磁粉檢測在壓力容器檢驗中的運用特點研究
2021-09-10 18:43:37程旭
內燃機與配件 2021年11期
程旭


摘要:在產品可靠性以及安全性成為主要追求的當下,如何高效開展質量檢驗工作,自然成為人們關注的重點。文章以檢驗壓力容器損傷為落腳點,對磁粉檢測進行了深入探討。首先介紹了該技術的檢測原理、優點與不足,其次說明了檢測方法的選擇依據,最后結合壓力容器特點,列舉了檢測工作需要關注的要點,例如,制作工藝卡并配置相應磁懸液等,供相關人員參考。
關鍵詞:損傷檢驗;壓力容器;磁粉檢測
中圖分類號:TG113.22? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)11-0151-02
0? 引言
磁粉檢測相較于其他檢測技術,更適合被用來對壓力容器進行檢測,這是因為該技術既不會使容器結構被破壞,帶來不必要的麻煩,還能夠保證檢測結果可如實反映容器情況。除磁粉檢測外,可被用來檢測壓力容器的技術,還有滲透檢測、射線檢測等,在開展相關工作時,有關人員應以實際情況為依據做出選擇,保證檢測效果達到預期。
1? 磁粉檢測介紹
1.1 檢測原理
作為滿足無損檢測要求的一項技術,磁粉檢測得到廣泛運用的原因,主要是其兼具高靈敏度和不會給被檢工件造成損傷的優勢。在工業持續發展的當下,社會各界對產品結構及質量所提出要求較過去更高,對安全檢測而言,要想發揮出應有作用,主要是引入更加先進且可靠的技術,即——無損檢測技術。
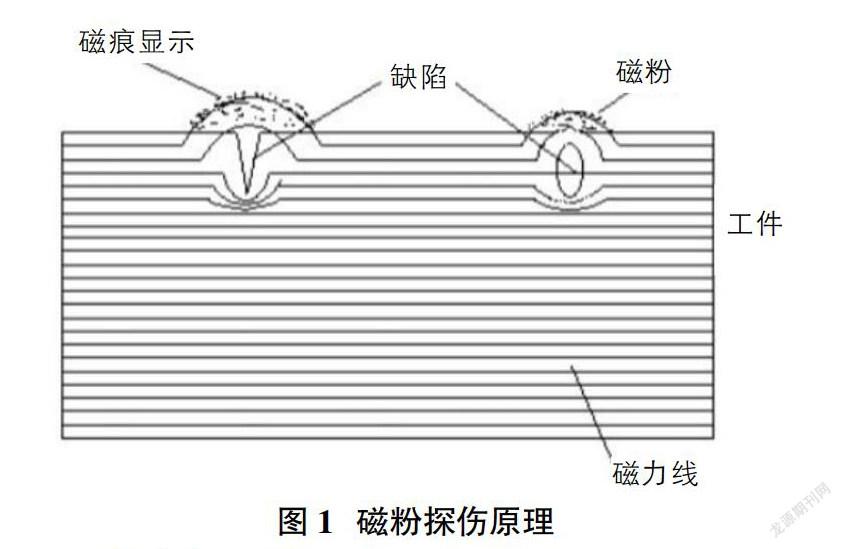
近幾年,磁粉檢測在多個領域大放異彩,其檢測原理如下:磁粉可被用來對鐵做磁化處理。若工件表面存在漏磁場、部分畸變或是磁場線斷裂的問題,利用磁粉對其進行檢測,可使工件表面有相應痕跡形成,上述問題往往能夠因此而得到直觀展現(如圖1)[1]。對鍋爐等壓力容器而言,磁粉還可被用來對發際線、裂縫和斑點進行檢測,并且能夠最大限度保證檢測靈敏度以及結果準確性。
1.2 優點與不足
通過實踐可知,磁粉檢測具有明顯的優點與不足,在實際應用時,有關人員應做到全面考慮,以此來確保技術優勢得到應有發揮。
1.2.1 優點? ①具備重復檢測條件。②檢測難度較小,可為周圍環境提供保護,盡量縮短檢測所需時間,在降低檢測成本的基礎上,使檢測工作取得更為可觀的效益。③被檢容器規格及形狀所帶來影響可以忽略不計。④確保壓力容器現有缺陷所對應大小及位置得到直觀展示,技術人員可根據所掌握信息,盡快對其性質做出判斷。⑤磁粉檢測可被用來對0.1mm長度的缺陷和微米裂紋進行檢測,靈敏度較其他方法更高。
1.2.2 不足? 磁粉檢測的不足同樣十分突出,具體表現在以下方面:只能對磁鐵性材料進行檢測;只能被用來檢測表面以及近表面缺陷。磁化方向會使檢測受到一定程度的制約,如果缺陷和磁化的方向相近、缺陷表面和工件所形成角度未達到200°,僅憑借磁粉技術,通常無法確保缺陷被直接檢測出來。對上覆特殊物質的工件而言,磁粉檢測同樣不適用,且檢測結果較易被幾何形狀所影響,進而得出與實際情況不符的最終結論。
