中間斷開兩孔加工同軸度超差原因分析及解決方案
2021-09-10 06:12:09宋詩會
內(nèi)燃機與配件 2021年3期
關(guān)鍵詞:解決方案
宋詩會
摘要:伴隨著中間斷開兩孔加工方法的廣泛應(yīng)用,通過大量的數(shù)據(jù)分析對比,不難發(fā)現(xiàn)其同軸度出現(xiàn)超差的現(xiàn)象,并且對于較高同軸度要求的中間斷開兩孔能夠通過回轉(zhuǎn)加工臺一次性完成。本文主要以枕梁的安裝座孔為例,詳細的分析了中間斷開兩孔加工過程中出現(xiàn)的質(zhì)量問題,并且根據(jù)實際應(yīng)用的案例找出問題產(chǎn)生的原因,制定出相應(yīng)的解決方案,最終通過端面見光之后精加工深孔的方法,從而能夠有效的滿足中間斷孔兩孔加工同軸度的加工需求。
關(guān)鍵詞:中間斷開;兩孔;同軸度;超差原因;解決方案;加工效果
0? 引言
在現(xiàn)代化的加工生產(chǎn)過程中,在機械領(lǐng)域關(guān)于軸承的用處十分廣泛,尤其是軸承的安裝定位孔大多數(shù)都是呈現(xiàn)出成對的臺階性孔,由于安裝定位孔的安裝精度和同軸度越高,機械設(shè)備在運轉(zhuǎn)過程中所產(chǎn)生的噪音也會越小,并且在一定程度上能夠有效的降低軸承座的磨損程度,導(dǎo)致最終的使用壽命大大延長,尤其是在一些對精度要求比較高的圖紙當中,同軸度的要求更是多達?準0.02,甚至比這個數(shù)值更高。通常情況下,目前在加工過程中對于孔的加工方法有很多種,并且加工技術(shù)基本上處于成熟的階段,能夠滿足各種精度尺寸和公差等級的基本要求,但是本文涉及的中間斷開兩孔加工同軸度要求很高的加工案例卻并不多見。本文主要以枕梁安裝座的中間斷開兩孔的加工為例,首先簡要分析了加工過程中出現(xiàn)的各種問題,接著詳細的闡述了問題的產(chǎn)生原因以及相應(yīng)的解決方案,最終簡單的概述了批量生產(chǎn)該樣品的加工效果。
1? 枕梁座中間斷開兩孔的加工方法
在傳統(tǒng)的加工過程中,對于枕梁座中間斷開兩孔的加工方法大致上可以分為以下兩種類型:①將刀具調(diào)頭進行再次加工:先鉆枕梁座中一側(cè)的孔,緊接著將刀具調(diào)頭,以這個孔的端面作為定位基準,開始加工另外一個孔,這樣可以確保兩孔的中心在同一高度上;②利用特殊的刀具來反拉另外一側(cè)的孔。通過對大量加工零件進行抽樣檢測和分析可知,這兩種方法在加工過程中都存在著一定的問題,其中第一種方法對于加工零件的夾具要求比較高,必須要確保兩孔的軸心在同一高度上,使得中間斷開兩孔的同軸度不會出現(xiàn)超差,另外這對兩孔內(nèi)側(cè)端面之間的距離和孔的定位標準有著明確的規(guī)定,因此在加工的過程中不僅需要控制好工裝定位的基準面,還需要確定刀具的走向和垂直度。因此面對不同尺寸的枕梁座加工零件,則需要制定出不同尺寸的工件夾具,最終導(dǎo)致中間斷開兩孔之間的配合間隙在標準尺寸公差的范圍之內(nèi),另外工件還需要兩次才能裝夾完成,使得加工效率大大降低。另外一種方法則會受到中間斷開通孔的限制,由于刀具的尺寸過長,并且刀桿的直徑比較大,這樣以來刀具在進刀和退刀的過程中容易產(chǎn)生矛盾,如果將導(dǎo)桿的直徑減小,那么刀具的強度則會受到一定的影響,在加工的過程中,中間斷開兩孔端面的粗糙度難以把控,最終導(dǎo)致兩孔的同軸度產(chǎn)生超差,隨著該項加工方法的廣泛應(yīng)用,在原有的加工工藝上進行改進和完善,使得加工工藝不存在局限性,使得加工件能夠一次性裝夾完成,提升加工效率。
