調角器總成激光穿透焊工藝研究
2021-09-10 06:12:10張亨王云玉張克梁
電焊機 2021年3期
張亨 王云玉 張克梁
摘要:激光焊工藝能量密度高、精度高、熱影響區和焊接變形小,適用于汽車精密零部件的焊接。針對座椅調角器與3 mm厚連接板的連接,采用激光穿透焊替代電弧焊,結構上無需預留工藝開口,產品設計更加柔性化;調整激光焊接的工藝參數,分析各工藝參數對焊接質量的影響,當激光功率為2 200 W、焊接速度為20 mm/s、負離焦量為5 mm時,可獲得較好的焊縫外觀質量,在滿足多條焊縫緊密布置的同時,其焊接熔深達到3.9 mm以上。
關鍵詞:激光穿透焊;調角器;工藝優化
中圖分類號:TG456.7? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)03-0103-04
DOI:10.7512/j.issn.1001-2303.2021.03.19
0? ? 前言
激光穿透焊的原理是當光束集中在工件表面上時,功率密度可達1×107 W/cm2以上,在極短時間內使金屬汽化,從而在液態熔池中形成小孔,稱為匙孔[1]。光束穿透到匙孔內部,通過傳熱獲得較大的焊接熔深,當激光束和工件發生相對運動時,液態金屬在小孔后方流動,逐漸凝固,形成焊縫[2-4]。焊接時,激光在遠離工件表面的一定位置進行輸出,避免干涉,工裝設計也更加靈活。
