非標高壓容器厚壁不銹鋼復合鋼板焊接工藝評定
2021-09-02 05:52:26李曉亮
焊管 2021年8期
李曉亮, 韓 亮
(四川石油天然氣建設工程有限責任公司, 成都 610051)
0 前 言
近年來, 國內外開發的油氣田中存在較強的腐蝕介質, 大量高壓厚壁復合板設計的設備用于油氣田的開采中, 然而厚壁不銹鋼導熱能力較差, 線膨脹系數較大, 易產生明顯的焊接變形,從而導致腐蝕裂紋及應力開裂產生, 嚴重影響高壓設備的安全和使用壽命[1-2]。
本研究所涉及的(138+3)mm 厚壁Q345R(RHIC)+022Cr17Ni12Mo2 不銹鋼復合板主要應用于巨型脫硫脫碳裝置的非標容器, 該裝置位于土庫曼斯坦南約洛坦天然氣處理廠, 單重約500 t。在焊接過程中該厚壁板材也出現了一些值得思考的問題, 因此對其進行試驗和工藝評定是十分必要的。 Q345R(R-HIC)+022Cr17Ni12Mo2 是由不銹鋼層022Cr17Ni12Mo2 和基層Q345R(R-HIC)復合而成, 其中022Cr17Ni12Mo2 屬于18-8Mo型奧氏體不銹鋼, 腐蝕環境中Mo 易反應生成MoO42-離子, 吸附于材料表面活性點, 阻止Cl-侵蝕, 從而提高材料耐蝕性能[3]; 基層Q345R (RHIC) 主要由珠光體組成, 具有抗氫誘導開裂(HIC)和抗硫化物應力開裂能力(SSC), 起到保證強度作用[4]。
為了完全掌握此類厚壁不銹鋼復合板的焊接冶金性能, 為同類厚壁不銹鋼結構件焊接提供有價值的參考, 本研究擬采用和非標容器等質等 厚 的(138 +3)mm 壁 厚Q345R (R-HIC)+022Cr17Ni12Mo2 不銹鋼復合板材進行焊前工藝研究及焊后性能評定, 所得各項基礎數據具有重要的參考價值, 可為厚壁不銹鋼復合板后期工程應用積累經驗。
1 焊接性分析
本研究采用的(138+3)mm壁厚Q345R(R-HIC)+022Cr17Ni12Mo2復合板的強度主要由基層Q345R(R-HIC) 決定, 而鋼板耐蝕性能取決于復層022Cr17Ni12Mo2, 焊接時基層和復層分別焊接,使得厚壁復合鋼板各項性能不降低。 復合板的化學成分見表1, 鋼的焊接性與其碳當量有較大關系, 可通過公式(1) 計算[5-6]:

通常碳當量<0.45%的鋼材焊接性較好, 而隨著鋼中含碳量的增加, 其塑性會降低, 淬硬傾向變大, 易產生裂紋影響性能。 Q345R (RHIC) 碳當量為0.393%, 組織為珠光體+鐵素體[7],具有較大的淬硬傾向。
022Cr17Ni12Mo2 奧氏體不銹鋼化學成分見表1, 焊接時, 易出現以下問題: ①熱裂紋易出現在焊縫或近焊縫區域, 從而導致材料的強度降低; ②加熱過程中, 接頭處脆性的σ 相析出會降低材料塑性; ③接頭中的Cr23C6會在晶界處析出Cr, 從而導致材料耐蝕性能降低,在某些特定介質環境下使材料表面出現均勻腐蝕或局部出現如點蝕、 晶間腐蝕和應力腐蝕開裂等[8]。

