GH901基體表面等離子噴焊司太立6#合金層的組織與性能研究
2021-09-10 06:12:10陳興東郭維華楊建平郭洋王大勇黃麗
電焊機 2021年3期
陳興東 郭維華 楊建平 郭洋 王大勇 黃麗



摘要:隨著汽輪機設計參數的日趨提升,對高溫材料及相關的表面改性技術的需求也日趨強烈。GH901材質及其氮化、熔覆的零部件也廣泛地應用于抗高溫氧化、耐高溫磨損的工況。通過使用等離子噴焊(PTA)方式,在GH901材質上進行單層或雙層噴焊司太立合金試驗,研究了焊接單層及雙層司太立合金對焊接接頭熱影響區組織性能的影響。結果表明,采用PTA方式進行堆焊司太立時,接頭熔合線處易形成較大的成分擴散區,且在擴散區晶界及晶內產生大量的TiC等析出相,且隨著兩層焊接熱循序,焊層與基體間的擴散區寬度增大,析出相的數量和尺寸均增加。
關鍵詞:等離子噴焊;TiC;司太立6#合金;GH901
中圖分類號:TG457? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)03-0076-08
DOI:10.7512/j.issn.1001-2303.2021.03.14
0? ? 前言
GH901材料屬于 Fe-43Ni-12Cr系的高溫合金,是利用添加Al,Ti元素形成金屬件化合物γ' [Ni3(Ti,Al)]來沉淀強化,同時采用Mo元素來固溶強化的鎳鐵鉻基高溫合金[1]。該合金在700 ℃時具有優良的抗氧化性能和較好的高溫強度,主要用于航空發動機、燃氣輪機以及汽輪機閥門中的高溫部件的制造。目前,隨著電力行業汽輪機設計參數的日趨提高,其主蒸汽溫度已經接近650 ℃甚至更高。因此很多核心部件開始使用GH901材料,并采用相應的表面改性工藝來提升該材料的高溫抗氧化、耐沖蝕等性能,如司太立合金的噴涂、熔覆等。司太立合金組織穩定性高,具有優良的高溫抗氧化性能和熱強度,且在應力條件下具有良好的耐汽蝕性能,被廣泛用于航空、汽車、高溫化工等工業閥門密封面、內燃機氣門、汽輪機末級葉片防水蝕等方面的堆焊,應用效果良好[2-3]。
