基于PLC控制的機械手系統設計
2021-09-10 05:12:21薛明磊李樺芃
科學與生活 2021年13期
薛明磊 李樺芃





摘要:隨著現代工業技術的日漸發展,工業自動化技術要求越來越高。生產情況逐漸向劣勢發展,對于一線操作工人的技術要求更高,操作工人的安全系數也有一定的威脅。對于一些往復動作機械手自動控制顯的非常重要,這樣可以避免了一些必要的的危險。
關鍵詞:機械手;自動控制;PLC
隨著我國現代科技和工業生產的進步和飛速發展,機械手已經在國內乃至全球得到了越來越多地使用。所以,機械手對于控制性能的要求也不斷增加。采用一種常規繼電器控制技術方法的新型機械手控制不可避免地就會出現不必要的問題,例如穩定性較差,電纜數量多,故障率高和系統故障。我們已建議解決這些問題的方法。通過系統采用廉價的新型可編程數字邏輯處理控制器軟件來自動設計和運行控制整個操作系統,可以大大提高邏輯控制器在系統正常工作運行時的工作可靠性,降低了系統故障率,方便維護并做好工作。
1機械手概述
機械手臂是現在在機械人技術范疇中得到最廣泛實踐使用的自動化機械設備,在工業制作、醫學醫治、娛樂效勞、軍事、半導體制作以及太空探究等范疇都能見到它的身影。雖然它們的形狀各有不一樣,但它們都有一個共同的特色,就是能夠接受指令,精確地定位到三維(或二維)空間上的某一點進行作業。
機械手臂依據構造方式的不一樣分為多關節機械手臂,直角坐標系機械手臂,球坐標系機械手臂,極坐標機械手臂,柱坐標機械手臂等。右圖為多見的六自由度機械手臂。他有X移動,Y移動,Z移動,X滾動,Y滾動,Z滾動六個自由度構成。
水平多關節機械手臂通常有三個主自由度,Z1滾動,Z2滾動,Z移動。經過在履行終端加裝X滾動,Y滾動能夠抵達空間內的任何坐標點。
直角坐標系機械手臂有三個主自由度。X移動,Y移動,Z移動構成,經過在履行終端加裝X滾動,Y滾動,Z滾動能夠抵達空間內的任何坐標點。
2機械手手臂的構成:
一、運動元件。如油缸、氣缸、齒條、凸輪等是驅動手臂運動的部件。
二、導向設備。是確保手臂的準確方面及接受由于工件的分量所發生的曲折和改變的力矩。
三、手臂。起著銜接和接受外力的效果。手臂上的零部件,如油缸、導向桿、控制件等都安裝在手臂上。
此外,依據機械手運動和作業的請求,如管路、冷卻設備、行程定位設備和自動檢測設備等,通常也都裝在手臂上。所以手臂的構造、作業范圍、承載能力和動作精度都直接影響機械手的作業功能。
3PLC控制程序設計
3.1控制電路設計
本次PLC選用西門子S7-200CPU226,本PLC主機擁有24個I/O口輸入,16個I/O口輸出,用去8個I/O口輸入,剩余8個端口,用去9個輸出端口,剩余5個端口。模擬量擴展模塊選用EM231,使用1路模擬量輸入。觸摸屏選用西門子SMART700IE。
3.2主接線圖
3.3總程序設計
進行程序的設計之前,先設計出應用程序的總體方案如圖3-2,圖中把整個程序分成五大塊,即主程序、回原點、手動、自動五部分。輸入開關按鈕鍵入,I0.0常開觸點閉合,程序開始,當觸摸屏輸入回原點,中間繼電器M0.0其常開觸點接通,開始執行回原點程序;當觸摸屏輸入點動,中間繼電器M0.1常開觸點閉合,開始執行點動程序,其觸摸屏輸入半自動,中間繼電器M0.2常開觸點閉合,開始執行半自動程序,其觸摸屏輸入全自動,中間繼電器M0.3常開觸點閉合,開始執行全自動程序,采用西門子公司提供的V4.0STEP7MicroWINSP6編程軟件進行編程。
