
B4C/Al復合材料的組織、力學性能和制備研究進展
2021-09-10 01:01:05石細橋柏興旺俞雪奇何鵬
機電工程技術 2021年3期
石細橋 柏興旺 俞雪奇 何鵬
摘要:B4C顆粒增強鋁基復合材料不僅比強度高、耐磨性能優異,還兼具多種功能特性,是核工業、航空航天、汽車工業等領域中不可缺少的結構材料和功能材料。綜述了B4C/Al復合材料的研究現狀,總結了攪拌鑄造法、粉末冶金法和冷噴涂增材制造法等各種方法的優缺點,對比了不同工藝下制備的B4C顆粒增強鋁基復合材料的硬度、拉伸強度、屈服強度、抗壓強度等力學性能方面及顯微組織的表現,并展望了其發展方向。
關鍵詞:B4C/Al復合材料;顯微組織;力學性能
中圖分類號:TB333 文獻標志碼:A
文章編號:1009—9492(2021)03—0076—03
0引言
B4C顆粒增強鋁基復合材料(AMC),因其具有高比強度、高比剛度、良好的力學性能以及出色的導熱性和化學穩定性,成為航空航天、汽車工業等領域中不可缺少的結構材料和功能材料。B4C/Al復合材料還是一種有效的中子屏蔽材料,例如:國外的Boral和Metamic品牌中子吸收材料,常在核電站中被用于制造乏核燃料的運輸容器和儲存桶,B4C顆粒增強鋁基復合材料具有低密度和高強度,DWA-USA公司將B4C/A16061復合材料應用到燃油口蓋等器件上。
本文主要對B4C/Al金屬基復合材料的制備方法、組織、力學性能等方面進行了詳細的綜述,并討論了B4C增強鋁基復合材料制備方法的優缺點。
1顯微組織和力學性能
1.1攪拌鑄造法
攪拌鑄造法是將B4C顆粒通過機械攪拌的方式加入到熔融鋁合金液中均勻混合,是制備B4C/A1復合材料最常用的方法。B4C增強相顆粒含量(質量分數和體積分數)對B4C/Al復合材料的力學性能具有較大的影響。當加入適當的B4C顆粒時,B4C顆粒均勻彌散在鋁基體上,B4C/Al復合材料的綜合性能可以顯著提高。其優點是制備工藝簡單,成本低,可批量工業化生產。缺點是由于制備過程中溫度高,增強體與基體極易發生界面反應,影響復合材料的力學性能。攪拌鑄造法僅適用于制備增強相顆粒含量(質量分數和體積分數)低的鋁基復合材料,一般不超過20%,這是由于B4C顆粒含量的增加,熔體的濃度過高,在界面處易發生團聚現象,影響增強顆粒與基體的潤濕性。
Ravi B等采用改進的攪拌鑄造法研究了不同質量分數功C/Al復合材料。研究發現:B4C顆粒均勻地分布在基體上,在界面結合良好的情況下,隨著B4C質量分數的增加,復合材料的硬度從62 HV增加到68 HV,拉伸強度從117 MPa增加到145 MPa;復合材料的顯微硬度由51.3 HV提高到80.8 HV,宏觀硬度由34.4 BHN提高到58.6 BHN,拉伸強度由185 MPa提高到215 MPa。Dixit等采用攪拌鑄造工藝制備了質量分數0~12的B4C/Al復合材料,研究表明,在攪拌鑄造過程中,B4C顆粒與鋁基體均勻混合,且在鋁基復合材料中無孔隙。楊氏模量、拉伸強度隨著B4C的質量分數從0增加到6 wt.%,從9wt.%下降到12wt.%。復合材料的硬度隨著B4C質量分數的增加而增加,這是由于像碳化硼陶瓷顆粒作為硬質材料添加到基體中會增加硬度。Baradeswaran等采用攪拌鑄造工藝制備了體積分數5~20 vpl.%且顆粒尺寸為16~20μm的B4C/Al7075復合材料,研究發現,B4C/Al7075復合材料的硬度、極限拉伸強度、抗壓強度和抗彎強度隨B4C含量的增加而增加,且顯著高于基體合金的強度。隨著B4C顆粒含量的增加,復合材料的耐磨性能提高,摩擦因數逐漸減小,在10 vol.%B4C時摩擦因數最小,為0.32。
