鋁和不銹鋼摩擦焊接界面組織與性能研究
2021-09-10 06:12:10倪加明陳夢凡卜星
電焊機 2021年3期
關鍵詞:力學性能
倪加明 陳夢凡 卜星

摘要:針對6061鋁合金與1Cr18Ni9Ti不銹鋼異種金屬焊接,采用連續旋轉摩擦焊接實現鋁鋼異種材料焊接,并采用SEM、EDS進行組織分析和性能測試。試驗結果表明:在旋轉速率為600 r/min、頂鍛壓力為4.5 MPa,頂鍛時間為2 s等工藝參數條件下,鋁/鋼摩擦焊接頭結合緊密,界面呈現波紋狀;接頭抗拉強度可達252 MPa,且拉伸斷裂位置發生在鋁側;鋁/鋼異種材料接頭的結合界面兩邊互有元素擴散,形成厚度小于2 μm的金屬間化合物層;其顯微硬度在界面處發生階躍變化,且形成金屬間化合物的界面處硬度最高達230 HV。
關鍵詞:旋轉摩擦焊;鋁/鋼異種金屬;力學性能;微觀組織
中圖分類號:TG453+.9? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)03-0055-04
DOI:10.7512/j.issn.1001-2303.2021.03.10
0? ? 前言
鋁合金具有比強度高、密度小等優點,鋼具有良好的力學性能和焊接性能。鋁鋼異種材料形成的焊接接頭,可以充分發揮兩種材料各自的優良性能。用于新一代運載火箭推進劑動力系統,滿足結構輕量化設計與材料綜合強度性能需求[1]。
由于鋼與鋁的物理化學性能差異較大,采用傳統電弧熔焊方法,接頭易生成鋁鋼金屬間化合物,大量的金屬間化合物將導致接頭產生裂紋等內部缺陷,接頭性能難以滿足要求[2-3]。旋轉摩擦焊接作為一種高效率的固相焊接方法,與傳統熔焊法相比,減少了材料因熔化而形成脆性金屬間化合物的可能性,在異種金屬連接領域具有良好的應用前景。