汽車座椅調角器為精密安全零部件,用其將座椅靠背骨架與座墊骨架連接,實現座椅靠背的角度調節作用。目前市場上主要采用弧焊及激光焊兩種工藝來實現調角器與骨架的連接。激光焊可通過功率調節,實現焊接能量輸入的精密控制,具有光斑面積小、焊接質量佳、工作熱影響區小、變形小,深寬比大等優點[5-6],故座椅調角器采用激光焊工藝替代弧焊工藝,在保證功能性、安全性的同時,可使產品設計、工裝更加柔性化,生產效率明顯提高。
1 試驗設計與方法
1.1 試驗設備
試驗采用光纖激光器工作站,現場設備見圖1。焊接功率200~3 000 W連續可調,波長1 070 nm,配備自熔焊接頭,可對光纖激光進行準直括束整形、聚焦。為了滿足不同產品工藝驗證,將焊接頭固定在六軸機器人上,機器人型號為安川GP-25,重復定位精度±0.06 mm,焊接時靈活移動,精準定位。試驗開始前進行校準,保證焊接時激光聚焦在工件表面,此時零件表面光斑面積最小,能量密度最高。
1.2 試驗產品
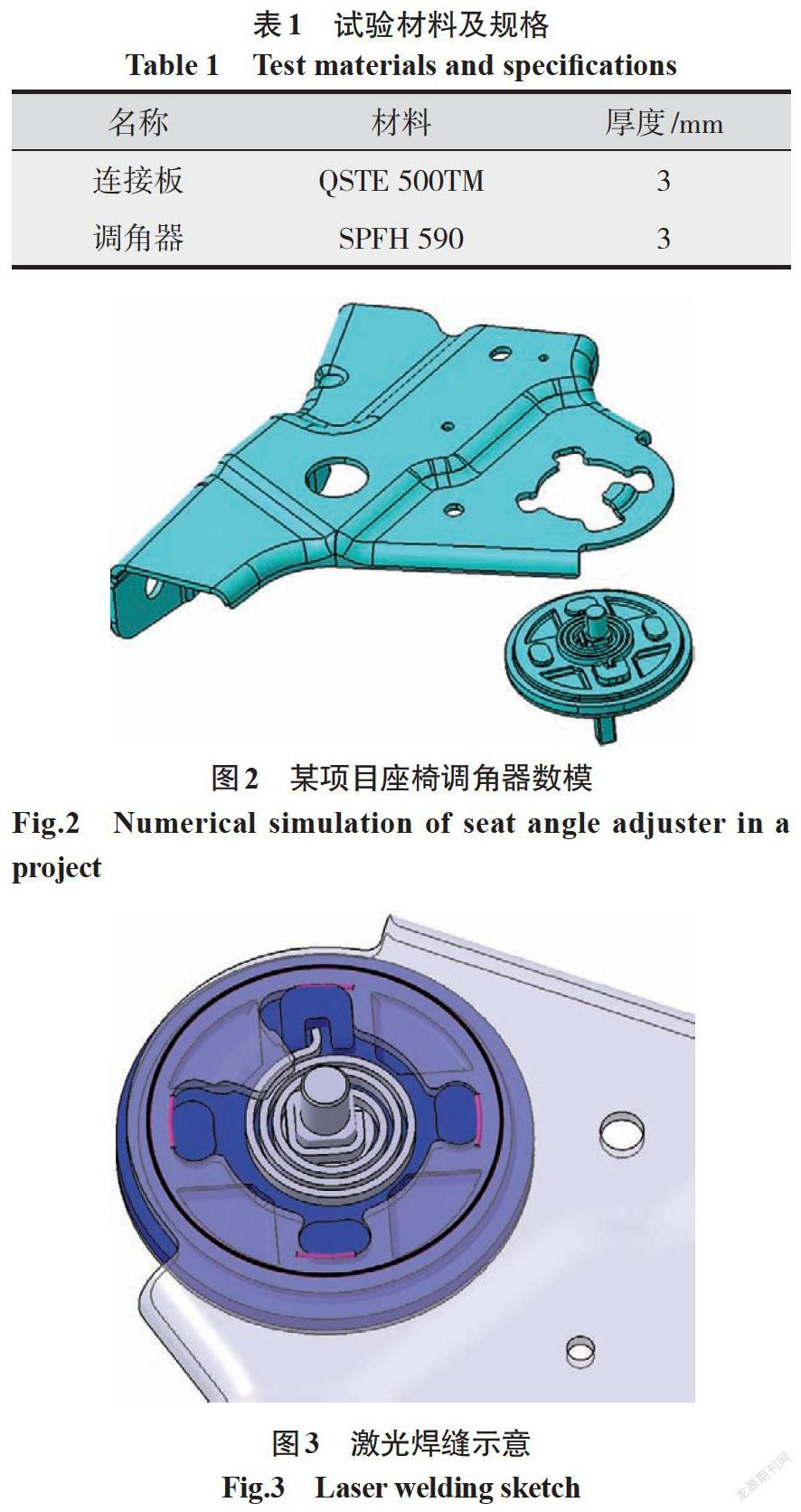
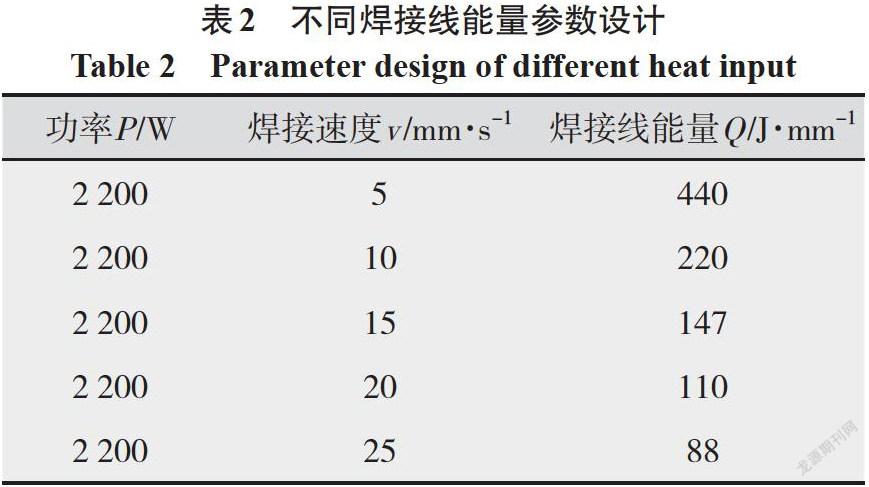
座椅調角器總成件由調角器及連接板組成,材料及規格如表1所示,3D數模如圖2所示。采用激光穿透焊工藝,產品結構可靈活優化,無需預留傳統弧焊開口或者搭接面。試驗時采用簡易工裝將產品水平定位夾緊,保證平面間隙小于0.2 mm。激光焊縫示意如圖3所示,由5條焊縫組成(黑色線),焊縫布置緊密,外圈圓焊縫距邊緣距離為4 mm,內圈4條弧形焊縫與外圓焊縫距離4 mm。