1.2粉末冶金法
粉末冶金法是制備金屬基復合材料常用的固態方法之一。粉末冶金法優勢是制備顆粒增強鋁基復合材料加熱溫度低,極大減弱了增強顆粒與鋁合金基體的界面反應。能夠大范圍有效控制B4C顆粒含量(體積分數和質量分數),有利于避免顆粒的聚集和團聚現象,增強相均勻分布在基體上,從而提高鋁基復合材料的力學性能。其劣勢是,由于粉末冶金模具和燒結爐尺寸的限制無法制備大尺寸產品,產品內部孔洞率高,需對制備的產品進行二次加工,因此,在工業上應用的要求還遠遠達不到。
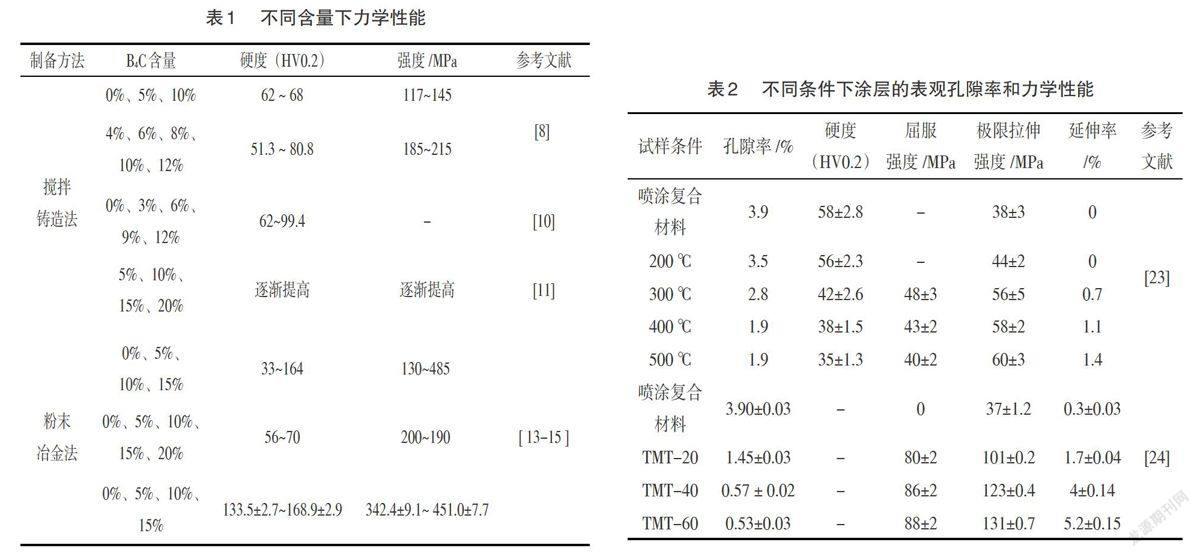
Karimzadeh等采用MA和熱壓法制備了質量分數分別為5~15wt.%的B,C納米顆粒增強的大塊鋁基復合材料。研究表明,隨著B4C納米顆粒含量的增加,材料的極限抗壓強度、硬度增加,塑性降低。當B4C質量分數為15wt.%時,復合材料的極限抗壓強度為485 MPa,遠高于純Al(130 MPa),復合材料最大硬度為164 HV,明顯高于純鋁(33 HV)。Karabulu等采用粉末冶金和熱擠壓法制備了質量分數為5~20wt.%的B4C/M6061復合材料。研究表明,B4C顆粒在6061 Al基體中均勻分布,與基體界面結合良好。由于B4C顆粒的潤濕性差,在10wt.%的B4C試樣中觀察到一些團聚顆粒,以及界面的一側觀察到一些界面孔隙。隨著B4C質量分數的增加,硬度增加,斷裂韌性降低,當B4C質量分數為20wt.%時,復合材料具有最大的硬度。當B4C質量分數為10wt.%時,斷裂韌性最大。當B4C質量分數為15wt.%時,拉伸強度和橫向斷裂強度最大。Gao等采用粉末冶金法,制備0~15wt.%B4Cp6061Al中子吸收復合材料。研究表明,不同增強量的B,CJ6061M復合材料軋制后,復合材料中B4C顆粒分布均勻,基體界面未見明顯裂紋或氣孔,界面結合良好。B4C含量從0wt.%增加到15wt.%,復合材料的相對密度從99.7%下降到99.47%,屈服強度從31.6 MPa增加到3815 MPa,硬度從133.5±2.7 HV增加到168.9±2.9 HV,極限拉伸強度從342.4±9.1 MPa增加到451.0+7.7 MPa。不同含量下力學性能如表1所示。
1.3冷噴涂增材制造
冷噴涂增材制造技術(CSAM)是一種很有前途的非熱加工的固態材料沉積技術,用于生產純金屬(Ca、Al、Ti等)、合金(316、304L、Ti64、7075Al、6061Al、A380)和復合材料的厚鍍層。與傳統制造技術相比,冷噴涂增材制造的優勢是沉積速率高,能夠靈活制備各種各樣的多功能材料和功能梯度材料。冷噴涂增材制造制備的B4C/Al復合材料涂層的力學性能與溫度和涂層厚度有關,隨著溫度的升高,復合材料涂層的孔隙率、硬度和屈服強度降低,極限拉伸強度和延伸率升高。隨著涂層厚度的降低,屈服強度、極限拉伸強度和延伸率升高。
