鋁合金換熱器真空釬焊過程中Si 的分布及其對(duì)焊接質(zhì)量的影響*
2021-09-02 05:52:26朱單單龍紹檑
焊管 2021年8期
關(guān)鍵詞:焊縫
朱單單, 龍紹檑, 龍 瀟
(1. 貴州永紅換熱冷卻技術(shù)有限公司, 貴州 惠水 558000; 2. 貴州理工學(xué)院, 貴陽 550003)
隨著散熱器需求的不斷提高, 高強(qiáng)度、 輕量化已成為目前散熱器發(fā)掘的主要方向。 鋁合金因其質(zhì)量輕、 散熱效率高等特點(diǎn), 成為了散熱器中不可或缺的材料, 現(xiàn)已廣泛應(yīng)用于坦克、 汽車、 船舶、 工程機(jī)械等領(lǐng)域[1-2]。 真空釬焊是一種極有發(fā)展前途的焊接工藝, 是當(dāng)今鋁合金散熱器的主要焊接方法[3-5]。 當(dāng)采用4×××系A(chǔ)l-Si 合金作為釬料時(shí),如果釬焊工藝控制不當(dāng), 釬料中的Si 等合金元素易在釬焊過程中形成金屬間化合物以及合金元素的偏聚, 從而降低焊接接頭的性能, 嚴(yán)重影響散熱器的產(chǎn)品質(zhì)量[6-11]。 因此, 合適的真空釬焊工藝是提高散熱器性能的保證。 然而, 有關(guān)研究結(jié)果顯示, 樣品在真空釬焊爐中的位置不同, 甚至同一樣品的不同位置其釬焊質(zhì)量也存在較大差異,基于此, 本研究以3003 鋁合金為研究對(duì)象, 采用4004 鋁合金作為真空釬焊釬料, 利用水浸式超聲波、 掃描電鏡及能譜儀(SEM+EDS) 