1.3 工藝參數設計與結果
1.3.1 焊接線能量對焊接質量的影響
焊接線能量為焊接功率與焊接速度的比值,在前期一定的實驗數據積累下,針對3 mm與3 mm低碳鋼激光穿透焊接,工藝驗證時選擇輸出功率為2 200 W,通過調整機器手焊接時的移動速度(5~30 mm/s),實現不同梯度的熱輸入量。試驗工藝參數設計如表2所示。
離焦量是指工件表面偏離焦點平面的距離,聚焦平面位于工件上方為正離焦,位于工件下方為負離焦,激光光斑在焦點處面積最小,功率密度最大,正負離焦量相等時,平面功率密度相同,但實際產生的熔池效果并不同。負離焦時,材料內部功率密度比表面高,容易形成更強的熔化、使光能向材料更深處傳遞[7-8]。
在離焦量為0 mm時,按照不同梯度的焊接線能量進行試驗,焊后觀察表面質量,測量焊縫相關數據,結果如表3所示。
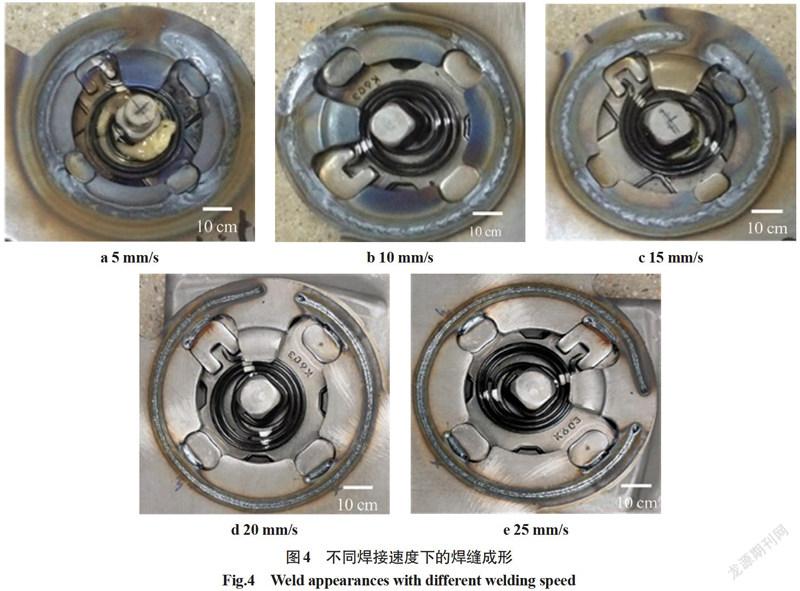
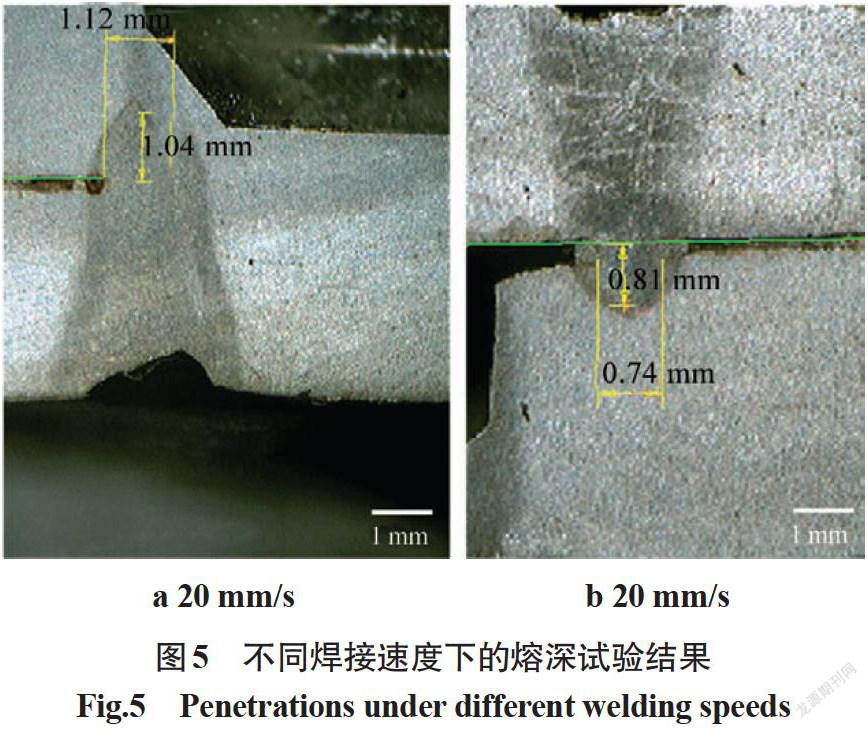
不同焊接速度下的焊縫成形如圖4所示。由圖可知,當焊接速度為5~15 mm/時(見圖4a、4b),焊接線能量較大,正面焊縫寬度較寬(見表3),內外圓焊縫熔合,內圈焊接塌陷;當焊接速度為15 mm/s時(見圖4c),焊接質量有所改善,但是熱影響區寬度較大(見表3),內外圈焊縫熔接。當焊接速度為20~25 mm/s時,焊接表面質量較好,焊縫寬度約為1 mm(見表3),內外圓焊縫未發生熔合現象。不同焊接速度下的熔深試驗結果如圖5所示。