表1 Q345R(R-HIC)+022Cr17Ni12Mo2 復合板基層和復層材料化學成分 %
另外, 焊接過程中由于奧氏體鋼與非奧氏體鋼線膨脹系數不同, 產生的熱應力會使復層開裂失效, 且復層厚度越大越容易產生裂紋; 同時復層的含碳量較基層高出一個數量級, 而合金元素較基層低很多, 焊后復層會出現C 元素增加而合金元素稀釋, 導致基層熔合線附近出現“脫碳” 現象, 造成材料耐蝕性及強度下降。 因此, 焊接過程中必須增加過渡層焊縫, 保證復合板焊接過程中不產生裂紋, 且復層耐腐蝕性能不降低。
2 復合板焊接工藝確定
2.1 焊接方法與焊接材料的選擇
本研究采用Q345R(R-HIC)+022Cr17Ni12Mo2不銹鋼復合板作為研究對象, 不銹鋼復合板試板規格為650 mm×(138+3) mm, 采用手工電弧焊(SMAW) +埋弧自動焊(SAW)完成復合鋼板焊接。厚壁復合鋼板焊接時要考慮碳鋼基層過渡層和不銹鋼復層之間的匹配問題, 為提高焊縫的質量, 同一條焊縫將采用3 種不同的焊接材料來完成焊接。 焊條熔敷金屬化學成分見表2。 力學性能的匹配是基層Q345R(R-HIC)選擇焊接材料的主要依據, 焊接時使用焊條電弧焊與埋弧自動焊。 化學成分和抗晶間腐蝕是過渡層和復層選擇焊接材料的主要依據, 基層C 元素含量高, 焊材E309MoL-16 含C 量較低, 因此復合板過渡層該牌號焊材控制復層的碳含量不變,焊條選用A042 (超低碳Cr23Ni13Mo2 不銹鋼焊條), 不銹鋼復層選用E316L-16 焊條; 焊材中的Mo 元素(見表2) 可以減少敏化溫度對復層耐蝕性的作用, 焊條選用A022 ( 超低碳Cr18Ni12Mo2 不銹鋼焊條, 其熔敷金屬含碳量≤0.04%, 具有良好的耐熱、 耐腐蝕及抗裂、抗氣孔性能以及良好的操作工藝性能, 藥皮耐紅, 強度好)[9-10]。 經操作工藝性試驗 (如焊絲內部的均勻情況, 焊縫成形, 以及脫渣性能等) 進行篩選, 基材的埋弧焊絲配焊劑選用H08MnHIC+SJ613HIC。

表2 焊條熔敷金屬化學成分 %
2.2 焊接坡口的選擇
本研究涉及的厚壁不銹鋼復合板焊接接頭坡口選擇時要注意: ①焊透; ②利于焊工操作方便; ③復層化學成分達到耐蝕性要求; ④減少焊接缺陷同時節約焊材[11]。
本研究中的復合板較厚, 將采用焊條電弧焊和埋弧焊組合焊接, 圖1 所示為吸收塔主體焊縫坡口示意圖。 采用窄間隙埋弧焊坡口, 考慮到焊接變形的控制, 防止夾雜和未熔合的產生以及后期修磨與檢驗的便捷, 特將復層增加30°傾角,減少基層1.5~2 mm 厚度, 增加復層厚度, 通過坡口設計控制過渡層的厚度, 防止基層多次加熱對復層性能的影響, 提高了焊縫邊緣表面質量。