對(duì)典型鋁合金600 ℃真空釬焊件質(zhì)量進(jìn)行了分析, 研究同一批次樣品中不同位置焊縫中Si 的存在形態(tài)、 分布以及對(duì)焊接質(zhì)量的影響規(guī)律, 為提高鋁合金板翅式換熱器的質(zhì)量提供理論指導(dǎo)。
1 試驗(yàn)材料及方法
1.1 試驗(yàn)材料
本研究主要針對(duì)鋁合金板翅式換熱器的真空釬焊過程, 其鋁合金框架材料為3003 鋁合金, 釬料為4004 鋁合金, 3003 鋁合金的熔化溫度為615~660 ℃, 4004 釬料熔化溫度為559~591 ℃。 母材及釬料化學(xué)成分見表1。

表1 3003 鋁合金母材與4004 鋁合金釬料的化學(xué)成分
1.2 試驗(yàn)方法
本試驗(yàn)采用北京市華海中誼真空工業(yè)爐制造有限公司生產(chǎn)的HHVB-7715S 型高真空釬焊爐(規(guī)格900 mm×900 mm×1 500 mm) 對(duì)鋁合金板翅式換熱器 (規(guī)格500 mm×200 mm×10 mm)進(jìn)行焊接, 如圖1 所示。 釬焊爐額定功率為240 kW, 額定溫度750 ℃, 控溫精度±1 ℃,均溫性3 ℃, 真空度4×10-3Pa, 壓升率≤0.26 Pa/h。釬焊爐爐膛六面均能對(duì)樣品進(jìn)行加熱, 且為了均勻加熱, 鋁合金樣品懸置于爐膛中, 懸置位置如圖1 (a) 所示。 橙色線圈位置為加熱線圈位置, 紅色矩形框?yàn)榉胖脴悠返奈恢茫?其樣品的堆放形式如圖1 (b) 所示。 