2? 磁粉檢測方法
2.1 分類磁化
磁粉檢測所用磁化方法有三種,分別是:其一,縱向磁化。工件經由磁化獲得與中心線垂直的磁力場線,通常被用來檢查與中心線垂直的橫向缺陷;其二,橫向磁化。工件經由磁化所得到磁線和軸向的位置關系為垂直,可被用來對與工件平行的縱向缺陷焊接線進行檢查。其三,聯合磁化。該方法強調同時運用上述方法進行檢測,通過分別對工件缺陷進行檢查的方式,明確亟待處理的問題,為后續工作提供參考[2]。
2.2 無損檢測
對現有檢測方法進行分析可知,無損檢測領域所涵蓋方法較多,例如,渦流檢測、滲透檢測以及磁粉檢測,上述方法所遵循檢測原理和適用范圍均有極為明顯的差異,在開展相關工作時,技術人員應以實際情況為依據做出選擇。簡單來說,就是明確現有技術的優點與不足,再結合被檢材料特點,確定可使自身優勢得到充分發揮的基礎,為檢測效率提供保障。
若被檢容器是磁性容器,缺陷多分布在表面還有近表面,技術人員便可采取磁粉檢測法,若被檢容器形狀或材質會給磁粉檢測帶來制約,則應酌情選用其他無損檢測方法,保證檢測工作能夠順利進行。
3? 壓力容器檢測要點
由于壓力容器往往存在應力集中和工作環境腐蝕物質較多的情況,隨著使用時間的增加,多數容器都將陷入疲勞狀態,進而出現破損。出于使壓力容器長期穩定運行的考慮,定期利用相關技術對其進行檢測與修復就顯得很有必要。可被用來對壓力容器進行探傷的方法較多,最具代表性的是磁粉檢測。
3.1 制作工藝卡
壓力容器指的是能夠承受特壓力、具有良好密閉性、被用來對液體和氣體進行承裝的設備,在工業等領域均已得到廣泛運用,石油化學跨領域所用壓力容器數量約為國內現有壓力容器總量的1/2,對壓力容器加以運用的方向可被歸納如下:其一,對帶有特定壓力的液體、氣體進行貯存及運輸;其二,為反應、傳熱還有傳質工藝的推進助力。民用領域對其加以運用的形式,以壓縮機和輔機為主,例如,空壓機、蒸發器和冷卻器等。
作為對特定主體進行檢測所形成作業文件,工藝卡是控制檢測質量的主要工具,對磁粉檢測有重要意義,只有保證工藝卡正確且得到有效實施,才能使檢測質量達到預期。檢測工作開始前,在工藝規程指導下,結合受檢工件所表現出特點,對檢測工藝卡進行制作[3]。有關人員應保證技術文件正確且完整,均為有效批次,待通過審核,便可開始制作工藝卡的工作。
3.2 重視質量控制
探傷操作的最終目的是既做到有效磁化工件,又使磁痕得到理想顯示。若技術人員計劃使用磁軛法、交叉磁軛法進行探傷,關鍵是對探傷全過程進行控制,真正做到以探測工藝卡為依據,按部就班的完成各操作環節。現行標準規定,若電磁軛極的間距是200mm,對應交流電磁軛的提升力不得少于44N,直流電磁軛提升力應達到177N,磁化有效區域為兩側連線50mm范圍內。此外,探傷過程需保證兩次檢測重合,且重合長度為15mm及以上。該方法可被用來對距表面6mm深的區域進行探測,應用前景廣闊。