文中通過在GH901材質表面進行單層及兩層的司太立合金的等離子噴焊,以研究等離子噴焊的次數對焊接接頭熱影響區組織性能的影響。
1 試驗過程
1.1 試驗材料
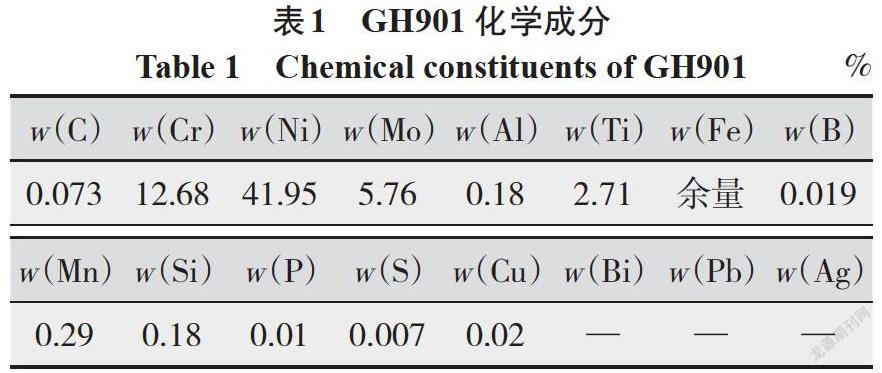
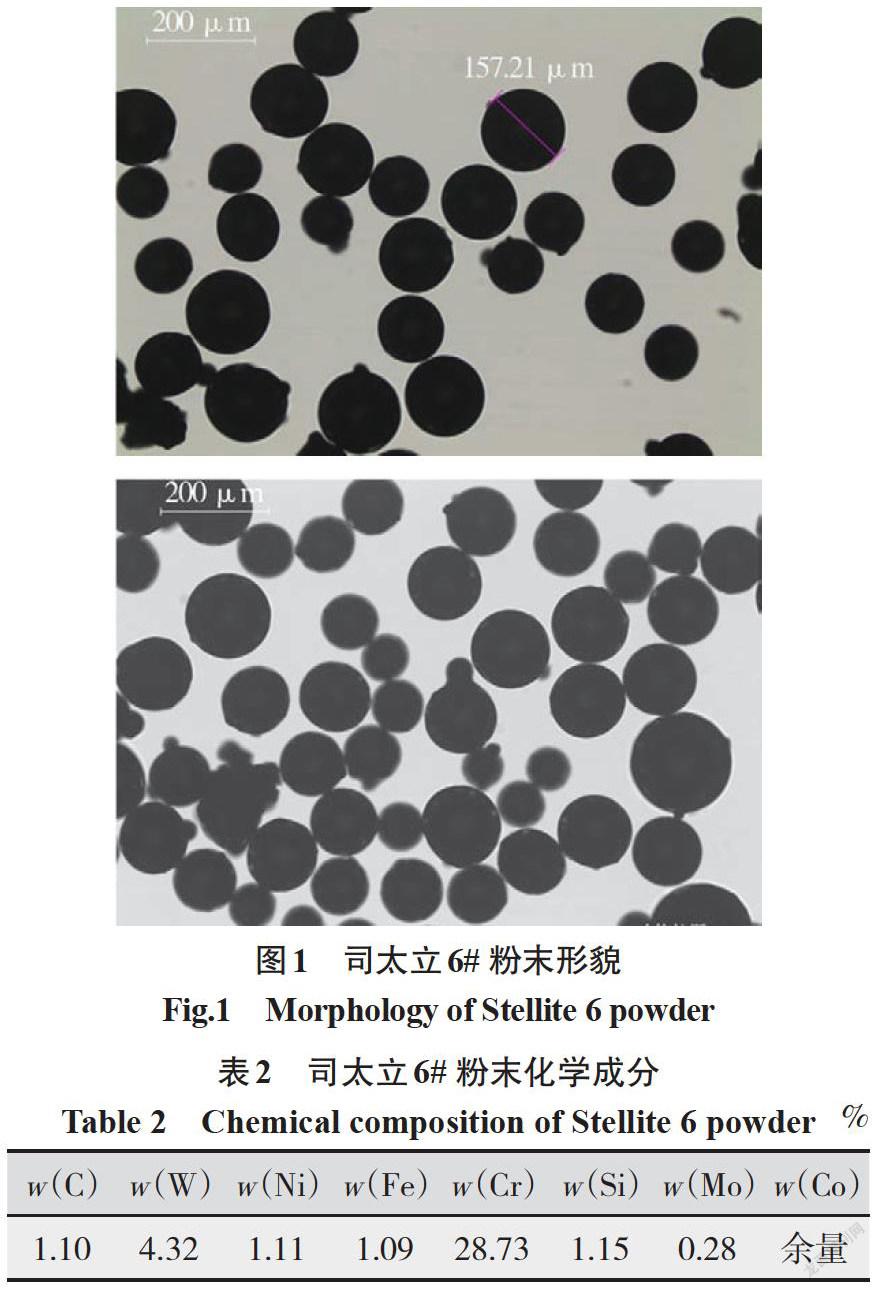
試驗材料為GH901,固溶態,1 070 ℃/3 h,水冷,其化學成分見表1。等離子噴焊使用司太立6#合金粉末,粒度80~270目,粉末形貌如圖1所示,化學成分見表2。
1.2 試驗過程
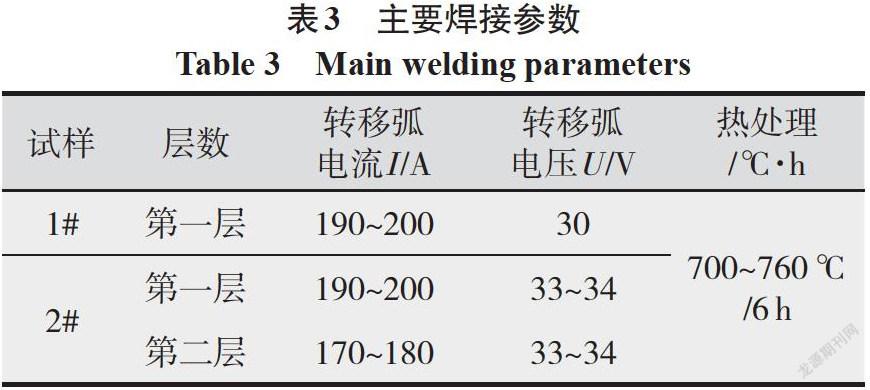
采用東汽自主研發的等離子粉末噴焊設備,以及250型同軸送粉的等離子噴焊槍,分別在GH901基體上噴焊一層(記為1#試樣)和兩層司太立6#合金(記為2#試樣),送粉氣、離子氣、保護氣均為99.999%氬氣,送粉量32~38 g/min。焊前使用天然氣進行400 ℃預熱,焊后進行相應熱處理。主要焊接參數見表3。
焊后熱處理采用電阻爐加熱,去應力熱處理后對試板用線切割進行取樣分析,分別對焊接接頭熱影響區、熔合線、焊層進行金相組織(40MAT顯微鏡)、顯微硬度(標樂5112維氏硬度計)分析,使用掃描電鏡(BRUKER EDS)重點對熔合線附近的熱影響區、熔合區的析出相、元素擴散情況等進行了分析。
2 試驗結果及分析
2.1 硬度分布
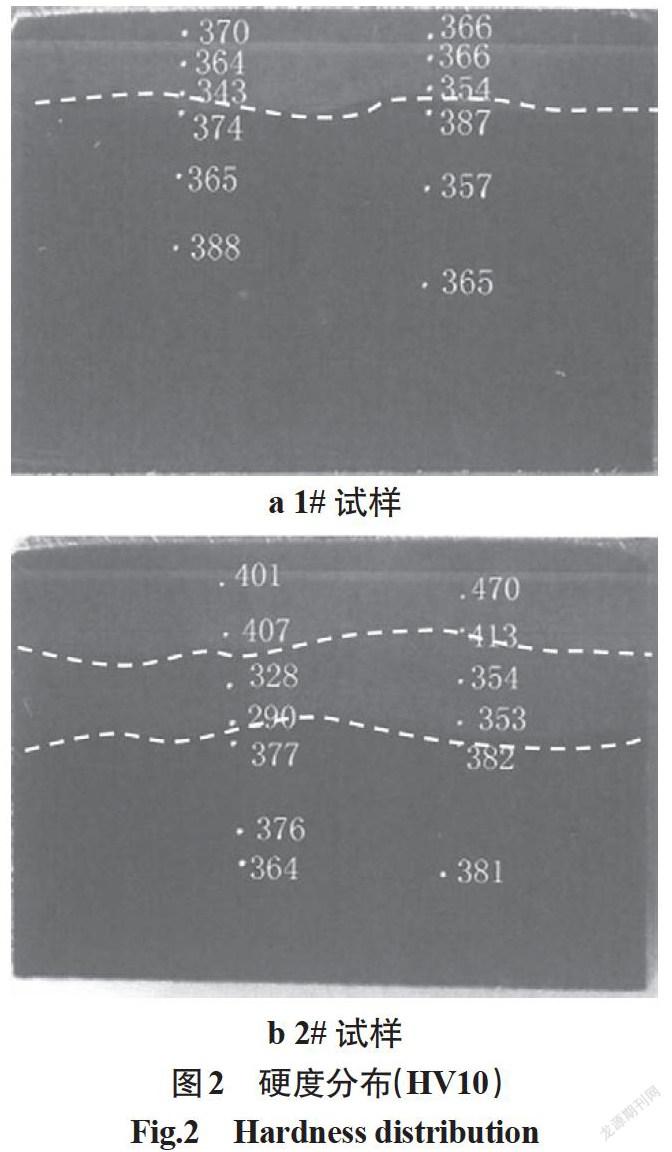
一層與兩層等離子噴焊司太立6#合金的熔覆層橫截面的維氏硬度測試結果,如圖2所示。
1#試樣:焊層厚度約為2.5 mm,硬度約為343~370 HV10,熔合線處焊層硬度最低,說明該焊層仍然處于被母材稀釋狀態。