焊后使用T590 水浸式超聲波對(duì)同一批次樣品的中間側(cè)樣品 (遠(yuǎn)離爐壁) 和外側(cè)樣品 (靠近爐壁) 分別進(jìn)行質(zhì)量檢測。證焊料能夠熔化充分、 潤濕效果較好、 焊縫較為飽滿, 其釬焊溫度設(shè)定為600 ℃[12]。 升溫達(dá)到釬焊溫度后, 保溫20 min 后隨爐冷卻降溫。
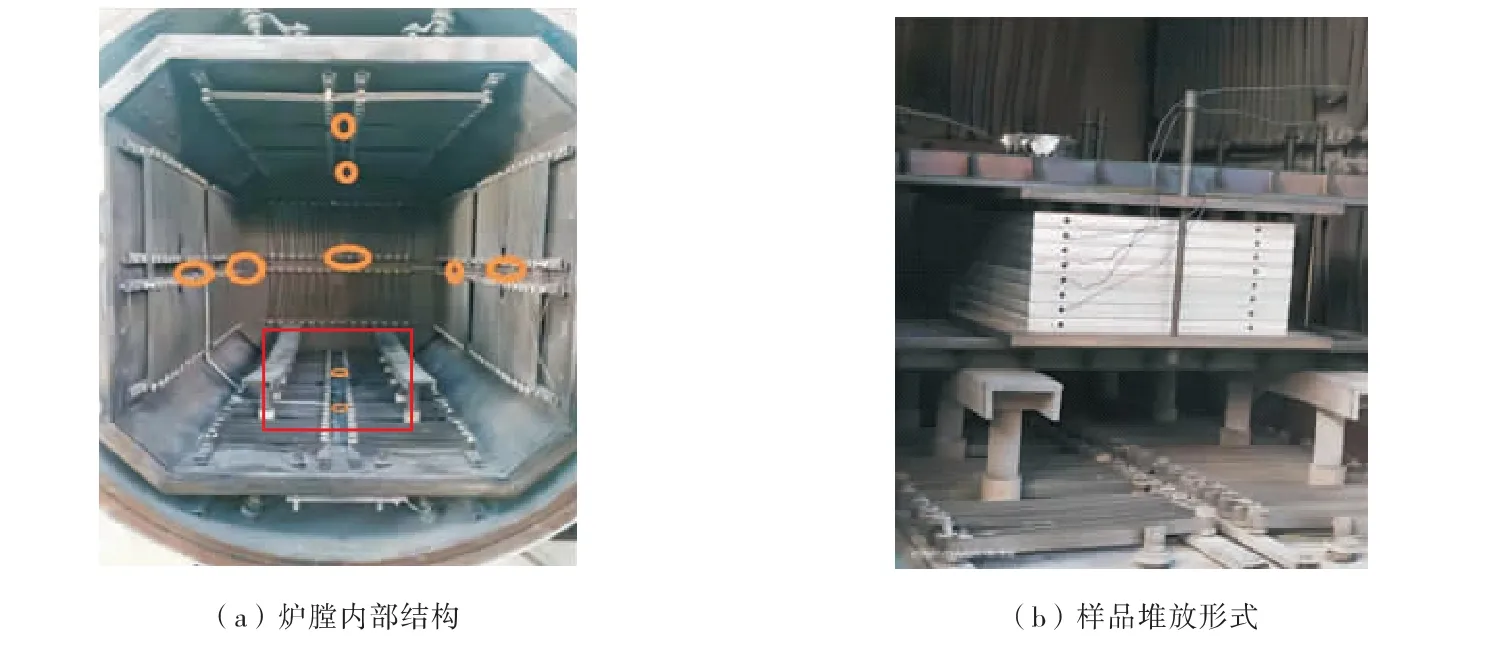
圖1 試驗(yàn)用真空釬焊爐
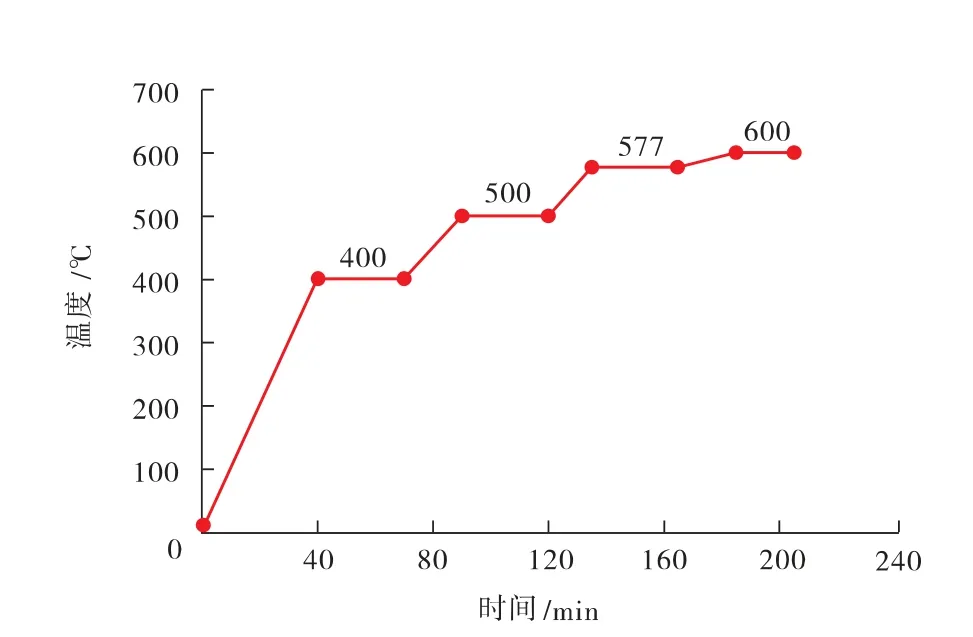
圖2 鋁合金真空釬焊工藝曲線
1.3 微觀組織分析
本研究利用美國FEI 熱場發(fā)射掃描電鏡(Nova Nano SEM 450) 結(jié)合能譜儀對(duì)鋁合金板翅式換熱器真空釬焊的焊縫進(jìn)行定量分析, 獲取焊縫中Si 的分布、 形態(tài)以及形成的缺陷。 分析用樣品取自同一批次靠近爐壁和遠(yuǎn)離爐壁的部分, 從換熱器樣品的中間截取10 mm×10 mm×10 mm 塊狀試樣, 并拋磨表面至無劃痕后, 在掃描電鏡下進(jìn)行檢測。
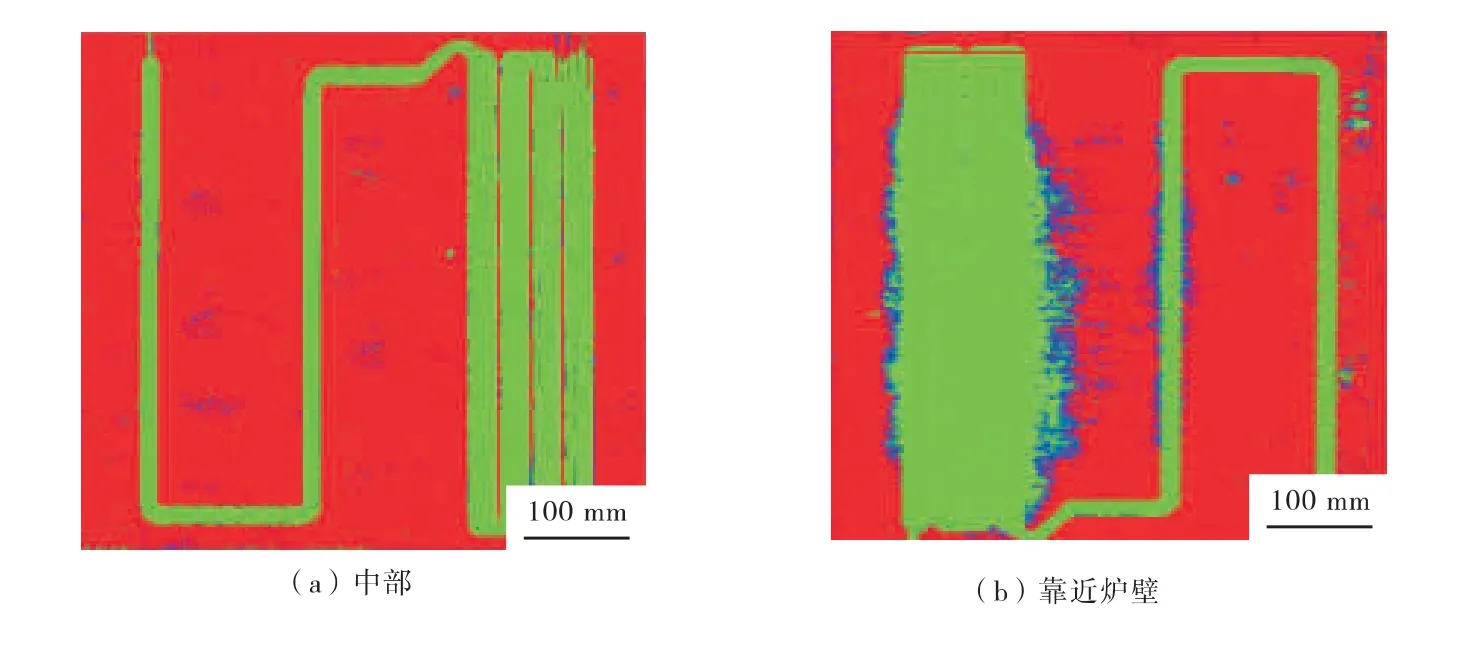
圖3 真空釬焊鋁合金試樣的超聲波分析圖
2 試驗(yàn)結(jié)果
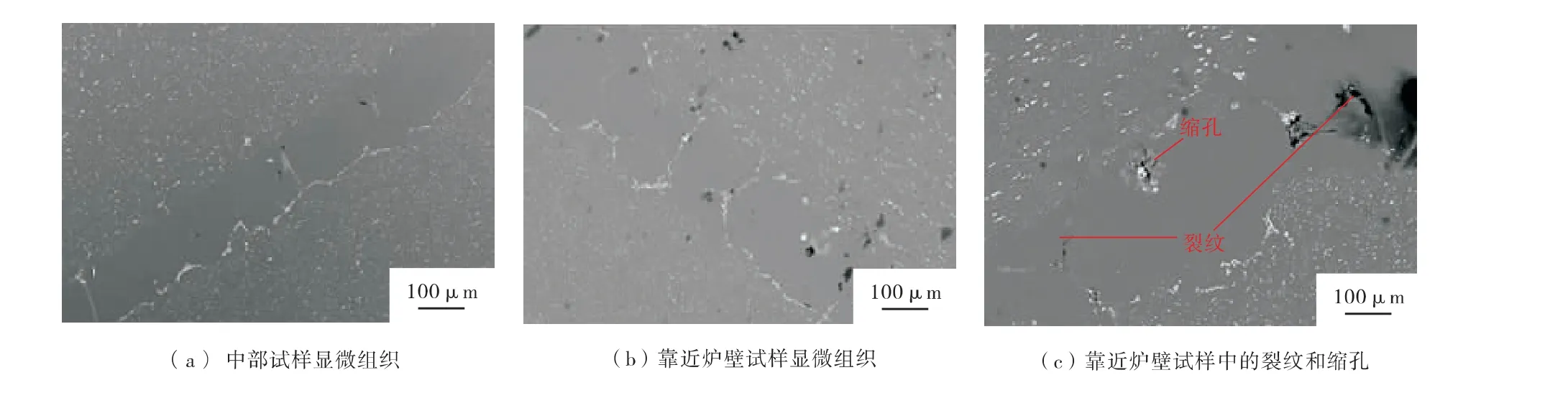
圖4 鋁合金真空釬焊焊縫區(qū)域SEM 形貌
3 結(jié)果討論
3.1 鋁合金板翅式換熱器的傳熱分析