2? 枕梁安裝座中間斷開兩孔加工過程中出現(xiàn)的問題
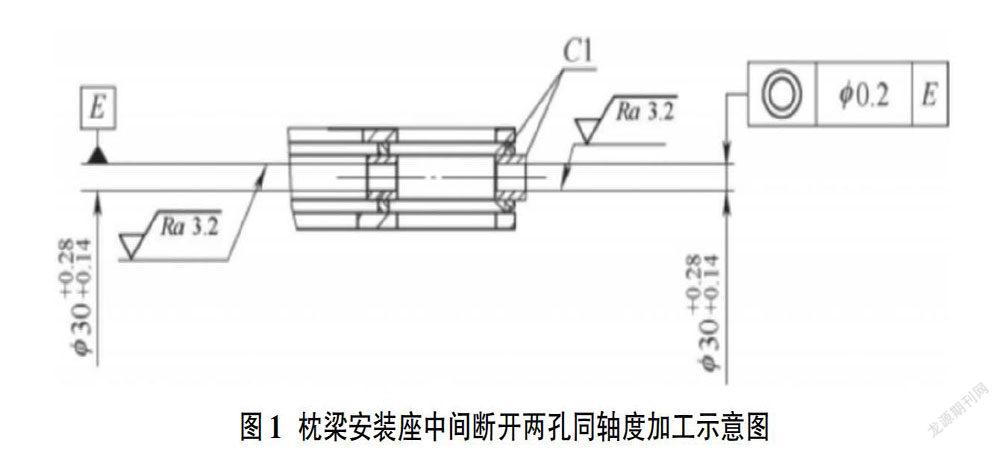
如圖1所示,這是枕梁安裝座的中間斷開兩孔同軸度加工的示意圖,其中這對同軸度的要求非常高的,卻沒有相關(guān)的文件要求對中間斷開兩孔的端面進行有效的加工。在一批枕梁安裝座中間斷開兩孔的加工過程中,在最初階段并沒有出現(xiàn)中間斷開兩孔同軸度出現(xiàn)超差的現(xiàn)象,因此實際的加工流程主要為:先給枕梁安裝座進行鉆孔,接著進行初步的鏜孔,最后根據(jù)中間斷開兩孔的尺寸要求進行細致的鏜孔,使得兩孔的尺寸公差在標準的范圍內(nèi)。由于枕梁安裝座大多數(shù)都為量產(chǎn),隨著加工件數(shù)量的不斷增加,機械設(shè)備在最初階段設(shè)定的參數(shù)也會發(fā)生輕微的變化,這就會導(dǎo)致加工件的尺寸精度產(chǎn)生較大的誤差,有些時候通過檢測可以發(fā)現(xiàn)第二個孔的同一側(cè)相比較于另外一個節(jié)孔會發(fā)生偏移,同軸度和最小的壁厚都會出現(xiàn)偏差。通過對各個不同尺寸的加工件分析可知,造成這樣的問題的原因可能有以下幾個方面的原因:①由于機械設(shè)備的刀桿過長,并且直徑比較小,在鏜孔的過程中需要延伸很長一段距離,這就會導(dǎo)致在正常的加工過程中很容易產(chǎn)生振動的現(xiàn)象,這必定會造成中間斷開兩孔的中心發(fā)生偏移,同軸度出現(xiàn)產(chǎn)生超差;②在枕梁安裝座的中間斷開兩孔同軸度的加工過程中,多數(shù)的兩孔內(nèi)側(cè)之間的間距為180毫米至200毫米之間,為了能夠確保中間斷開兩孔的軸不會產(chǎn)生偏移,則必須要使得整個加工過程一次性完成,在加工好第一個孔之后,不需要退刀,需要將兩個內(nèi)孔共同加工完成,這在一定程度上不僅有效的提升了加工效率,同時也能夠保證兩孔的同軸度不會出現(xiàn)超差。整個加工過程如下所示:通常情況兩孔的公稱直徑為?準30mm,首先需要先鉆一個?準28mm的內(nèi)孔,緊接著利用刀具將這個內(nèi)孔鏜至?準29.7mm,最后根據(jù)實際的加工需求將其鏜至標準的尺寸偏差范圍內(nèi)。在整個過程中,無論是在鉆第一個孔的時候,還是利用加長的刀具鏜第二個孔時,都會因為中間斷孔端面的毛坯面不夠平整,導(dǎo)致刀具的受力不均勻,一旦刀具在加工枕梁座的第二個孔時,必定會導(dǎo)致刀具出現(xiàn)偏差,最終造成中間斷開兩孔的同軸度出現(xiàn)超差的現(xiàn)象。
3? 枕梁座中間斷開兩孔同軸度加工問題的原因分析和解決方案