2#試樣:焊層厚度約為4.5 mm,第一層焊層厚度約為2.5 mm,硬度290~354 HV10,說明該層為稀釋層,因此硬度偏低。另外,底層司太立合金在與基材的熔合線處硬度變化較大(290~353 HV),顯著低于母材硬度和司太立合金硬度,說明該區域存在元素的擴散及焊接熱循環影響引起的組織結構變化的可能。第二層焊層厚度約為2 mm,硬度407~470 HV10,說明該焊層已逐步過渡到純司太立層,硬度與司太立6#合金標稱硬度相符。
基材熱影響區宏觀硬度350~380 HV,與基體硬度差異不大。
2.2 組織分析
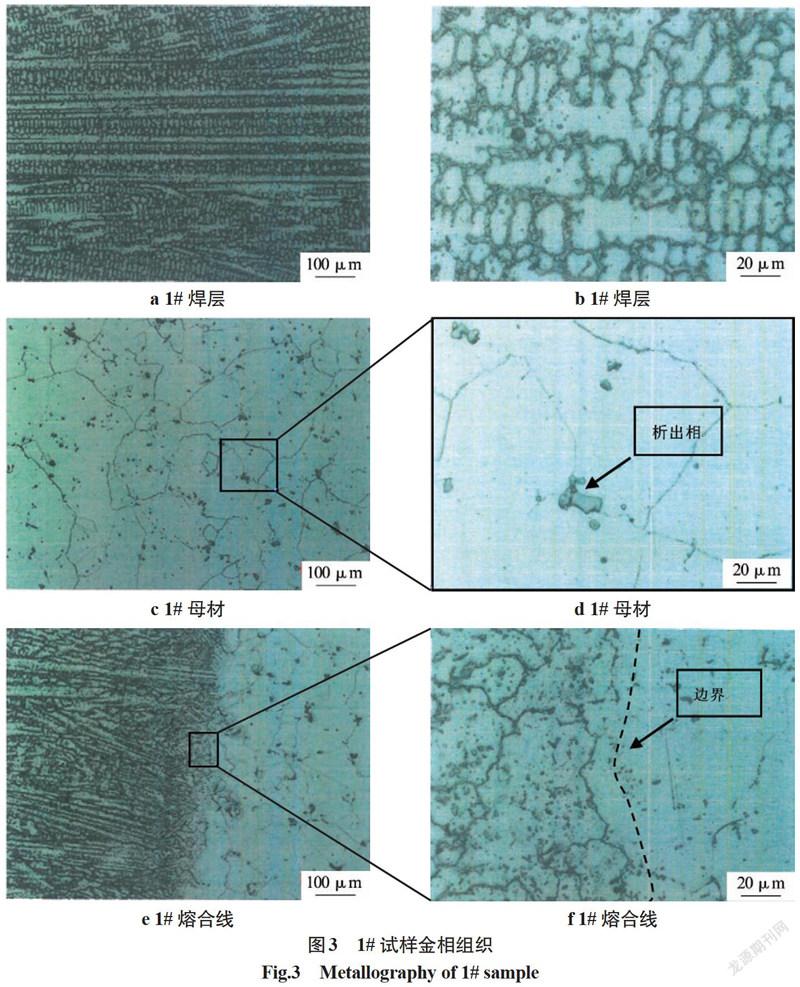
2.2.1 金相組織分析
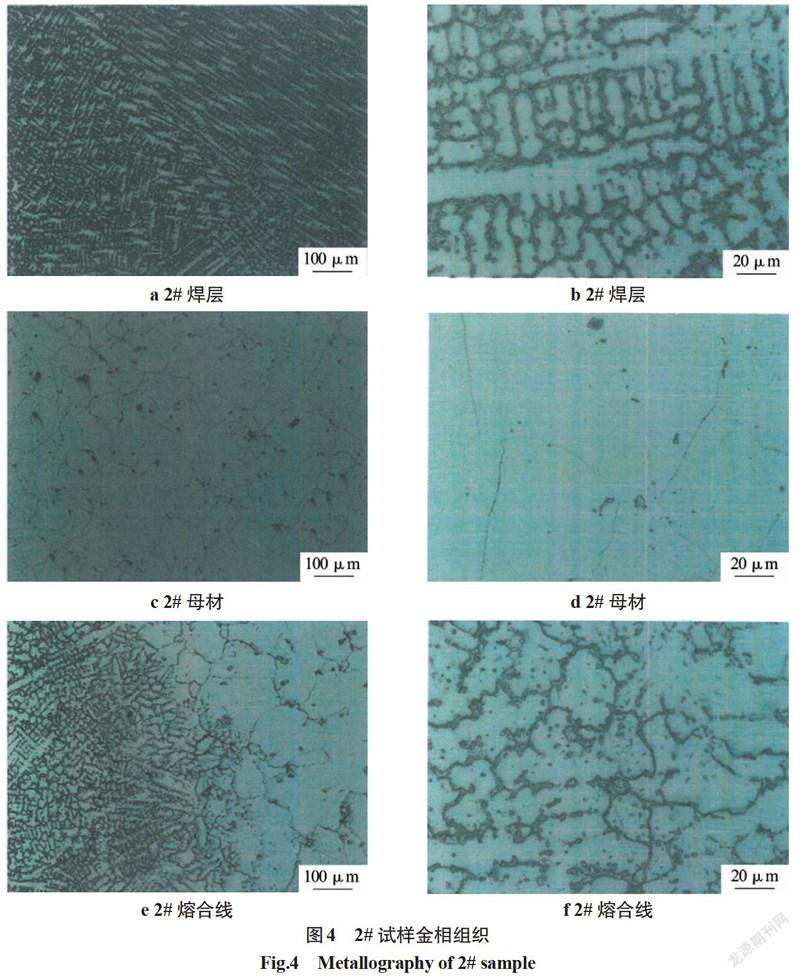
1#、2#試樣金相組織如圖3、圖4所示。由圖可知,PTA噴焊一層時,由于基體溫度較低,熔池溫度梯度大且規則,結晶的驅動力強,結晶速度更快,因此能使得結晶的Co的固溶體枝晶易于在垂直于溫度梯度方向生長且更加有序,枝晶也更長(見圖3a、4a)。當進行第2層噴焊時,由于焊接間隔時間短,基體溫度持續升高,除了電弧對枝晶的攪拌使其細化的作用外[4-5],熔池的溫度梯度更大且多向不均勻分布,因此形成的枝晶更加細小和無序。
母材熱影響區:其組織為奧氏體+少量析出相的過熱組織。析出相分布在晶粒晶界、晶粒內部,呈現顏色深淺不同的顆粒或塊狀形貌,大小以5~10 μm的居多,且兩層焊接比一層焊接趨于增多(見圖3f、圖4f)。這些化合物在OM觀察條件下,呈顏色深淺不一的特征。
熔合線:由于等離子能量更為集中,且兩層焊接時熱輸入更大,因此擴散效果更為強烈,焊層金屬與母材交織擴散區更寬,熔合線較單層時也變得曲折(見圖3e、4e);另外也可以看出,PTA噴焊兩層時,母材側形成的顆粒狀化合物更趨于向晶界富集,且數量更多。由圖4e、圖3f可知,在熔合線處有部分的焊層金屬向母材奧氏體晶界、晶內滲入。
