X65鋼管焊接工藝分析及質量控制
2021-09-10 06:12:10孫強段英新蘇衍福黃江中趙翠華武丙東
電焊機 2021年3期
孫強 段英新 蘇衍福 黃江中 趙翠華 武丙東


摘要:X65鋼管工程應用極為廣泛,管道焊接技術不斷發展、更新,但是氣體保護焊及手工焊仍然有不可替代的地位。本文通過大壁厚X65鋼管的手工焊和氣體保護焊兩種工藝評定,設置合理的試驗參數,分析二種焊接方法的理化試驗性能差別,并根據管道流體介質,增加了抗硫化物應力腐蝕開裂性能試驗(SSC)。針對該管道應用于海洋工程對施工環境要求相對苛刻,提出了相應的焊接過程質量控制方案,相關內容對工程制造具有很好的參考價值。
關鍵詞:X65;氣保護藥芯焊;手把焊;SSC
中圖分類號:TG457? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)03-0100-03
DOI:10.7512/j.issn.1001-2303.2021.03.18
0? ? 前言
X65鋼管海洋工程應用極為廣泛,管道焊接技術不斷發展、更新,但氣體保護焊及手工焊仍然有不可替代的地位。在海洋服役環境中對X65鋼管要求更為苛刻,嚴格保證焊接質量的同時還要具備一定抗腐蝕能力。下面將介紹對于X65鋼管,相同管徑壁厚及焊接標準下,通過對E81T1-NI1M、E8018-C3 H4R二種牌號焊材試件進行檢測,分析其焊接性并提出焊接質量控制要點。
1 焊接方法及焊接材料的選擇
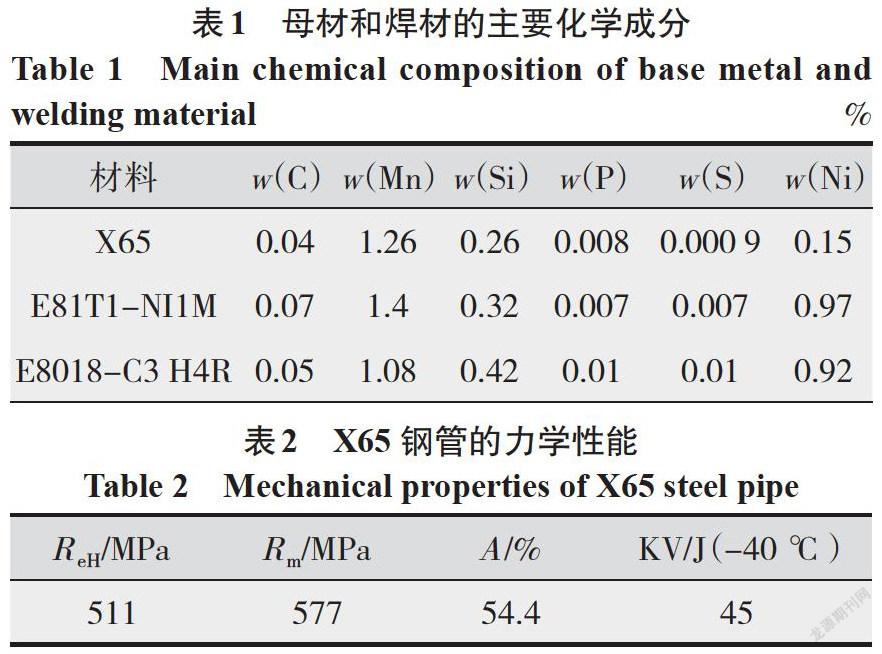
本工藝采用寶鋼生產X65級別鋼管,其化學成分和力學性能的實測結果見表1、表2。考慮到生產效率、焊縫質量和設備的應用實際情況等因素,故選擇手工焊條和藥芯焊絲對鋼管分別進行焊接。
X65作為低碳鋼應選用與母材相匹配的焊接材料,為形成具有良好低溫韌性的返修焊接接頭,選用低氫型焊條及藥芯焊絲,擴散氫含量<5 mL/100 g。本研究選取以下2種牌號焊材:E81T1-NI1M(AWS A5.29)、E8018-C3 H4R(AWS A5.5)。焊材金屬的化學成分見表1。焊接前采用密封包裝狀態,便于焊工操作施焊。
2 焊接工藝試驗