M. Ashfaq[4]等人采用外錐形結合面獲得的最優接頭強度可達220 MPa。近年來,國內外研究人員針對鋁/鋼摩擦焊開展了相關研究,研究了不同摩擦焊方式的工藝參數對接頭力學性能和組織成分的影響[5-9]。張鵬飛[10]等人通過分析發現鋁鋼接頭結合方式屬于機械及冶金結合。
文中針對6061鋁合金和1Cr18Ni9Ti不銹鋼開展了旋轉摩擦焊工藝研究,探討了兩種材料的焊接性,研究旋轉速率、頂鍛壓力、接頭結構形式對焊接組織與性能的影響。
1 試驗方法
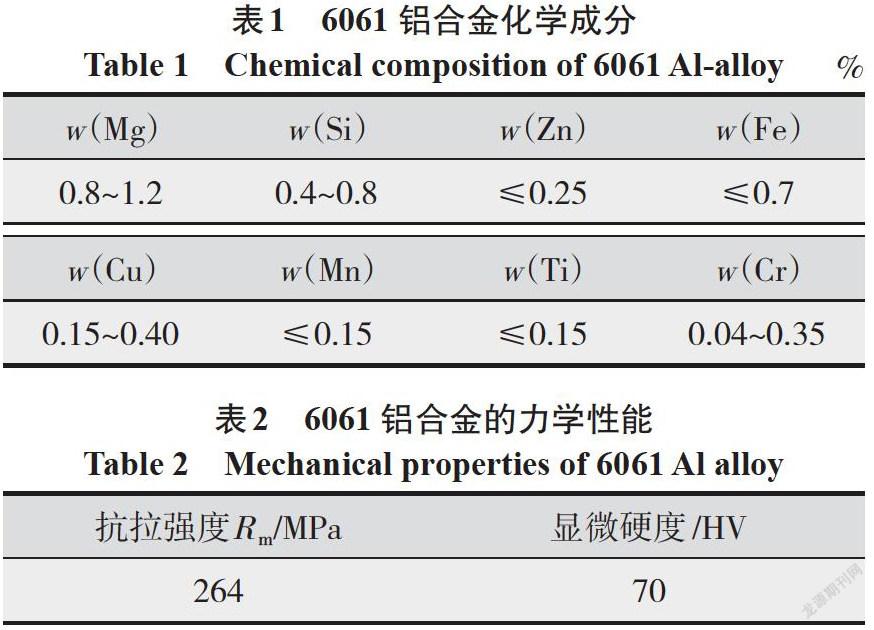
采用φ30 mm的6061鋁合金棒材和φ30 mm的不銹鋼棒材。6061鋁合金初始狀態為T6,其化學成分見表1,力學性能見表2。
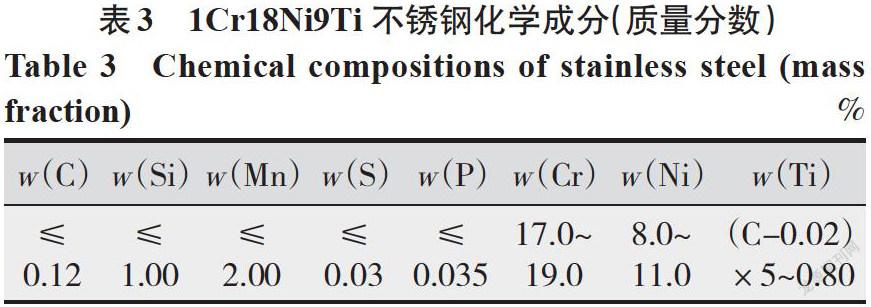
1Cr18Ni9Ti不銹鋼初始狀態為固溶退火態,基體硬度180 HV,其化學成分見表3。
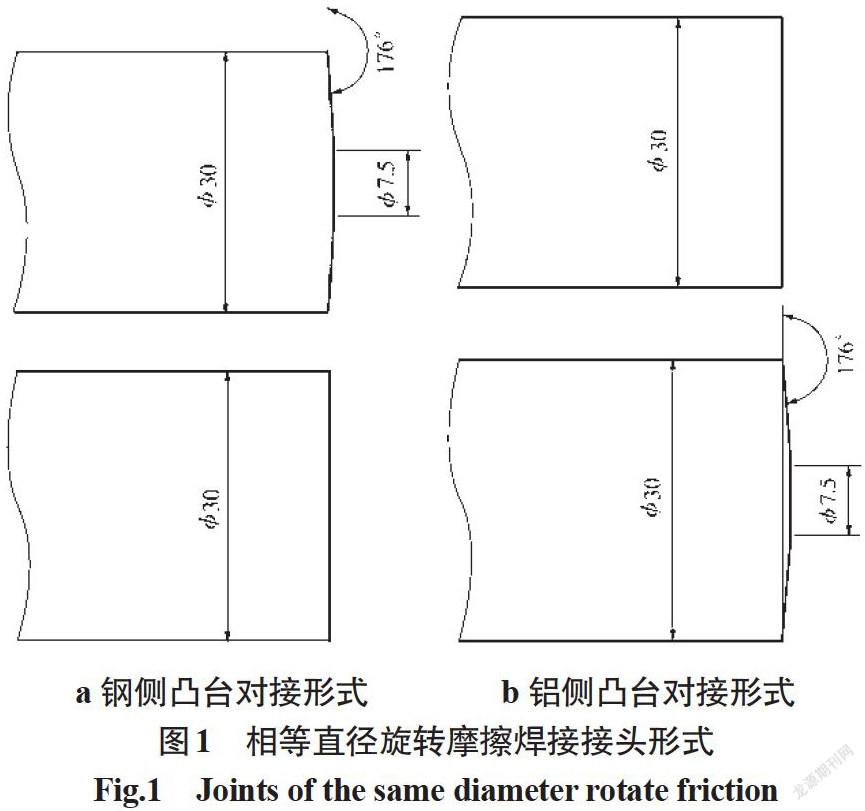
為了增強鋁/鋼摩擦焊接頭中心區域的耦合程度,設計了2種形式的凸臺結構。將鋁合金和不銹鋼棒材的端面加工成如圖1所示的兩種不同接頭形式的鋁/鋼摩擦焊接頭。可通過對比接頭抗拉強度,優化接頭形式。圖1a為采用鋼側凸臺對接形式,圖1b為由鋁側凸臺對接形式。
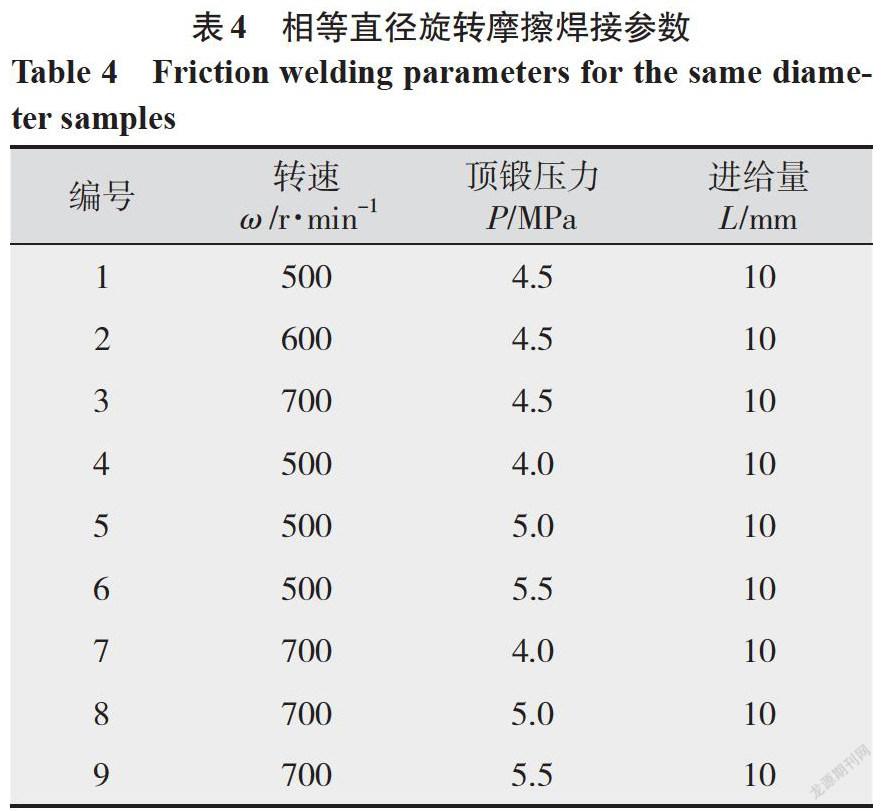