為了分析真空釬焊過程中同一批次板式換熱器中間側(cè)樣品和外側(cè)樣品的傳熱特點(diǎn), 利用半無限體瞬時(shí)固定熱源的傳熱方程(公式(1)) 對(duì)其傳熱特征進(jìn)行分析, 公式 (2) 表示焊接過程中達(dá)到最高溫度所需的時(shí)間。


為了便于討論, 對(duì)于同一爐同一批次樣品,假設(shè)Q、 t、 Cρ及a 等參數(shù)不變, 通過查閱文獻(xiàn)[9],3003 鋁合金的熱導(dǎo)率為193 W/(m·K), 密度為2 730 kg/m3, 比熱容為880 J/(kg·℃), 則材料的導(dǎo)溫系數(shù)a 約為80 mm2/s。 同時(shí), 根據(jù)圖1 真空釬焊爐及樣品尺寸, 量取獲得中間側(cè)樣品距爐膛底部的距離R1約為0.5 m, 外側(cè)(低側(cè)) 樣品距爐膛底部的距離R2約為0.2 m。 根據(jù)公式(1), 可計(jì)算得tm1(中間側(cè)樣品達(dá)到最高溫度的時(shí)間) 為13 min,tm2(外側(cè)樣品達(dá)到最高溫度的時(shí)間) 為2.1 min,則外側(cè)先于中間側(cè)10.9 min 達(dá)到最高溫度, 即外側(cè)樣品保溫時(shí)間較長。 此外, 取傳熱時(shí)間t 為200 min, 將以上參數(shù)代入公式(3), 可以得出v1(中間側(cè)樣品平均冷卻速度) /和v2(外側(cè)樣品平均冷卻速度), 且v1/v2≈0.95, 即中間側(cè)樣品的冷速低于外側(cè)樣品的冷卻速度。 