圖1 厚壁復合不銹鋼板窄間隙埋弧焊坡口
2.3 焊接順序與工藝參數
焊接厚壁復合板時, 本研究按基層、 過渡層、 復層的順序逐次完成焊接, 如圖2 所示[12]。基層碳鋼焊接完成后, 采用無損探傷檢測設備(主要包括RT、 UT、 MT、 PT), 檢測確認焊接接頭合格無缺陷后, 再進行焊接過渡層的焊接。 通常情況過渡層焊至距離表層約2 mm 處停止, 焊接基層內側至距接合面1~1.5 mm 處停止。基層焊接采用SMAW+SAW, 選用直徑為4.0 mm的E5015-g 型焊條, 焊接電流和電壓分別為160~165 A、 22~23 V, 焊接速度11~12 cm/min, 層間溫度不超過240 ℃焊完基層第一、 二層; 再選用直徑5.0 mm 的E5015-g 型焊條, 提高焊接電流電壓至180~190 A 和25~26 V, 焊接速度13~14 cm/min 焊完基層第三和第四層; 其余選用直徑4.0 mm 焊絲H08MnHIC 配SJ613HIC 焊劑, 埋弧焊電流500~550 A, 電壓30~35 V,焊接速度25~30 cm/min 完成基層焊接。 過渡層焊接選用直徑4 mm 的A042 焊條, 焊接電流140~155 A, 電弧電壓21~23 V, 焊接速度10~14 cm/min, 層間溫度控制在150 ℃左右。022Cr17Ni12Mo2 不銹鋼復層焊接選用直徑4 mm的A022 焊條, 焊接電流150~155 A, 電弧電壓22~23 V, 焊接速度13~14 cm/min, 層間溫度控制在250 ℃左右。
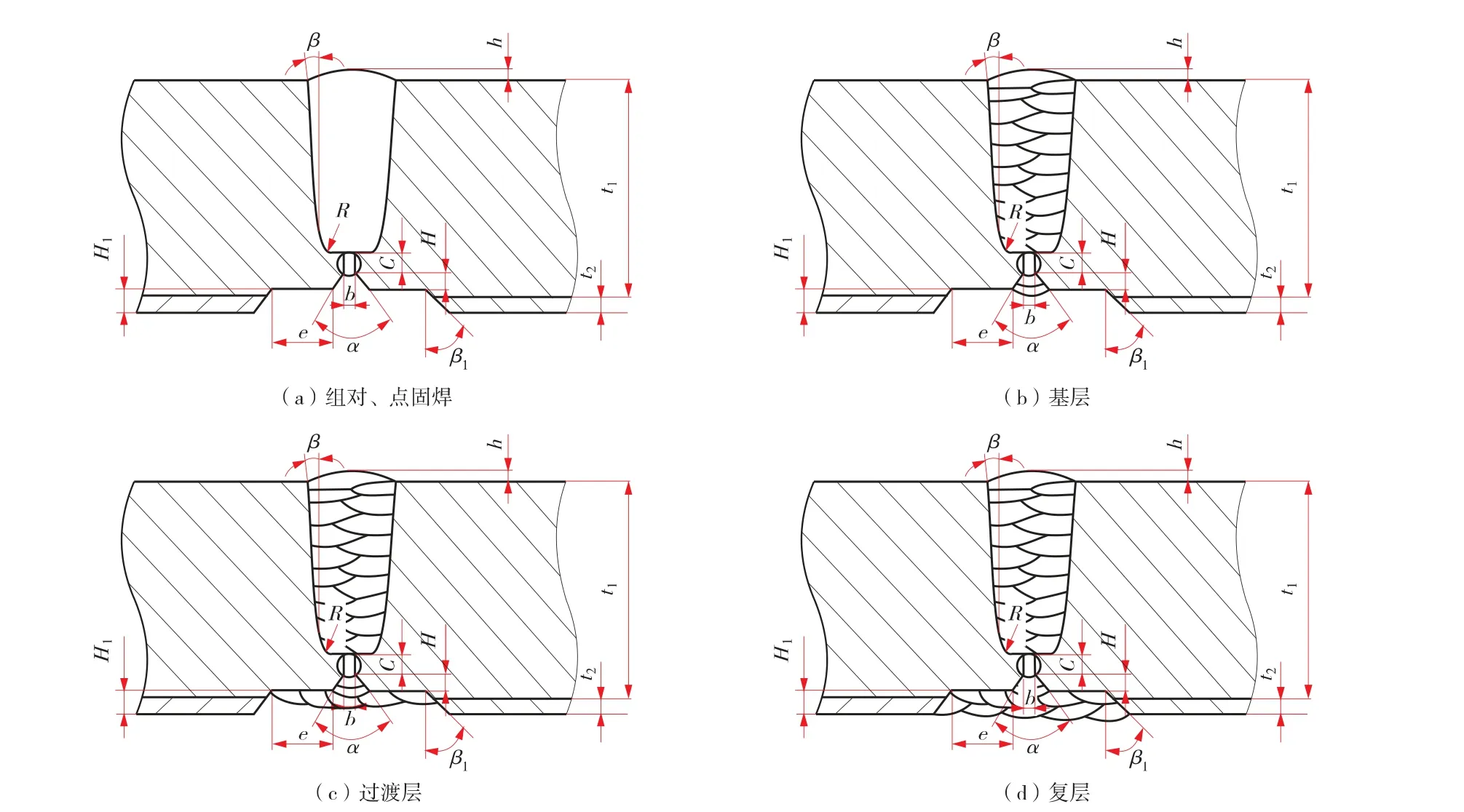
圖2 復合鋼板焊接順序示意圖
2.4 熱處理工藝的制定
根據GB 150.4—2011 《壓力容器第4 部分:制造、 檢驗和驗收》 的規定, 殼體Q345R 厚度大于32 mm 時, 必須進行焊后熱處理; 參照ASME VIII 《壓力容器建造規程》 的規定, 復合板設備應按基層的要求進行焊后熱處理。
本試驗采用消除應力熱處理 (SR), 熱處理過程如圖3 所示。 裝爐時須將工件墊穩、 墊平, 復層向上。 工件至爐底距離≥300 mm, 工件至爐底的距離≥500 mm, 層間距離≥200 mm,具體工藝規范見表3。
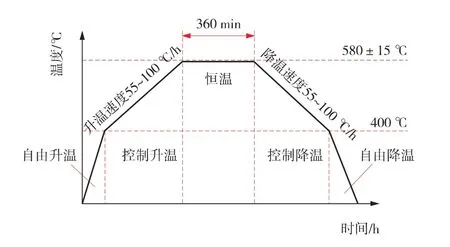
圖3 復合板熱處理工藝過程示意圖