試驗所用設備為C32-SF-J型旋轉摩擦焊機,最大頂鍛壓力320 kN,主軸轉速0~1 500 r/min,工作臺最大行程320 mm,設備采用PLC程序控制,可預先設置焊接時間等其他參數。一級摩擦壓力為3 MPa,二級摩擦壓力4 MPa,頂鍛方式采用頂鍛后再停機,頂鍛時間2 s,停機時間0.2 s。其他工藝參數如表4所示。
用線切割將鋁-鋼異種材料接頭沿軸向剖切后進行金相腐蝕,分析其焊縫形貌并觀察微觀組織。6061鋁合金的金相腐蝕用低濃度混合酸,1Cr18Ni9Ti不銹鋼的金相腐蝕用FeCl3+HCl溶液;用LEICA DMR材料顯微鏡觀察接頭焊縫的顯微組織形貌;用FEI Quanta 450掃描電子顯微鏡分析焊合區形貌與元素金相分析。常溫拉伸試驗使用WAW-300B微機控制電液伺服萬能試驗機。
2 測試結果及分析
2.1 宏觀形貌分析
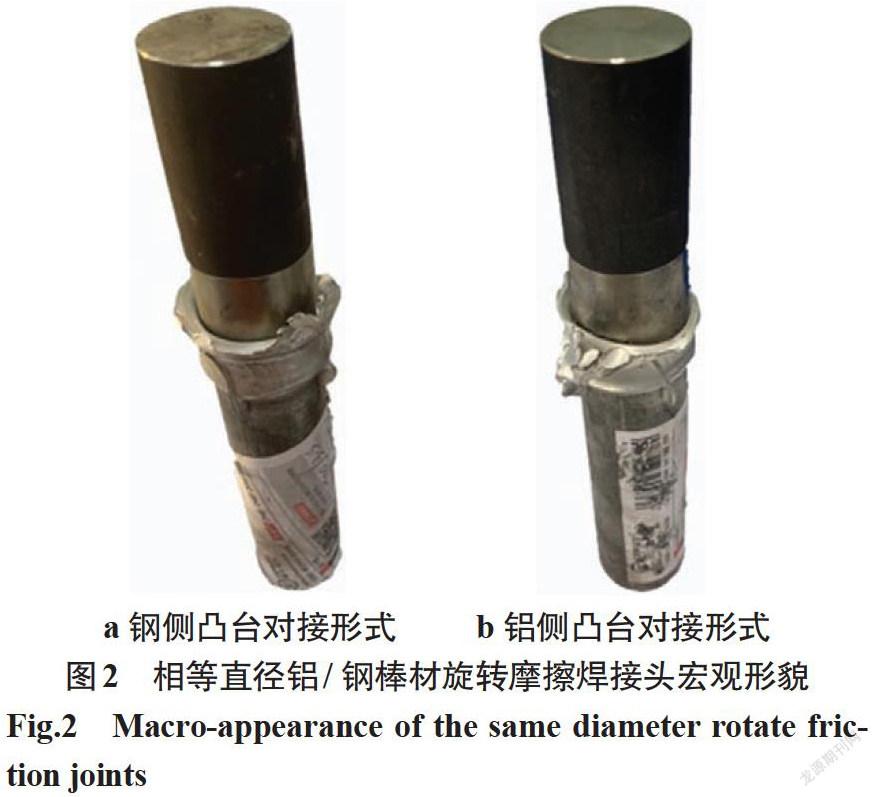
相等直徑的鋁/鋼棒材旋轉摩擦焊接時,整體產生的飛邊量較大,主要是在頂鍛和停機過程中生成。
采用鋼側凸臺對接形式的接頭(見圖2a),在頂鍛過程中形成了均勻連續的包覆形飛邊,存在少量開裂,顏色呈淺灰色。采用鋁側凸臺對接形式的接頭(見圖2b),在頂鍛過程中形成了包覆形飛邊,但部分飛邊開裂且存在少量絮狀、絲狀鋁合金,顏色介于銀白色與淺灰色之間。鋁/鋼摩擦焊接頭形成的飛邊均由鋁合金產生,是由轉速、摩擦壓力、進給量、頂鍛壓力等多種因素造成的。根據飛邊的形貌可以反映出焊接過程中熱輸入的情況。過高的轉速或頂鍛壓力都會使鋁合金受熱過度,造成大量非均勻飛邊,導致大量變形和材料的消耗,不利于獲得高質量的接頭;過低的轉速或頂鍛壓力則會使鋁合金受熱不足,形成少量飛邊或不完整飛邊,導致界面熔合不足,也不利于獲得高質量的接頭。
2.2 接頭力學性能