由圖5可知,當焊接速度為20~25 mm/s時,上層板材3 mm厚度均穿透,一般激光穿透焊產品熔深要求大于板材厚度的30 %;當焊接速度在20 mm/s時,下層零件熔深1.04 mm,滿足激光焊接技術要求。
1.3.2 離焦量對焊接熔深的影響
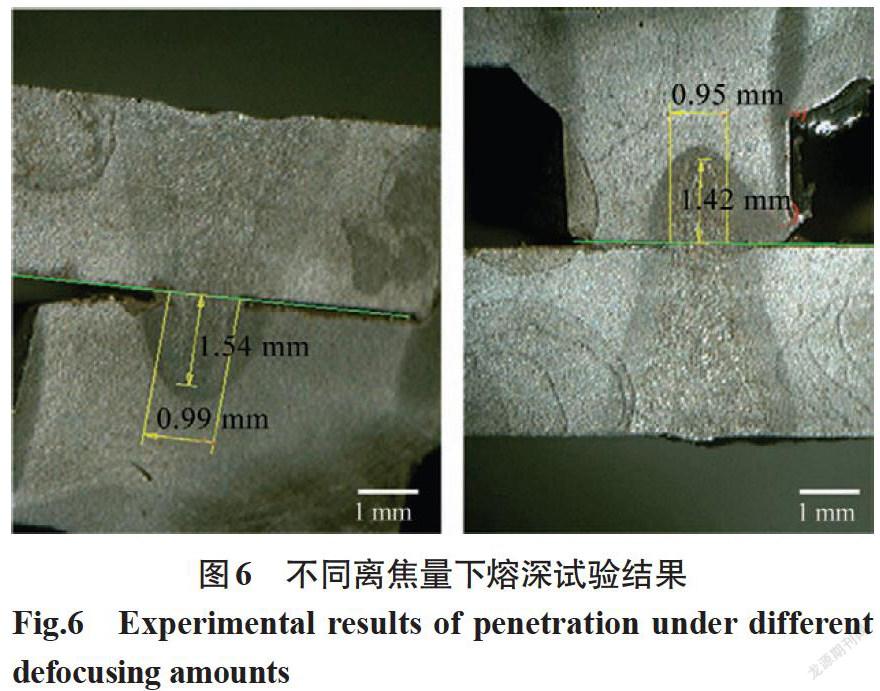
功率選擇2 200 W、焊接速度20 mm/s,通過調整機器手,設定為負離焦量5 mm焊接,熔深結果如圖6所示。對比圖4,焊接速度20 mm/s,離焦量為0時,熔深為4.04 mm,與其相比,負離焦量5 mm的兩次熔深均進一步加大,說明在負離焦的條件下,有利于實現深熔效果。另外,還觀察到焊接過程中飛濺更加明顯,主要是由于工件表面的激光密度有所降低,光斑面積大,熔池區域也較大,飛濺更易發生。在一般生產過程中,保護鏡片的壽命可能會受到一定影響,建議在滿足熔深技術要求的前提下,盡量保持較小的負離焦量焊接。
2 結論
調角器傳統弧焊,零件結構設計上需要考慮預留開口,保證弧焊搭接位置。采用激光穿透焊接,零件結構設計靈活,針對精密運動零部件,可參考本論文的穿透焊工藝研究,根據不同的材料及壁厚要求進行正交試驗設計,在不影響內部傳動的前提下,確保零件滿足強度要求。
(1)針對本試驗產品,在2 200 W功率下,焊接速度由5 mm/s提高到25 mm/s,導致熱輸入量減小,熱影響區隨之減小,焊接表面質量逐步提高,但是材料熔深會有所降低;熱輸入量在110 J/mm時,焊縫表面質量較高,可保證內外圓焊縫緊密布置,下層熔深大于厚度的30%。