焊層:為典型的司太立合金組織,由枝晶狀的Co-Cr固溶體基體和枝晶間的共晶組織(碳化物)構成,其枝狀晶也沿著溫度梯度的方向生長。
2.2.2 熱影響區析出相分析
使用掃描電鏡分析熔合線處,以研究熔合線處母材熱影響區的析出相情況,如圖5所示。由圖可知,PTA噴焊兩層時,熱影響區析出相較PTA噴焊一層時更多,且析出相的尺寸也由單層噴焊時的8~15 μm增加到雙層噴焊時的23 μm。這說明析出相在兩層噴焊的熱循環過程中出現了富集長大的趨勢。
何朋飛等人[6]認為,在熱影響區內析出的塊狀的黑色顆粒物為Ti2(SC),白色塊狀物為富Ni相、富Mo相和碳化物組成。董健[7]研究認為,該化合物主要是TiC,為一次或二次碳化物,是在熱處理或長期時效時形成的。當該碳化物含量適當時,能起到阻礙晶粒長大和晶界滑移的作用[8],但若控制不當,將會導致合金力學性能和工藝性能下降。王懷柳[9]等人通過EDS及XRD等分析認為,該沿晶界析出的相主要是(Ti,Mo)C等化合物,該(Ti,Mo)C型化合物是在760~803 ℃時效時產生,且需要較高溫度和較長時間才能溶解。文中試樣均使用超過700 ℃的熱處理溫度,顯然也未能將其溶解。裴丙紅[10]研究指出,所有的二次析出相能完全溶解的溫度為1 070 ℃,遠遠高于文中700 ℃熱處理溫度。
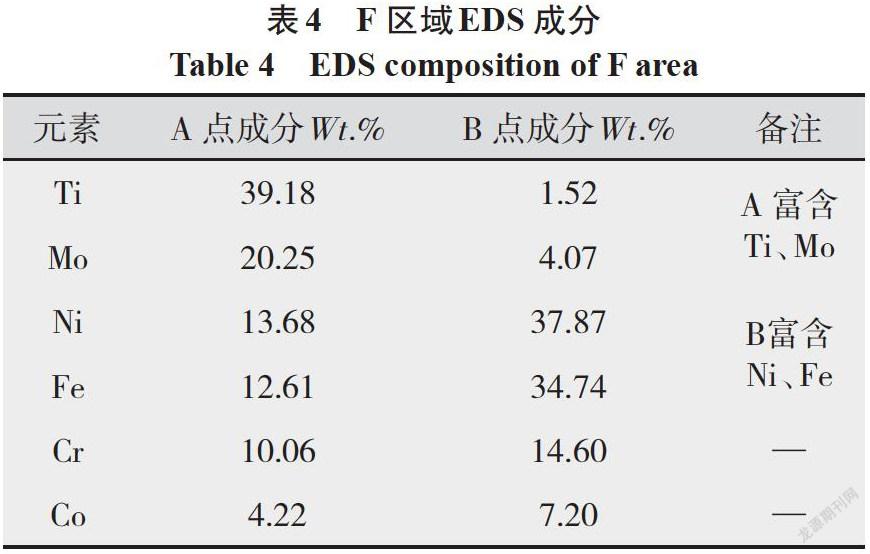
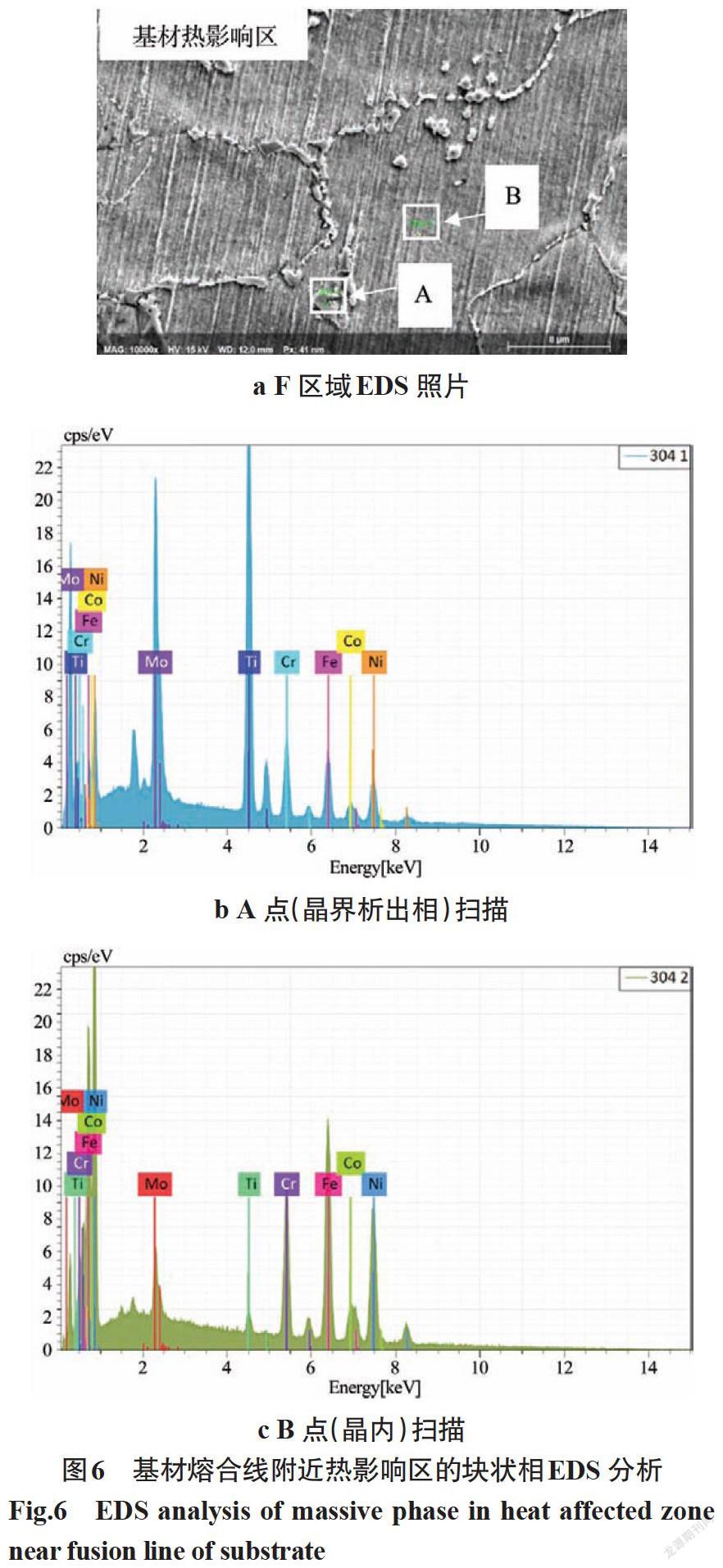
使用EDS對2#試樣基材熔合線附近熱影響區的塊狀相進行分析(見圖5b中F區域),具體如圖6所示,成分如表4所示。由圖6可知,奧氏體晶界處布滿的白色析出相主要為富Ti、富Mo化合物,且呈連續帶狀分布,寬度約為2~4 μm。由EDS成分分析來看,其成分符合王懷柳[9]等人的分析結果,即該析出相為(Ti,Mo)C型化合物,該化合物應該是在焊接過程中產生的。另外,基體組織奧氏體晶內主要成分為Ni、Fe元素,Ti元素含量極低。