因此, 中間側(cè)樣品達(dá)到最高溫度的tm較外側(cè)樣品長, 而且由于加熱時(shí)中間側(cè)樣品和外側(cè)樣品存在較大溫度梯度, 造成外側(cè)工件的過熱度更高, 且處于高溫區(qū)時(shí)間長, 增加了母材溶蝕和降溫凝固時(shí)的偏析趨勢。
3.2 換熱器焊縫中Si 的分布及存在狀態(tài)
為了定量分析Si 的偏聚情況, 本研究分析了圖5 (a) 釬縫組織中三個(gè)典型區(qū)域的成分特征, 分析結(jié)果見圖6 和表2。 結(jié)果表明, 點(diǎn)1 主要成分為Al, 點(diǎn)2 的Si 含量高達(dá)50%以上, 而點(diǎn)3的成分為Al、 Si、 Mn 和Fe。 根據(jù)相關(guān)報(bào)道[13-14],室溫下Si 在Al 中的溶解度為0.5%, 固溶度較低, Si 以單質(zhì)的形態(tài)存在, 點(diǎn)2 中Si 的特征與之相似。 在焊后冷卻過程中, 中間側(cè)試樣冷卻較慢, 溫度相對(duì)較高, 而靠近爐壁一側(cè)(外側(cè)) 由于溫度較低, 形成了單向冷卻凝固現(xiàn)象, 隨著凝固進(jìn)行, 晶粒從外側(cè)生長, 同時(shí)因Si 在Al 中固溶度低, 故將多余Si 推向液相, 使液相成分沿亞共晶液相線移動(dòng), 熔點(diǎn)相應(yīng)降低, 液相得以繼續(xù)保持。
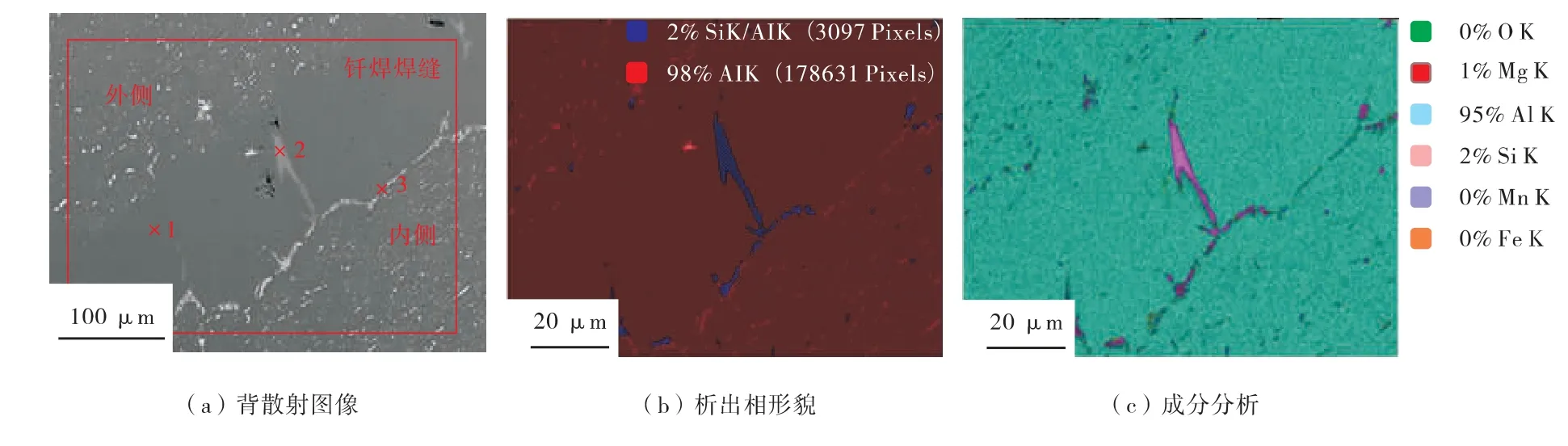
圖5 鋁合金換熱器真空釬焊焊縫的背散射圖像、相形貌及成分分析