表3 復合板焊后消除應力熱處理工藝規范
3 焊接工藝評定試驗結果
根據NB/T 47013.3—2015 《承壓設備無損檢 測》 的 要 求, 對 焊 后 的Q345R(R-HIC)+022Cr17Ni12Mo2 不銹鋼復合板進行100% UT(超聲檢測), 結果為I 級合格。
3.1 力學性能
按照NB/T 47014—2011 《承壓設備焊接工藝評定》 要求, 對焊后厚壁鋼板試樣分別進行常規的力學性能測試, 即拉伸、 彎曲和沖擊試驗, 試驗后試樣如圖4 所示, 試驗結果見表4和表5。 由評定測試結果可以看出, 試樣抗拉強度實測最低值均高于Q345R 標準規定值; 試樣實測沖擊功最低值遠高于標準要求, 焊接接頭韌性較好; 由彎曲試驗結果可以看出焊接接頭具有較好的連續性和致密性, 且塑性也較好,焊后復合板能夠滿足設備力學性能方面的使用要求。

表4 復合板焊縫力學性能

表5 復合板焊縫彎曲性能

圖4 復合板焊縫力學性能試驗后試樣形貌
3.2 基層焊縫抗HIC/SSC 性能
按照GB/T 8650—2015 進行HIC 試驗, 試樣規格20 mm×20 mm×100 mm, 經過在氯化鈉醋酸溶液中浸泡96 h 后, 試樣表面如圖5 所示,有氫鼓泡現象出現。 根據GB/T 4157—2017 中的方法A 進行SSC 試驗, 在飽和H2S 中將加工好的試樣浸泡720 h 后加載247 MPa 應力, 未出現開裂。 基層焊縫HIC/SSC 性能見表6。

圖5 經HIC 試驗96 h 后試樣表面形貌

表6 基層焊縫HIC/SSC 性能
3.3 復層焊縫耐蝕性能
本研究對焊后的厚壁復合板試樣不銹鋼復層分別經行了點蝕、 晶間腐蝕、 均勻腐蝕和應力腐蝕試驗, 檢驗焊后材料復層的耐蝕性。
根據ASTM G48-11 標準要求, 按照方法A配制溶液(100 g FeCl3·6H2O+900 mL H2O), 取試樣復層, 試樣大小為25 mm×50 mm, 溶液溫度(50±2) ℃, 將試樣置于溶液24 h 后取出, 無失重, 試樣表面光潔無點蝕(如圖6 所示)。

圖6 復合板復層點腐蝕試驗后試樣形貌
按照GB/T 4334—2020 對焊接后的厚壁復合板復層試樣進行晶間腐蝕試驗, 垂直于焊縫取樣, 試樣加工尺寸為80mm×20mm×3mm, 置于溶液中(700 mL 蒸餾水+100 mL H2SO4+100 g CuSO4·5H2O+蒸餾水稀釋到1 000 mL), 16 h 后取出,進行彎曲測試, 試驗結果如圖7 所示。 彎曲后的試樣在10 倍放大鏡下觀察, 外表面無晶間腐蝕而產生的裂紋, 達到標準要求。
圖7 晶間腐蝕試驗后試樣形貌
根據GB/T 18590—2001 要求, 取焊縫處復層試樣進行均勻腐蝕試驗, 試驗結果見表7。 圖8為均勻腐蝕前后試樣復層表面形貌, 可以看出,不銹鋼復層經過均勻腐蝕測試后, 表面依然光潔無點蝕坑出現, 符合標準要求。

圖8 焊縫復層試樣均勻腐蝕前后形貌

表7 不銹鋼復層均勻腐蝕結果
按照GB/T 15970.2—2000 要求, 取焊縫處試樣, 規格為68 mm×4.7 mm×1.8 mm, 按照方法E 四點彎曲試驗法對試樣進行SCC測試。 結果表明, 經過720 h 后試樣未斷裂且無裂紋, 平均加載位移為0.491 mm, 符合標準要求。
4 結束語
厚壁不銹鋼復合板在石油、 化工和機械等領域有很大應用前景。 本研究通過對(138+3)mm 厚壁Q345R(R-HIC)+022Cr17Ni12Mo2 不銹鋼復合板進行焊接評定試驗, 評定了該類材料焊接工藝, 焊接接頭的各項理化性能以及基層和復層的各項耐蝕性能均滿足標準要求。 此次評定試驗積累了厚壁不銹鋼復合板的焊接經驗, 評定的各項基礎數據可為土庫曼斯坦南約洛坦氣田6 臺吸收塔的焊接提供技術保障。
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:12:20
當代陜西(2021年8期)2021-07-21 08:31:42
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年13期)2019-08-20 03:54:10
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
大眾攝影(2016年4期)2016-05-25 13:19:48