4程序調試與功能實現
4.1西門子S7-200的通訊
西門子PLC串行通訊方式有:RS485串口通信、PPI通信、MPI通信、PROFIBUS-DP通信、以太網通信。
一、PPI通訊
PPI協議是S7-200CPU最基本的通信方式,通過原來自身的端口(PORT0或PORT1)就可以實現通信,是S7-200CPU默認的通信方式。
二、以太網通訊
以太網的核心思想是使用共享的公共傳輸通道,這個思想早在1968年來源于廈威爾大學。1972年,Metcalfe和DavidBoggs(兩個都是著名網絡專家)設置了一套網絡,這套網絡把不同的ALTO計算機連接在一起,同時還連接了EARS激光打印機。這就是世界上第一個個人計算機局域網,這個網絡在1973年5月22日首次運行。Metcalfe在首次運行這天寫了一段備忘錄,備忘錄的意思是把該網絡改名為以太網(Ethernet),其靈感來自于“電磁輻射是可以通過發光的以太來傳播”這一想法。1979年,DEC、Intel和Xerox共同將網絡標準化。1984年,出現了細電纜以太網產品,后來陸續出現了粗電纜、雙絞線、CATV同軸電纜、光纜及多種媒體的混合以太網產品。以太網是目前世界上最流行的拓樸標準之一,具有傳傳播速率高、網絡資源豐富、系統功能強、安裝簡單和使用維護方便等很多優點。
本次選擇PPI通訊使PC機與PLC相連,選擇以太網連接觸摸屏與PLC。
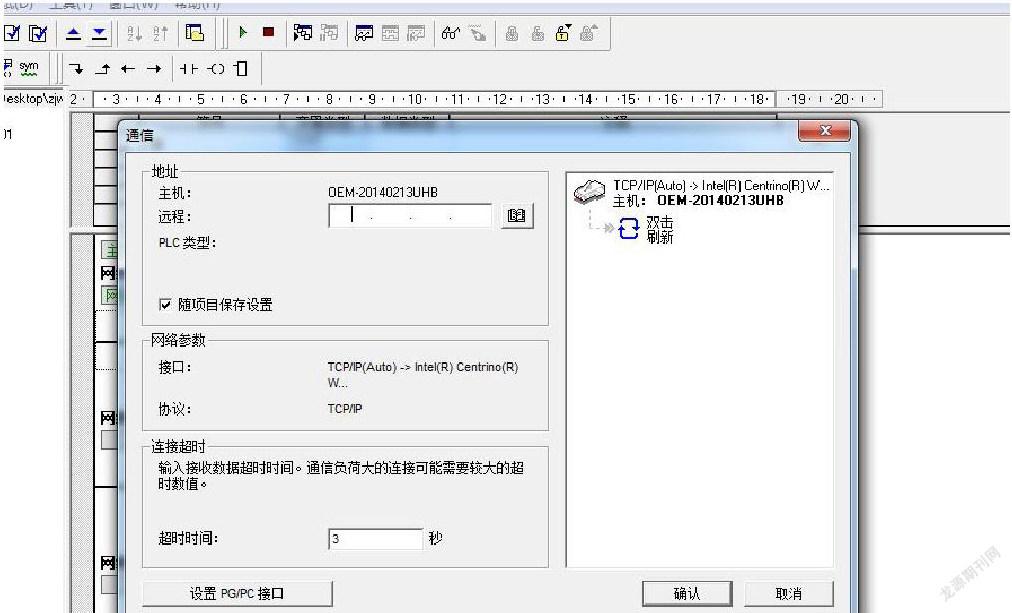
4.2PLC通信
更改PC機的TCP/IP協議,如下圖4-1所示:
連接好PLC與PC機,PLC并與觸摸屏連接。然后下載程序到PLC與觸摸屏。圖4-2
通信以后,進行運行調試。
按下開始與回原點,進行回原點后,開始于原點顯示燈亮。
然后依次點擊觸摸屏實現機械手運動與功能實現。
5總結
基于PLC機械手控制系統在工業應用領域已經非常的成熟,它是集機械、液壓、電子、控制多種功能于一身的智能化控制系統。
讓大家清楚的了解到關于機械手的組成來源及應用領域,和對現代工業自動化的重要性,本文完整的設計了液壓式驅動機械手的控制系統在可編程控制器(PLC)和觸摸屏的控制下,實現把物料從一個工位傳送到另一個工位上,可以準確的定位完成指定動作。這種新型勞動機械手的推廣引入大大地地改善了我國企業和大型工廠對于專業勞務者的基本職業技術技能要求以及對于勞動生產量的嚴格控制,顯著地大大提高了我國企業的實際勞動生產率,加快了我國企業快速實現大型工程批量生產的勞動機械化和實現人力資源管理自動化的發展步伐。熟悉了液壓系統在控制方面的應用途徑;了解了PLC基本工作原理,在完成畢業設計過程中對機械手在工業領域方面有了更加全面的認知。
參考文獻
[1]陳潔.現代PLC控制技術與發展[J].2017:55-57.
[2]廖常初主編.PLC編程及應用[M].機械工業出版社,2017:4.
[3]王永華主編.現代電氣控制及PLC應用技術[M].北京航天航社,2016:5.