采用轉速600 r/min,頂鍛力4.5 MPa,進給量10 mm的旋轉摩擦焊接,鋼側凸臺設計接頭的平均抗拉強度為252 MPa,延伸率為4.5%。采用轉速600 r/min,頂鍛力4.5MPa,進給量10 mm,鋁側凸臺設計接頭的平均抗拉強度為212 MPa,延伸率為2.0%,相對鋼側凸臺設計拉伸強度有所降低。試驗結果顯示,鋁鋼異種材料接頭的抗拉強度和延伸率隨轉速提高而顯著降低。分析認為由于轉速提高,摩擦焊接熱輸入增加,鋁/鋼異種材料接頭結合界面金屬間化合物增多,導致焊接接頭強度下降。同時,采用鋼側凸臺接頭形式的抗拉強度大于鋁側凸臺的抗拉強度。分析認為,鋼側凸臺接頭形式能夠有效改善旋轉摩擦焊接過程熱量產生和傳遞,有效平衡鋼側與鋁側對接棒材的溫度場,實現可靠的有效連接,因此采用鋼側凸臺設計得到的鋁鋼異種材料接頭的力學性能較好。
2.3 焊縫形貌和組織分析
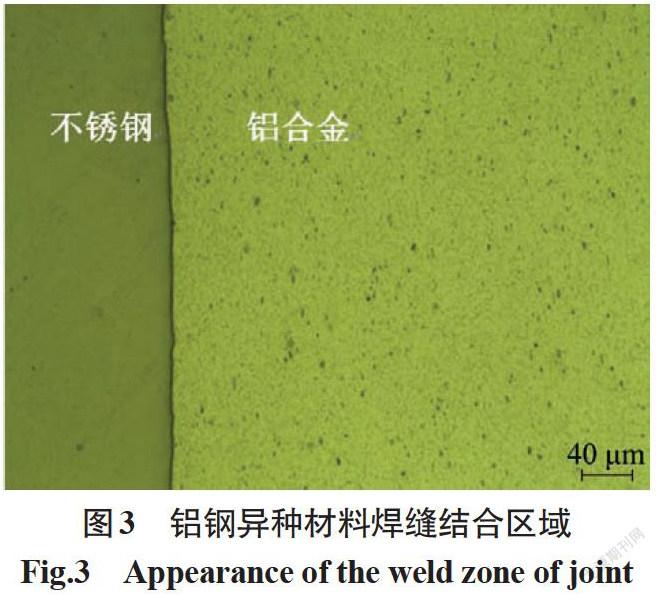
采用轉速600 r/min、頂鍛壓力4.5 MPa、進給量10 mm獲得的接頭軸向剖切的焊縫形貌微觀組織如圖3所示。鋁鋼異種材料焊接結合界面比較清晰,兩種材料結合緊密,無孔洞、縫隙等缺陷,不銹鋼組織無熔化及變形。
結合界面鋁側形成大量旋轉有序組織分布,其上分布強化相粒子。分析認為在旋轉摩擦焊接過程中,低硬度鋁合金發生半固態塑性流動以及組織再結晶,并析出第二相粒子。臨近界面20 μm鋁側的金相組織晶粒細小,且越靠近焊縫的區域,晶粒越細小而致密。這是因為鋼和鋁的熱導率和熱擴散系數存在差異,鋼側熱導率高,冷卻速率快,越臨近界面晶粒越細小。
2.4 顯微硬度分析
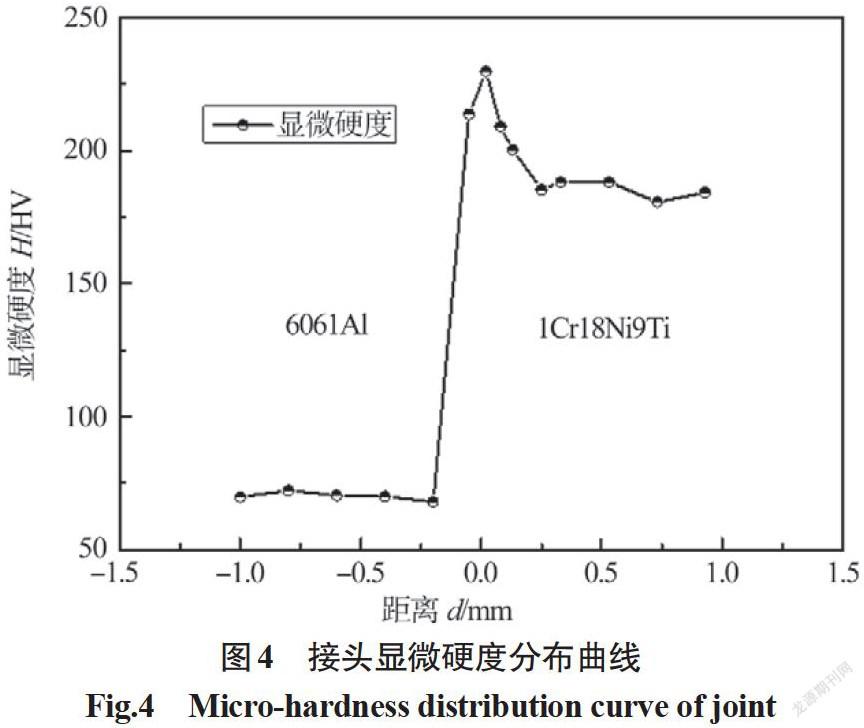