分析原因:由于從焊接一層到焊接兩層,冷卻速度變慢,基體溫度急劇升高,高于時效溫度,沉淀硬化相開始析出。同時高溫使原子擴散能力也趨于增加,加之焊接接頭在高溫段內的停留時間延長,進而為析出相的生長、富集、長大提供了結晶動力,于是析出相(Ti,Mo)C的數量和尺寸都增加。
對此有文獻指出,C含量增加,會形成更多的(Ti,Mo)C,而TiC的結合要消耗掉主要的強化元素Ti,這會使得γ'相數量減少,弱化合金[11],因此要控制C含量。Yin等人[12]也提出碳化物的析出量和析出形態均會對合金力學性能產生重要影響,彌散分布且尺寸較小的碳化物形貌是最優的。
2.2.3 熔合線元素擴散分析
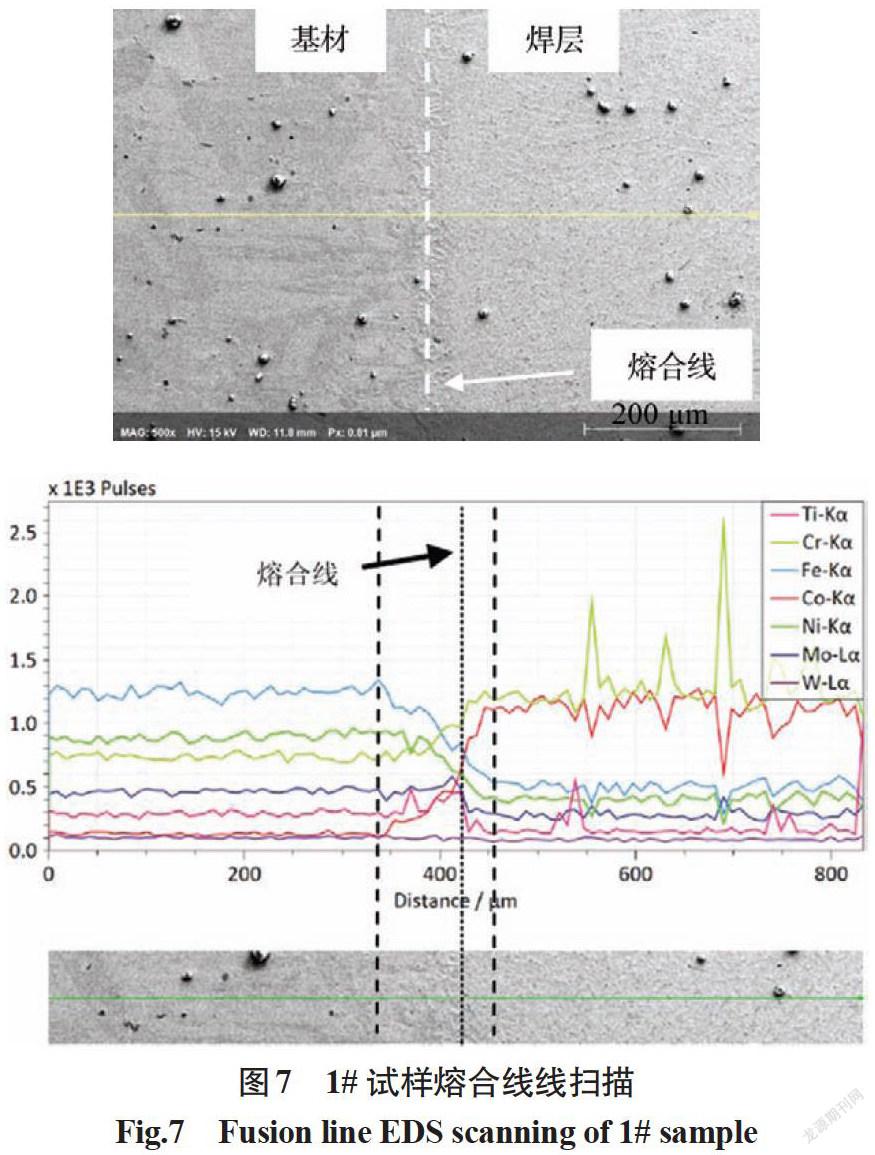
1#和2#試樣熔合線附近約800μm范圍內的微觀金相和EDS線掃描數據如圖7、圖8所示。由微觀照片可知,析出相明顯在熔合線兩側分布得更多。
由圖7可知,基材的熱影響區元素成分起伏較為均勻;在司太立合金側,Cr元素與Co元素的分布曲線波峰波谷呈現上下對稱形態,對該Cr、Co波峰處A區(圖8中A區)組織進行面掃描(見圖9),表明波峰、波谷是由于Co-Cr的固溶體和固溶體枝晶間的富Cr化合物(如Cr23C7等)引起的[13];其次,Fe、Ni元素從基材含量減少至0.5脈沖單位以下,擴散距離約為150μm。其他元素在司太立合金一側的分布相對規則,而波峰波谷主要與析出相的富集有關。
由圖8可知,Fe、Ni的擴散距離約為250 μm,大于一層噴焊時擴散的距離,并與Ti、Cr元素的擴散距離一致。在司太立合金一側,Cr、Ti、Co、Mo元素成分的起伏較一層司太立噴焊時的更為明顯,說明兩層噴焊時的焊接熱循環對第一層熔合界面向基材推進、元素擴散會產生較大影響。