在枕梁座加中間斷開兩孔同軸度的加工過程中,往往存在著較多的問題,通過對其質(zhì)量分析可知,如果是由于刀桿的尺寸過長、直徑較小所造成的,這樣在實際的加工過程中必定會產(chǎn)生振動的現(xiàn)象,這樣以來會促使在加工第二個內(nèi)側(cè)孔時,孔心與另外一個孔心不在同一高度上,這在一定程度上相當于加工了多次枕梁座零件。在刀具連續(xù)加工了一批零件之后,可能都會出現(xiàn)類似的問題,但是通過檢測分析可知,并不是所有的枕梁座零件都存在著同樣的問題。由此可知可以總結(jié)出以下結(jié)論:雖然刀具的尺寸參數(shù)和自身特性會對整個加工過程造成一定的影響,但是這不是導(dǎo)致枕梁座零件產(chǎn)生質(zhì)量問題的主要原因,這就需要對其他原因進行深入的分析。
通過對鉆頭和鏜刀的尺寸和自身特性進行深入的分析和研究,并且對不同材質(zhì)的零件進行實驗加工之后,在確定鉆頭和鏜刀的尺寸和強度沒有問題之后,則可以首先排除第一種原因。因此,造成枕梁座中間斷開兩孔同軸度出現(xiàn)超差的原因為兩孔同側(cè)之間的間距過長,并且在加工第二節(jié)安裝座孔的端面時,由于其表面為不平整的毛坯面,在加工的過程中刀具的強度會受到一定的影響,最終會導(dǎo)致兩孔的同軸度出現(xiàn)偏差。為了能夠避免這個問題的產(chǎn)生,在第二節(jié)孔端面加工之前,需要對其表面粗糙度進行系統(tǒng)的檢測,如果發(fā)現(xiàn)表面不夠平整并且不符合加工的基本要求,這就需要采取有效的措施給予解決,確保在加工過程中刀具與加工的主軸處于始終垂直的狀態(tài)。首先在鏜孔的過程中,需要將端面光滑處理,然后再進行精加工深孔,經(jīng)過反復(fù)的檢測和試驗之后,最終確定是由于第二節(jié)安裝座孔毛坯的端面不夠平整導(dǎo)致枕梁座零件產(chǎn)生質(zhì)量問題的根本原因,則需在安裝兩個座孔之前,先將具有同軸度要求的兩個安裝座孔的毛坯端面進行拋光,最好能夠?qū)ζ湟姽?0%的加工處理,然后在對整個零件的鉆孔、粗略的鏜孔和精鏜孔。例如在對兩個安裝座孔的毛坯端面進行拋光的過程中可以采取棒銑刀的方式,使其能夠滿足表面粗糙度的標準要求。
4? 枕梁座中間斷開兩孔同軸度批量加工的效果
通過反復(fù)的檢測和試驗可知,枕梁座零件的批量生產(chǎn)往往要借助相應(yīng)的機械設(shè)備才能夠較快的完成,這就需要提前對機械設(shè)備的加工參數(shù)進行設(shè)定,但是在加工一批零件之后,相應(yīng)的參數(shù)必定會發(fā)生輕微的變化,這就需要在原有的加工工藝上進行改進和完善,并且改善的效果十分明顯,在一定程度上已經(jīng)完全解決了中間兩孔內(nèi)側(cè)軸心出現(xiàn)偏差的現(xiàn)象以及枕梁座壁厚超差產(chǎn)生的質(zhì)量問題,只需要在鉆孔之前對兩個安裝孔的毛坯端面進行拋光處理即可,實際上這個過程根本不需要增加任何的成本,并且操作十分簡便,其中利用棒銑刀來加工見光兩孔的端面是比較常用的加工方法。采用這種加工方法能夠為中間斷開兩孔同軸度的深孔加工提供了重要的參考依據(jù),另外還需要對端面見光后的精加工深孔的方法進行改善和優(yōu)化,更好的推廣和應(yīng)用。