鋁/鋼異種材料接頭顯微硬度分布曲線如圖4所示。由圖可知,6061鋁合金的顯微硬度值幾乎沒有變化,僅在距離界面中心0.05 mm的位置處,硬度從基體的70 HV提高到了76 HV。這是因為Fe元素的擴散會使接頭鋁側產生一定的固溶強化作用,焊接過程中組織發生動態再結晶引起的細晶強化也會提高材料的顯微硬度。鋁/鋼異種材料接頭的顯微硬度值在焊縫界面結合區域有明顯的突變,結合界面金屬間化合物的顯微硬度達230 HV。不銹鋼基體顯微硬度為180 HV,隨著遠離焊縫,顯微硬度逐漸降低至正常值。這是因為Al元素的擴散促使結合界面附近的不銹鋼組織產生了時效強化。
2.5 結合界面分析
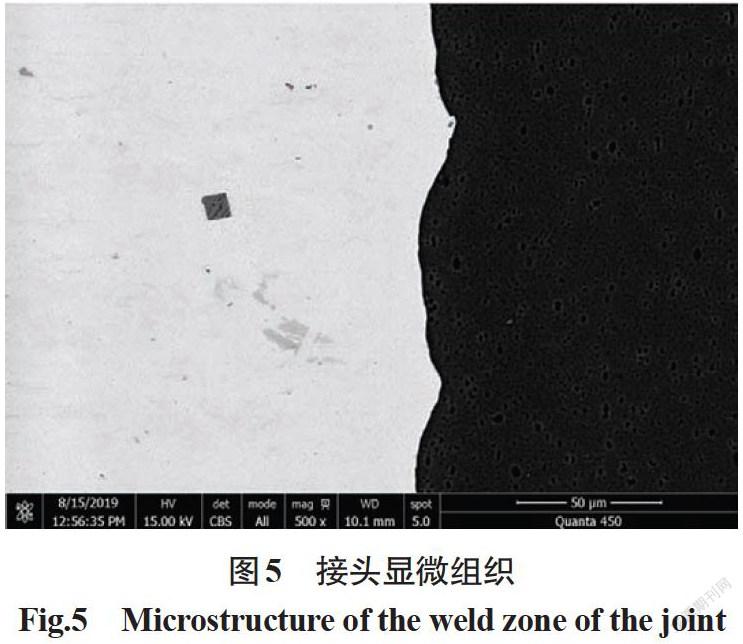
采用掃描電子顯微鏡分析接頭結合界面,如圖5所示。由圖可知,界面呈波紋狀,鋁和鋼結合致密,相互嵌合,沒有未熔合現象,無裂紋缺陷。鋁鋼異種材料結合界面金屬間化合物層厚度小于2μm。經能譜分析顯示,鋁鋼異種材料結合界面元素分布,鋁合金與不銹鋼形成較為清晰的元素分布界面。同時,由于旋轉摩擦焊的焊接過程比較復雜,伴隨著再結晶冶金和元素擴散等行為。
采用EDS對鋁-鋼異種材料元素擴散進行分析,如圖6所示。鋁鋼異種材料接頭結合界面兩側擴散的元素主要有Al、Fe和Cr,其擴散都是漸變性的。其中Al元素的擴散距離約為4~4.5 μm,Fe和Cr元素的擴散距離為1.5~2 μm。Fe、Cr的原子半徑和晶體結構等方面相似,相同條件下Fe與Cr的自擴散系數相近,因此擴散距離接近。而Al與Fe、Cr的差異較大,相同條件下自擴散系數更大,擴散速度更快。
3 結論