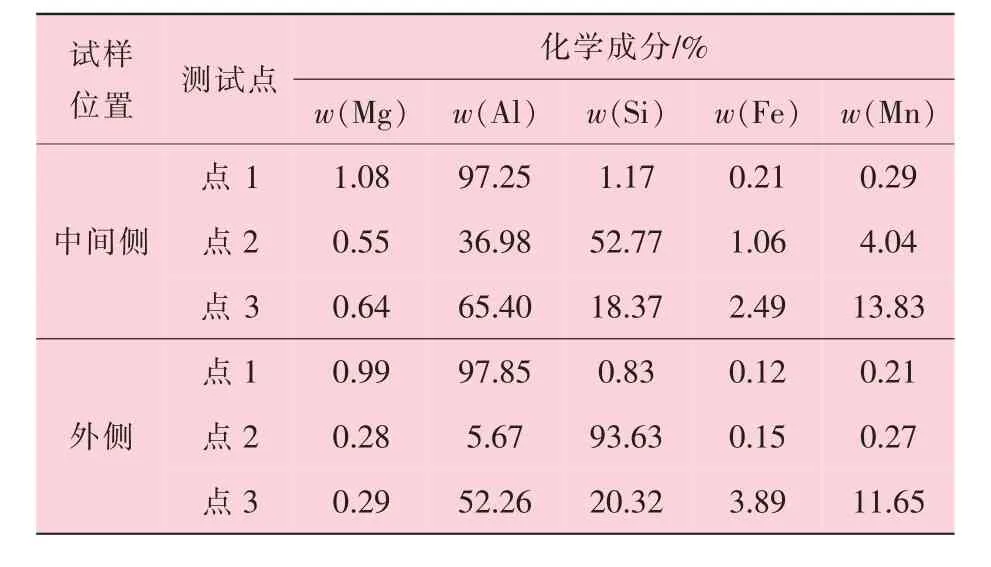
表2 鋁合金真空釬焊焊縫Si 的能譜定量分析結(jié)果
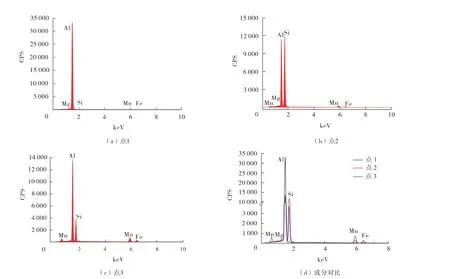
圖6 鋁合金真空釬焊焊縫上側(cè)試樣不同區(qū)域Si 的能譜分析結(jié)果
圖7 為換熱器焊縫外側(cè)試樣的Si 元素分布情況, 對(duì)比中間側(cè)試樣 (圖6 (d)) 與外側(cè)試樣(圖7 (b)) 的檢測結(jié)果, 三個(gè)點(diǎn)的元素組成相同, 均為Mg、 Al、 Si、 Mn 和Fe 五種元素。 其中, 點(diǎn)1 與點(diǎn)3 的成分基本相似, 但兩個(gè)試樣點(diǎn)2 的Si 元素含量存在較大差異, 外側(cè)樣品中Si 含量高達(dá)93%, 這是因?yàn)榭拷鼱t壁樣品過熱度高, 保溫時(shí)間長, Si 元素有充足的時(shí)間發(fā)生凝固和偏析。
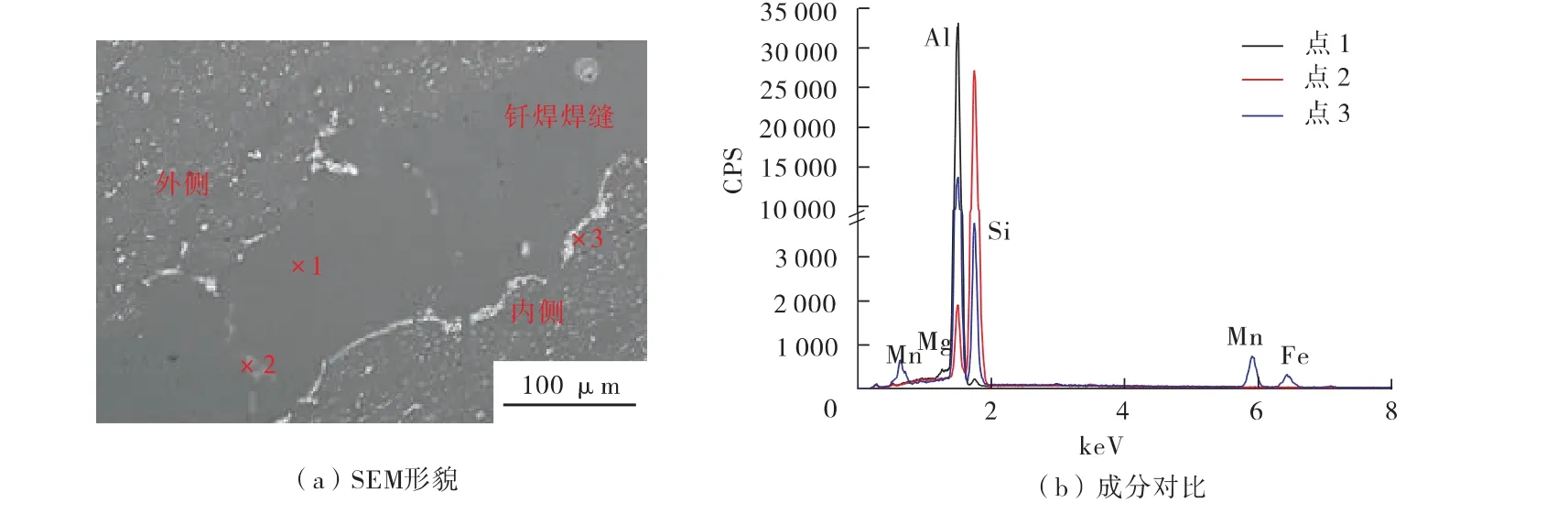
圖7 鋁合金換熱器近爐壁真空釬焊焊縫外側(cè)試樣Si 的定量分析
綜上所述, 在鋁合金換熱器的凝固釬縫中, Si主要以帶狀形態(tài)在晶界附近聚集析出, 同時(shí)也以Al-Si 或Al-Si-Mn 系組織沿釬縫與釬焊爐中部側(cè)(內(nèi)側(cè)) 界面分布。 在靠近爐壁一側(cè)的樣品中, 釬縫內(nèi)明顯存在中心縮孔和裂紋, 并且出現(xiàn)Si 顯著富集現(xiàn)象(點(diǎn)3 點(diǎn)處w(Si)高達(dá)93%), 這是由于靠近爐壁處工件過熱, 處于高溫時(shí)間較長。 同時(shí),高過熱度也易引起釬料流失, 嚴(yán)重影響釬縫質(zhì)量。