試驗管尺寸為φ610 mm×厚20.6 mm,采用30°坡口,組對坡口如圖1所示。焊件組對避免出現錯邊,焊前使用砂輪打磨清理坡口邊緣15 mm范圍內的鐵銹等雜質,直至露出金屬光澤。焊前采取氧乙炔火焰預熱,預熱溫度至50 ℃,焊后在200 ℃時進行水冷降溫至60 ℃。氣體保護焊和手工焊兩組工藝(E8018-C3 H4R、E81T1-NI1M)均采用6G位置焊接,根據經驗及現場實際應用設計的工藝參數如表3所示[1]。
3 焊接檢測結果與分析
焊接24 h后對焊件進行外觀、NDT檢測(RT、UT、MT)顯示結果全部合格。對焊縫外觀質量檢查,無表面氣孔、夾渣、咬邊、裂紋等缺陷。
對遵循標準及項目規格書制取的力學性能試樣,進行了拉伸、彎曲、缺口錘斷、沖擊、硬度試驗及抗硫化物應力腐蝕開裂性能試驗。
3.1 拉伸試驗
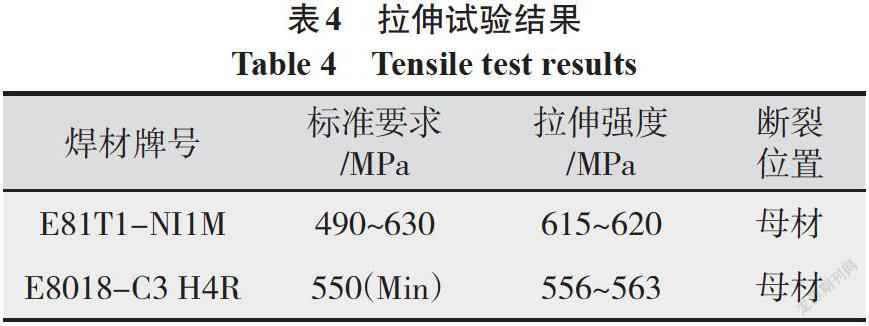
API標準要求試樣焊縫的抗拉強度不小于母材的最小名義抗拉強度的95%。拉伸試驗結果見表4[2]。由表4可見,斷裂發生在母材位置的試樣,其焊縫拉伸強度均高于母材最小名義;試驗結果表明,兩種焊材焊接的X65鋼管接頭拉伸性能符合相關標準要求,焊縫接頭性能合格。且E81T1-NI1M試件的屈服強度、抗拉強度和延伸率略高于E8018-C3 H4R試件,表現出前者焊材的優越性能。
3.2 彎曲試驗及缺口錘斷試驗
試驗執行API 1104標準,沿厚度方向截取8個彎曲試樣及4個缺口錘斷試樣,進行側彎及拉伸試驗。彎曲試驗條件為壓頭直徑90 mm,彎曲角180°,試驗彎曲面及截斷面金屬密實,無氣孔、裂紋及夾渣出現,符合標準要求。
3.3 沖擊試驗
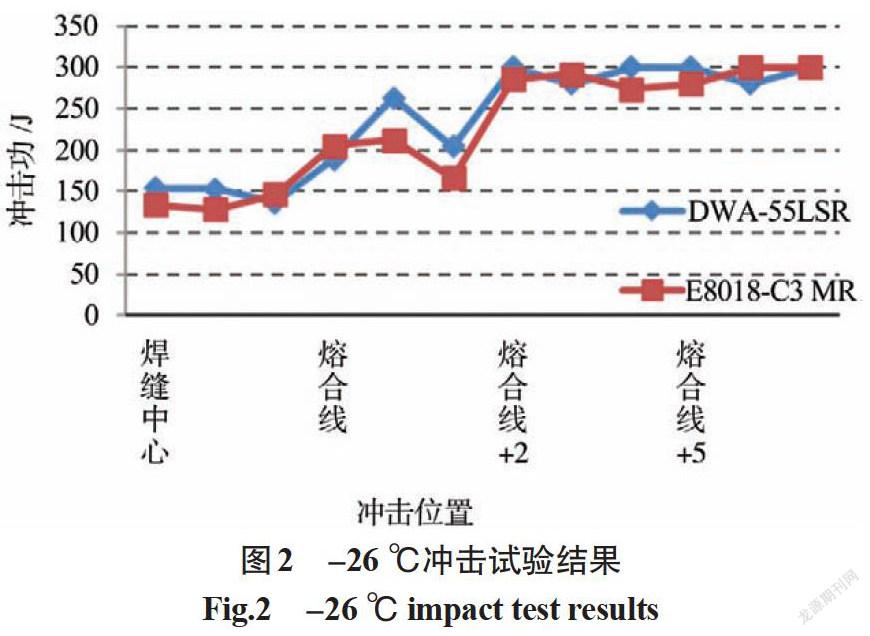
區別于API 1103標準要求,額外進行了沖擊試驗,執行ASME SA370標準,沖擊試驗結果見圖2[3]。
由圖2可見,X65鋼焊接接頭的焊縫及熱影響區沖擊性能滿足項目-26 ℃沖擊韌性要求,單個沖擊功AkV≥34 J,平均吸收功AkV≥46 J(每點各代表一個試件);由圖可知,焊縫中心、熔合線位置的沖擊較低,通過對比沖擊試驗點線圖可知,氣體保護焊沖擊性能與手工焊近乎相當。