Xiong等采用冷噴涂增材制造技術,成功在6061-T6圓柱形基板上沉積6mm厚的中子屏蔽B4C/Al基復合材料。研究了在200℃、300℃、400℃和500℃不同熱處理條件下,獨立涂層的微觀結構、力學性能和中子屏蔽性能。顯微組織檢查表明,在基體上沉積了6mm厚的B4C/Al復合材料,沒有任何明顯的表面缺陷或界面脫落。隨著熱處理溫度從200℃升高,涂層逐漸恢復了延展性,并且由于通過恢復和再結晶機制逐漸改善了板間晶界的結合,從而提高了強度。在500℃熱處理的涂層表現出最大的延展性(1.4%)和強度(60 MPa),最小孔隙度為1.9%。中子屏蔽結果表明,中子隨厚度的增加而衰減。Tariq等通過將冷噴涂制備的B4C/Al復合材料涂層在約500℃的加熱爐中加熱2h,然后對選取的3個試樣進行單向軋制熱機械處理(TMT),3個試樣厚度分別降低20%、40%和60%。顯微組織研究表明,隨著厚度減少從20%增加到60%,復合材料的微觀結構逐步細化,B4C顆粒間的距離逐漸減小,增強顆粒在基體上分布越均勻,顯著改善了Al/Al板與B4C/Al界面之間的結合。噴涂后的B4C/Al復合材料表現出最大的孔隙率(3.90±0.03%),厚度減小從20%增加到60%的B4C/Al復合材料涂層,孔隙率從1.45±0.03%逐漸減小到0.53±0.03%。其中TMT-20、TMT-40、TMT-60分別表示厚度減小20%、40%和60%的B4C/M基復合材料。力學性能研究表明,復合材料的YS、UTS和EL同時得到了增強。與B4C/Al復合材料涂層和傳統熱處理B4C/Al復合材料涂層相比,厚度減小60%TMT制備B4/Al復合材料涂層的極限拉伸強度和延伸率最大,約132 MPa和5.2%。傳統熱處理B4C/Al復合材料涂層相比,厚度減小20%TMT制備的B4C/Al復合材料涂層的屈服強度和極限拉伸強度增加了2倍以上,延伸率增加了3倍。不同條件下復合材料涂層的孔隙率與力學性能如表2所示。
2結束語
B~C/M復合材料由于其具有良好的力學性能、熱穩定性、抗腐蝕性和中子屏蔽性能越來越受到關注。但B4C顆粒在基體上分布均勻性是影響復合材料綜合性能的關鍵性因素。然而,從以上綜述的制備方法來看,每種方法都存在一定的缺陷,由于制備成本高,工藝復雜等因素,制約了大塊制品和大面積防護裝置的應用。因此,需將以上各種制備方法的優勢加以融合來開發新的制備技術。AMC表現出改善的硬度、耐磨性、抗拉強度、壓縮強度和降低的摩擦系數,并且隨著增強含量的增加而進一步提高。
攪拌鑄造法和粉末冶金法制備B4C/M復合材料,B4C顆粒在基體上分布均勻,且界面結合良好。隨著B4C顆粒含量(質量分數和體積分數)的增加,硬度、拉伸強度、屈服強度和耐磨f生提高,塑性降低。攪拌鑄造法存在氣孔、團聚和金屬間化合物等缺點,一般制備B4C顆粒含量不超過20%,而粉末冶金法將這些缺陷降至最低。冷噴涂增材制造制備的B4C/Al復合材料涂層的力學性能與溫度和涂層厚度有關,隨著溫度的升高,復合材料涂層的孔隙率、硬度和屈服強度降低,極限拉伸強度和延伸率升高。隨著涂層厚度的降低,屈服強度、極限拉伸強度和延伸率升高。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
當代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年3期)2019-07-10 00:54:00
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
焊接(2015年9期)2015-07-18 11:03:53
應用化工(2014年10期)2014-08-16 13:11:29