3.3 配置磁懸浮液
常見磁粉有熒光磁粉、非熒光磁粉,而常見磁懸液也有兩種,分別是水磁懸液、油磁懸液,根據檢測壓力容器特點和需求,對上述磁粉、磁懸液進行組合并應用,其靈敏度往往有細微差異存在。
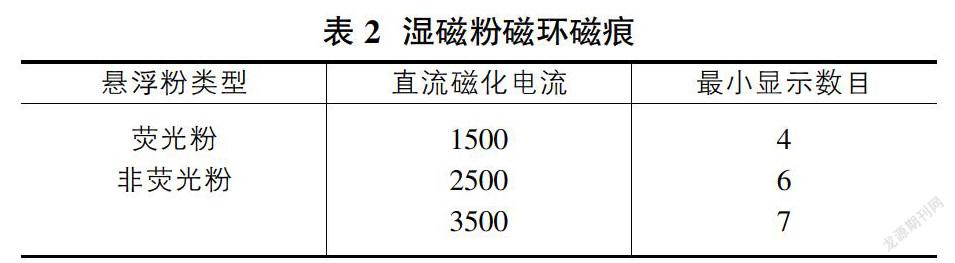
若檢測對象是禁油場區、碳鋼容器或低合金鋼,首選非熒光粉+水磁懸液的組合,這是因為水磁懸液的流動性優于油磁懸液,可將磁粉遷移到濕潤工作、無水斷面工件的下方,并為檢測靈敏度提供保證,正是上述優點的存在,才使得該組合成為對壓力容器進行檢測的首選磁懸液。干/濕磁粉磁環所顯示磁痕情況見表1、表2。若檢測對象所使用材料的裂紋敏感度較高且工作環境存在大量腐蝕介質,對其內壁進行檢測所選用磁粉應為熒光磁粉,這是因為熒光磁粉被黑光所照射后,通常能夠顯示出易于分辨的熒光,其檢測效果不會被容器表面顏色所影響(如圖2)。
實踐結果表明,基于磁懸液對壓力容器進行檢測,其濃度往往影響著檢測靈敏度和最終結果,無論濃度過低還是過高,均會造成檢測結果與實際不符的問題,進而導致檢測缺陷出現。由此可見,技術人員應做到科學選用并嚴謹配置磁懸液,確保其作用可得到應有發揮。
3.4 其他要點
3.4.1 處理檢測表面? 基于壓力鍋爐所開展檢測工作,磁粉的作用主要是檢測表面缺陷。作為人工制品的壓力鍋爐等容器,其銹蝕情況和氧化程度均會影響到磁粉的感知,磁粉流阻和泄漏缺陷,通常會因此而受到影響。隨著磁性粉末被磁場所吸收,檢測靈敏度必然有所減弱,這并不利于后續工作的進行。由此可見,若技術人員計劃采用磁粉檢測方案,先要徹底清理表面油漆、鐵銹和油脂,保證被檢區表面和附近30mm范圍內,均符合清潔且干燥的要求,為磁粉檢測提供理想環境。
3.4.2 重視人員作用? 對壓力容器接頭、零部件和原材料進行檢測的人員,在從事相關工作前,應以現行規定為依據,通過培訓以及考核的方式,獲得檢測資格,并根據自身所處資格等級,開展相應的工作。雖然磁粉檢測的靈敏度極高,但極易由于操作失誤,導致大量泄漏的情況出現,進而給容器性能帶來不利影響,這也是安全事故的誘因之一。由此可見,人員經驗和能力均會直接影響到檢測結果,有關單位應當對此有所了解。
4? 結論
隨著工業的發展,對產品質量與結構進行安全檢測的重要性逐漸為人們所熟知,在此背景下,以磁粉檢測為代表的無損檢測,開始被運用在各個領域。對工作環境較為特殊的壓力容器而言,常規檢測技術往往無法使靈敏度與安全性兼顧,對不會給其結構帶來負面影響的磁粉檢測加以運用成為大勢所趨,未來該技術仍然是研究的重點,應引起重視。
參考文獻:
[1]邱春.磁粉檢測在壓力容器檢驗中的應用研究[J].福建冶金,2020,49(06):55-56.
[2]金志剛.壓力容器檢驗中磁粉檢測的特點分析[J].化工管理,2020(12):45-46.
[3]王學容,張量.磁粉檢測在壓力容器檢驗中的運用特點分析[J].中國金屬通報,2019(05):124-125.