3.4 硬度和宏觀試驗
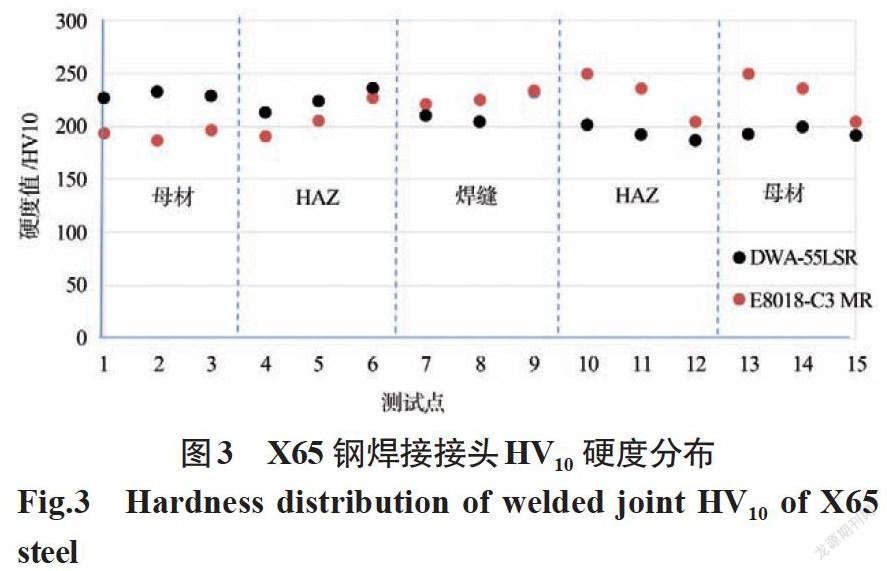
為與API 1104標準要求進行區分,額外進行了硬度和宏觀試驗,執行ASTM E384-11e1標準。通過對焊縫宏觀檢查(見圖3)[4],發現焊縫完全焊透,無裂紋等缺陷。如圖3所示,熱影響區(HAZ)附近硬度稍大,根據項目要求,兩種焊材的硬度值均在可接受范圍(≤248 HV10)。
3.5 抗硫化物應力腐蝕開裂性能試驗(SSC)
按應用項目要求,進行了硫化物應力腐蝕開裂性能試驗,執行NACE TM 0177標準[5],通99.5%的硫化氫氣體,壓力為0.1 MPa(1 bar),溫度為(24±3)℃的試驗條件下進行720 h SSC試驗。
試驗前pH值2.8,試驗后pH值3.8。720 h前后清洗10倍對受拉面進行宏觀檢測,結果顯示無斷裂且受拉面無可見SSC裂紋。
4 質量控制
焊接環境要求出現陰冷、雨雪,鹽水霧或大風等可能會影響焊接質量的天氣時,不允許焊接。焊接過程需有必要的防風措施,風速不大于8 m/s,避免氣溫、風等原因影響焊接施工。
坡口外電弧擊傷是不可接受的。因電弧擊傷引起的母材受損可以打磨去除,打磨后要做磁粉檢測以確認沒有裂紋,并用超聲波檢測該部位母材厚度,以確保剩余母材厚度不小于母材最小允許厚度。
采用電動鋼刷打磨15 mm區域,無水分、油污、碳化物等影響焊接質量的雜質存在。
焊接前必須預熱,可使用烤把或電加熱方法進行預熱,但不應高于最低值50 ℃。
焊接前使用高斯表,檢查磁場是否太高或在管上是否分布不均,在管件上每90°測量一個點,4個測量點平均值不超過2.0 mT,最大單值不超過2.5 mT [6]。
焊接中使用外對口器時,必須根焊完畢才能動管。使用外對管器時,根焊50%后方可撤掉外對管器。焊接過程不應中斷,如中斷則應在中斷前至少完成3道焊縫或壁厚的一半厚度的焊接。并采用絕熱材料包裹焊縫,使焊縫緩慢冷卻。在重新施焊前,應將未完成的焊接接頭重新預熱至焊接程序規定溫度。
返修焊接氣刨前必須進行預熱,預熱溫度與焊接溫度相同,氣刨區域坡口打磨至金屬光澤,并進行磁粉檢驗以確保缺陷被去除。返修焊最大層間溫度應與焊接溫度一致并且不超過250 ℃。返修焊接過程不得中斷。