(1)直徑30 mm的不銹鋼和6061鋁合金棒材的旋轉摩擦焊接,采用鋼側凸臺設計更容易獲得成形良好的焊接接頭。在轉速600 r/min,一級摩擦壓力3 MPa,二級摩擦壓力4 MPa,頂鍛壓力4.5 MPa,頂鍛時間2 s,進給量10 mm的焊接參數下,焊接接頭飛邊形貌良好。(2)采用轉速600 r/min,頂鍛力4.5 MPa,進給量10 mm的旋轉摩擦焊接,鋼側凸臺設計接頭的平均抗拉強度為252 MPa延伸率為4.5%;鋁側凸臺設計接頭的平均抗拉強度為212 MPa,延伸率為2.0%,相對鋼側凸臺設計拉伸強度有所降低。(3)在文中試驗條件下,鋁和鋼異種金屬結合致密,界面呈現波紋狀,元素分布清晰,Al、Fe和Cr元素有相互擴散,金屬間化合物層厚度小于2 μm。(4)顯微硬度在界面處發生階躍變化,最高達230 HV。
參考文獻:
馮健,韓靖,張雪梅,等.7A04鋁合金/304不銹鋼連續驅動摩擦焊及焊后熱處理[J].焊接學報,2018,39(8):11- 17.
黃永憲,黃體方,萬龍,等. 鋁/鋼異種材料攪拌摩擦焊研究進展[J]. 精密成形工程,2018,10(1):23-30.
何歡,陳哲,林三寶,等. 鋁-鋼異種材料連接技術研究進展——固相焊[J].焊接,2013(9):18-22.
Ashfaq M,Sajja N,Khalid Rafi H,et al. Improving strength of stainless steel/aluminum alloy friction welds by modifying faying surface design[J]. Journal of Materials Engineering and Performance,2013,22(2):376-383.