這是因為兩層噴焊時,第一層司太立合金與基體之間的熔合界面僅受到熱循環的影響而沒有參與等離子弧對基體的攪拌混合,而第一層與第二層之間除了等離子弧的攪拌作用外,還有更為強烈的熱影響。因此焊接熱循環是造成司太立合金與基體及第二層噴焊層的元素之間擴散增強、析出相增多的主要原因。此外,司太立合金層與GH901基體之間的成分差異較大,且元素擴散系數不同[14],也加劇了元素的擴散。司太立合金含C量較高,主要形成Cr23C6等共晶相;GH901含C量極低,這主要是為了控制Ti的碳、氮化物的形成和分布[15]。
根據菲克第一定律:
式中 J為擴散通量;D為擴散系數;dc/dx為體積濃度梯度。由式(1)可知,只要存在濃度梯度,原子就會擴散以達到成分均勻的目的[16]。這是高溫熱擴散的一個基本動力。
由此可知,GH901對焊接熱循環非常敏感,兩層焊接使得基體溫度高于時效溫度,導致元素擴散加劇,擴散區增大、沉淀析出相明顯增加。
2.3 接頭組織分區淺析
對于等離子熔覆時接頭熱場的分布,國內報道較多。劉崗[14]等人對等離子熱場使用Ansys軟件進行了模擬,研究得出:等離子束能量非常集中,溫度梯度更大。尤其在光斑方向前端溫度最高,等溫線分布密集,而在移動方向熔池的后端,等溫線稀疏。
本試驗條件下,噴焊一層時,電弧對熔池的攪拌作用最為明顯,形成較寬的攪拌擴散區,同時由于基體溫度場的存在,元素在高溫下的自由擴散同樣存在,只是溫度場持續時間短,因此擴散距離微小,熱擴散區很窄,往往只有微米級。
噴焊兩層時,第一層焊道合金層之間的熱擴散區、攪拌擴散區在第二層焊接熱循環下逐步增加,同時第二層噴焊合金又對第一層合金具有電弧攪拌作用,就使得整個焊接接頭出現了4個熱擴散區和2個攪拌擴散區。在它們的綜合作用下,第一層司太立合金的稀釋率增大,硬度下降。這說明第一層焊接時的熱循環對于第一層司太立合金與母材之間的擴散影響較大,對熱影響區的影響最大。
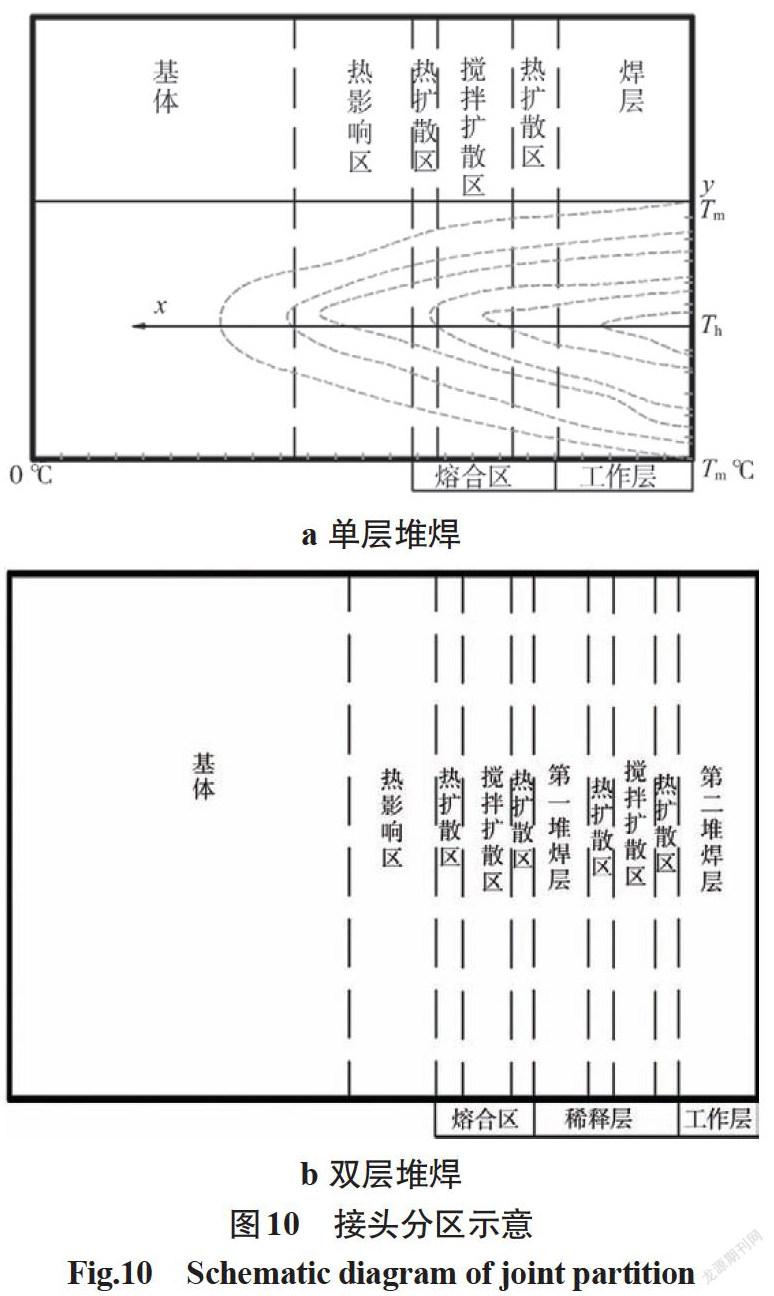
