凝劑 5.0%,在此基礎(chǔ)上加入 2%、4%、6%、8%、10% 氧化鐵紅替代石灰石粉,研究氧化鐵紅對彩色 3D 打印水泥基材料流動性、凝結(jié)時間、抗壓強度的影響。試驗結(jié)果見表4 和圖 3。

表4 不同氧化鐵紅摻量配合比及材料性能
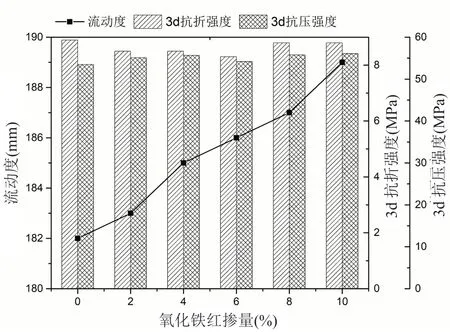
圖3 氧化鐵紅摻量對材料流動度及 3d 強度的影響
從試驗結(jié)果來看,在保持其他參數(shù)不變條件下加入不同摻量氧化鐵紅替代石灰石粉后,隨著氧化鐵紅摻量提高,凝結(jié)時間小幅度延長,膠砂流動度略有增加,都在 180~190mm 之間,主要是因為使用的氧化鐵紅顆粒粒徑較石灰石粉小,使得材料需水量有所降低。材料 3d 抗折、抗壓強度隨氧化鐵紅摻量增加基本保持不變,主要是因為氧化鐵紅、石灰石粉在本體系中均表現(xiàn)為惰性材料,只起到填充作用,且加入氧化鐵紅后材料膠砂流動度變化也不大。隨著氧化鐵紅摻量增加,在其摻量達到 8% 時,顏色不再變深,達到穩(wěn)定。
(2)吡咯并吡咯二酮紅(DPP 紅)
根據(jù)前期試驗選擇白水泥 : 石灰石粉 = 6:4,水膠比 0.28,速凝劑 5.0%,在此基礎(chǔ)上加入 1%、2%、3%、4%、5% DPP 紅替代石灰石粉,研究 DPP 紅對紅色 3D 打印水泥基材料流動性、抗壓強度的影響。試驗結(jié)果見表5 和圖 4。

圖4 DPP 紅摻量對材料流動度及 3d 強度的影響

表5 不同 DPP 紅摻量配合比及材料性能
由于 DPP 紅與水泥基材料適應(yīng)性相對較差,且 DPP 紅顆粒粒徑很小,為保證制備材料的流動性滿足打印要求,通過提高減水劑摻量保證材料流動度控制在 180~190mm。從試驗結(jié)果來看,隨著 DPP 紅摻量 0% 提高到 5%,減水劑摻量從 0.65% 提高到 1.00%,DPP 紅摻量從 0% 提高到 3%,減水劑摻量提高 0.1%,而 DPP 紅摻量從 3% 提高到 5%,減水劑摻量提高 0.25%,且將材料攪拌均勻所需時間也隨著 DPP 紅摻量提高而增加。DPP 紅摻量超過 3% 后,由于體系中細粉料含量高,又加入了較多減水劑,使得材料觸變性非常好,一旦受到壓力,材料恢復(fù)流動性,導(dǎo)致產(chǎn)生變形。DPP 紅摻量不超過 3% 時,凝結(jié)時間在 24~27min,超過 3% 后凝結(jié)時間明顯延長。3d 抗折、抗壓強度隨著 DPP 紅摻量增加逐漸降低,DPP 紅摻量每增加 1%,3d 抗壓強度降低約 4~5MPa。隨著 DPP 紅摻量增加,材料顏色逐漸加深,在其摻量達到 3% 時,顏色不再變深,達到穩(wěn)定。
采用加入 3% DPP 紅制備的紅色 3D 打印水泥基材料完成一次 Logo 打印,該 Logo 表面無明顯缺陷,顏色分布均、較為鮮艷。見圖 5 和圖 6。

圖5 Logo 打印過程

圖6 打印完成的 Logo
3 結(jié)論
(1)采用膠砂比 1:1、水膠比 0.28、減水劑 0.70%、速凝劑 5.0%、石灰石粉 0%~40%,可制備凝結(jié)時間合適、可擠出性和可建造性良好、強度合適的白色 3D 打印水泥基材料。
(2)加入氧化鐵紅制備的彩色 3D 打印水泥基材料與白色 3D 打印水泥基材料性能基本相當,抗壓強度略有提高,氧化鐵紅摻量超過 8% 后顏色不再加深。
(3)加入 DPP 紅后,在保證材料可擠出性與白色水泥基材料相當時減水劑摻量明顯增加,且 DPP 紅摻量越高減水劑摻量增加越多,其抗折、抗壓強度也明顯降低,當 DPP 紅摻量超過 3% 后顏色不再加深,此時 3d 抗壓強度降低 25%,但仍能滿足打印要求。
(4)采用加入 3% DPP 紅制備的紅色 3D 打印水泥基材料完成一次 Logo 打印,該 Logo 表面無明顯缺陷,顏色分布均,較為鮮艷。