結(jié)合以上分析, 同一批次樣品受溫度影響,不同的位置試樣高溫保溫時(shí)間、 冷卻速度存在差異, 嚴(yán)重影響其釬焊質(zhì)量, 生產(chǎn)過程中已經(jīng)發(fā)現(xiàn)此類問題的存在。 因此, 在以后的生產(chǎn)過程中,試圖通過引入外場、 多級(jí)保溫和多級(jí)冷卻工藝等,調(diào)控Si 的分布及存在狀態(tài), 均勻釬縫組織和化學(xué)成分, 提高釬焊質(zhì)量。
4 結(jié) 論
(1) 鋁合金換熱器真空釬焊的焊縫中Si 主要以兩種形態(tài)存在: 一是以帶狀形態(tài)在釬縫內(nèi)晶界處聚集析出, 該處Si 含量較高, 尤其是靠近爐壁側(cè)試樣 (個(gè)別高達(dá)93%); 二是以Al-Si 或Al-Si-Mn 相組織沿釬縫與母材的界面凝固析出。
(2) 同一批次試樣真空釬焊時(shí), 外側(cè)試樣因過熱度高、 保溫時(shí)間較長, 導(dǎo)致Si 含量偏析最為嚴(yán)重, 在高過熱度條件下, 易產(chǎn)生釬料流失、 中心偏析、 縮孔等缺陷。 同時(shí), 釬縫富Si 區(qū)域也易出現(xiàn)微裂紋等缺陷, 嚴(yán)重影響釬縫質(zhì)量。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