綜合來看,噴焊接頭區域與溫度場示意如圖10所示,即取焊道橫截面進行分析:隨著熔池中心的最高溫度(Th)向基體內擴散,其中溫度場沿著Tm→0(℃)軸逐步衰減,直至衰至0 ℃。由于溫度場內光斑區溫度最高,因此接頭等溫線稀疏的左側,其元素的高溫熱擴散區小于右側等溫線密集區域。因此,可將焊接接頭劃分為焊層、熱擴散區、攪拌擴散區、熱擴散區和焊層5個分區,如圖10所示。由圖可知,對于沉淀硬化高溫合金的表面改性或焊接,應使用較低的熱輸入和熱循環次數,盡量減少熱擴散區,才能獲得較小的熔合區。
對于析出相的分布主要集中在熔合線兩側的擴散區,這可能是因為焊接過程中由于等離子弧對界面金屬的攪拌作用使得元素激烈混合、擴散至熔合線的兩側,形成較大的成分梯度,具備析出相大量生成的成分及動力學條件,當基體溫度超過時效溫度且保持較長時間后,析出相開始大量析出、富集長大[15]。
4 結論
(1)采用PTA方式在GH901上進行司太立合金層的制備,在其熔合線基材晶界及晶內會析出碳化物相,且隨著噴焊熱循環次數的增加,熔合線處母材及噴焊層雙方元素的相互擴散距離增加。兩層噴焊時,該擴散區內硬度低于單層焊接時的。
(2)采用等離子噴焊司太立6#合金,在本次焊接熱循環條件下,熔合線附近熱影響區的晶界或晶內出現了粗大析出相,該析出相是在焊接高溫熱循環過程中形成的。
(3)在GH901基材上等離子噴焊司太立6#合金,兩次焊接熱循環對析出相的狀態和分布有顯著影響。與一層噴焊相比,兩層噴焊時司太立合金元素與基體之間的高溫擴散是其擴散區增大、析出相增多的主要原因。
(4)在GH901基材上噴焊司太立合金的過程中,熱影響區形成的碳化物的含量及大小與焊接熱循環的溫度及次數、焊材的含碳量密切相關。
參考文獻:
王懷柳,曾令軍,劉永新,等. GH901合金的碳化物偏聚[J].鋼鐵研究學報,2003,15(7):409-501.