5? 結(jié)束語
總而言之,由上文描述可知,中間斷開兩孔加工同軸度的要求都是比較高的,隨著該項加工技術(shù)的廣泛應(yīng)用使得同軸度的超差因素逐漸減小,不僅能夠有效的控制中間斷開兩孔的同軸度,而且相比較于傳統(tǒng)的加工工藝而言,使得加工效率得到顯著的提升。尤其是在加工一些精度相對比較高的零件時,大多數(shù)都會使用一些機床來確保零件的精度,但是在使用之前仍然需要人工進行調(diào)試,這就意味著不同的人在使用機床進行加工的過程中,設(shè)置的機床精度也是大不相同的,這就需要不斷提升操作人員的理論知識和加工水平,認真落實機床的日常維護保養(yǎng)機制,嚴格按照操作規(guī)程進行執(zhí)行,這也是確保零件符合規(guī)范要求的重要保證。因此,采取這個方法不僅能夠為中間斷孔的同軸度深孔提供了充足的經(jīng)驗,而且對傳統(tǒng)端面見光之后精加工深孔的方法進行了改進和完善,具有更好的發(fā)展前景。
參考文獻:
[1]石立敏,魏峰.中間斷開兩孔加工同軸度超差原因分析及解決方案[J].金屬加工(冷加工),2020(09):46-47.
[2]孫政輝,劉志凱,張敬華.全液壓推土機外殼體大孔徑加工同軸度超差問題分析[J].金屬加工(冷加工),2016(20):61-64.
[3]王占宜,王兆君,華正治,宋雪磊.12V190機體主軸孔同軸度超差分析及改進[J].機床與液壓,2016,44(08):174-176.
[4]張益泉,趙發(fā)銀.某安裝架同軸度超差的原因分析及解決措施[J].新技術(shù)新工藝,2016(04):82-83.
[5]沈健.加工中心回轉(zhuǎn)加工臺階孔同軸度超差原因分析及改進[J].科技創(chuàng)新與應(yīng)用,2014(12):75.
[6]薛金良,尚江波.電機定子沖片內(nèi)外圓同軸超差原因分析及解決方案[J].模具制造,2014,14(04):38-39.
[7]梁興,王春花.細長空心軸同軸度超差的工藝改進[J].機械工程師,2014(02):184-186.
[8]余成瑞.手動壓制軸套類零件同軸度超差的分析及解決方法[J].粉末冶金技術(shù),1993(04):308-310.
猜你喜歡
北京測繪(2022年5期)2022-11-22 06:57:43
儀器儀表用戶(2022年4期)2022-04-01 03:17:14
閱讀與作文(英語初中版)(2021年8期)2021-09-13 02:16:29
鐵道通信信號(2020年1期)2020-09-21 08:55:00
家庭影院技術(shù)(2020年2期)2020-03-25 13:27:36
模具制造(2019年3期)2019-06-06 02:10:58
鐵道通信信號(2019年12期)2019-05-21 03:06:54
通信電源技術(shù)(2018年5期)2018-08-23 01:16:34
數(shù)字通信世界(2015年10期)2015-12-21 12:22:54
母子健康(2015年1期)2015-02-28 11:21:44