(2)采用負離焦焊接時,激光束會聚于小孔內部,在自身重力作用下,熔融金屬向下流動并在底部聚集,焊接匙孔穩定延伸,獲得了穩定的深熔焊過程與較好的焊縫成形效果,在本試驗中功率2 200 W、焊接速度20 mm/s,負離焦量5 mm,熔深可達4.42 mm,高于激光焊接標準要求。
參考文獻:
何景山,張秉剛,張亞斌,等.電子束深熔焊匙孔的研究現狀[J].焊接,2007(6):28-30.
高向東,張勇,游德勇,等.大功率光纖激光焊熔池形態及焊接穩定性分析[J].焊接學報,2011(9):13-16.
馮威琦,張云豐,陶汪,等.高溫合金/不銹鋼異種材料T型接頭激光穿透焊工藝研究[J].中國激光,2012(10):46-52.
孔茗,傅戈雁,石世宏,等.激光穿透焊熱源模型的研究[J].應用激光,2019(6):961-965.
劉倩.鎂/鋁異種金屬激光焊接技術在汽車工業中的應用與發展[J].世界有色金屬,2016(16):104-105.
曹麗杰,張朝民. 5A02鋁合金CO2激光焊接工藝與焊縫成形[J].焊接技術,2010(9):35~38.
張健,林仕君,蘇紹興,等.光纖激光焊接鋁合金離焦量對焊縫成形的影響[J].激光與光電子學進展,2016(12):174-179.
張川,劉雙宇,張福隆,等.離焦量對高強鋼激光填絲焊熔滴過渡特性的影響[J].激光技術,2019(3):380-386.