劉玉珍,桂業煒.司太立合金的性能及應用[J]. 機械工程材料,1992,16(6):1-2.
章友誼,孫學杰,冉傳海. 1Cr12Ni2W1Mo1V不銹鋼表面等離子堆焊司太立熔覆層的組織及性能[J].材料保護,2019,52(1):88-91.
周方明,錢乙余,張景,等.鉭薄壁管GTA焊接接頭晶粒細化機理[J].焊接學報,2006,27(6):41-44.
王威,軒福貞,繆竹駿,等.不同冷速下GH4169高溫合金凝固過程的原位觀察[J].機械工程材料,2011,35(9):64-71.
何朋飛,謝億,屈國民,主汽閥閥桿GH901斷裂分析[J]. 熱加工工藝,2015(22): 232-234.
董健,GH901合金碳化物的研究[J].金屬材料與冶金工程,2009,37(4):19-21.
張紅斌,譯,IN901合金的塑性,Incoloy 901 合金譯文集.
王懷柳,曾令軍,劉永新,等.GH901合金的碳化物偏聚[J]. 鋼鐵研究學報,2003,15(7):409-501.
裴丙紅.熱處理對GH901合金的力學性能和晶粒組織的影響[J].特鋼技術,2008,14(54):14-16.
王濤,鄭振太,董天順,等.脈沖TIG焊接工藝參數對Inconel 601H鎳基合金焊縫晶粒大小的影響[J].焊接學報,2015,36(4):109-112.
秦人驥,揭念柱.大容量汽輪機末級動葉片防水蝕工藝分析[J].發電設備,2009(3):198-200.
岳龍,俞建榮,鄧祎楠,等. TLP焊接工藝對接頭界面元素擴散及力學性能的影響[J]. 熱加工工藝,2016,13(45):26-28.
劉崗,胡永俊.高錳鋼上等離子熔覆Ni60鎳基合金的溫度場模擬[J].電鍍與涂飾,2016,6(35):326-327.
董健. GH901合金碳化物的研究[J]. 金屬材料與冶金工程,2009,37(4):19-21.
陳國良.高溫合金學[M]. 北京:冶金工業出版社,1988.