為防止產生氣孔缺欠,保護氣體純度應不低于99.99%,氣體流量設定在17~19 L/min,氣流量太低會造成保護氣體不足,氣流量太高有可能在熔池內形成紊流,降低保護效果,不利于保護氣體從熔池中溢出,容易產生氣孔缺陷。
為防止產生熱裂紋缺陷,應采用較小的焊接熱輸入,采用多層多道焊。為獲得良好焊縫成形,焊接時需適當擺動。
5 結論
通過對E8018-C3 H4R、E81T1-NI1M二種牌號焊材焊接X65鋼力學性能分析,采用設計合理的焊接工藝并嚴格控制焊接過程,可以得到合格的焊接接頭,其具有較強低溫沖擊韌性,在SSC試驗環境下對硫致應力腐蝕開裂傾向不敏感;手工電弧焊焊條E8018-C3 H4R、藥芯氣體保護焊焊絲E81T1-NI1M在全位置焊接X65鋼管試件中表現出良好的力學性能,滿足項目規范要求。
參考文獻:
孫強,秦穎,黃江中,等.船用高強度鋼埋弧焊材焊接工藝[J].電焊機,2018,48(2):126-129,134.
API 1104-2013,美國管道和相關設施的焊接標準,Wel-ding of Pipelines and Related Facilities[S].
ASTM A370-15,鋼制品力學性能試驗的標準試驗方法和定義,Standard Test Methods and Definitions for Mechani-cal Testing of Ste[S].
ASTM E384-11e1-11,材料的努氏和維氏硬度標準試驗方法,Standard Test Methods for Knoop and Vickers Hard-ness of Materials[S].
NACE TM 0177 H2S,環境中抗特殊形式的環境開裂材料的實驗室試驗方法,Laboratory Testing of Metals for Resistance to Sulfide Stress Cracking and Stress Corrosion Cracking in H2S Environments[S].
DNVGL-ST-F101,海底管道標準,Submarine pipeline sy-stems[S].