Kimura M,Kusaka M,Kaizu K,et al. Friction welding technique and joint properties of thin-walled pipe friction-welded joint between type 6063 aluminum alloy and AISI 304 austenitic stainless steel[J]. The International Journal of Advanced Manufacturing Technology,2016,82(1-4):489-499.
張麗娜,趙衍華,張田倉,等. 2219鋁合金與不銹鋼慣性摩擦焊接接頭組織與力學性能[J]. 電焊機,2017,47(11):100-105.
李經緯. 電解鋁陽極導桿鋁-鋼相位摩擦焊技術研究[D]. 甘肅:蘭州理工大學,2014.
馬肖飛. 鋁合金/不銹鋼異種金屬軸向摩擦焊接工藝[D]. 山東:山東大學,2018.
劉雄波. 鋁/鋼連續驅動摩擦焊焊接界面行為及力學性能研究[D].甘肅:蘭州理工大學,2018.
張鵬飛,張昌青,董麗娜. 鋁與鋼的摩擦焊接接頭分析[J]. 焊管,2012,35(6):13-21.
吳銘方, 司乃潮, 王敬, 等. 鐵/鋁擴散偶界面反應層生長機理分析[J]. 焊接學報, 2011, 32(5): 29 ? 32.
王希靖,商獻偉,芝麗麗,等. 大截面鑄鋁-鑄鋼摩擦焊接接頭顯微分析[J]. 焊接學報,2010,31(2):29-32.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
