裝配式鋼結(jié)構(gòu)在大跨度會展中心主體建設(shè)中的應(yīng)用
2021-09-14 03:56:26楚升升張明啟馬佳寬
建筑施工 2021年12期
關(guān)鍵詞:鋼結(jié)構(gòu)施工
楚升升張明啟馬佳寬
1. 中冶(上海)鋼結(jié)構(gòu)科技有限公司 上海 201908;2. 青建集團(tuán)股份公司 山東 青島 266011
1 工程概況
煙臺八角灣國際會展中心項(xiàng)目位于山東省煙臺市經(jīng)濟(jì)開發(fā)區(qū),總建筑面積20.06萬 m2,其中地上15.08萬 m2,地下4.98萬 m2,整體式屋面猶如天邊自由的白云,悠然飄蕩,又如蔚藍(lán)大海上翻騰的波浪,氣勢磅礴。項(xiàng)目整體效果如圖1所示。

圖1 項(xiàng)目整體效果圖
該工程由會展中心、綜合文化活動中心組成,其中會展中心由A1/A3、A2/A4(地上2層)、B1~B3(單層)5個展廳及主登錄廳(地上3層)和次登錄廳組成,展廳的柱間跨度均為66.7 m(圖2),高度30~49 m。

圖2 屋蓋大桁架形式
鋼柱主要為焊接箱形鋼管混凝土柱,鋼梁主要為焊接H型鋼和部分箱形鋼梁,屋面為大跨度管桁架結(jié)構(gòu),整個會展部分5個展廳用鋼量約4.5萬 t,材質(zhì)均為Q355B。
2 裝配式應(yīng)用
2.1裝配式節(jié)點(diǎn)應(yīng)用
本項(xiàng)目裝配式鋼結(jié)構(gòu)柱腳螺栓采用整體框架組合節(jié)點(diǎn),施工前采用措施型鋼將柱腳螺栓組裝,安裝時直接將整體框架定位即可,如圖3所示。
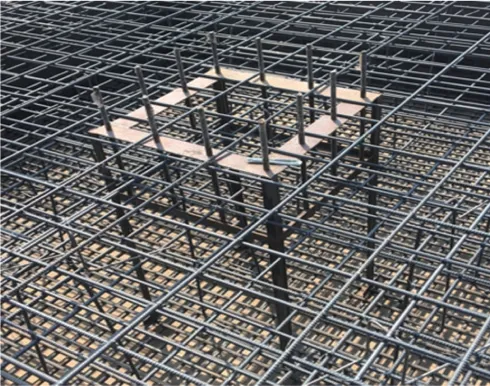
圖3 柱腳螺栓框架組合節(jié)點(diǎn)
地下鋼柱與混凝土梁鋼筋通過連接板焊接,現(xiàn)場如圖4所示。

圖4 鋼柱與混凝土梁鋼筋連接板節(jié)點(diǎn)
屋面桁架桿件連接通過加大弦桿節(jié)點(diǎn)處截面進(jìn)行加工廠組裝焊接,如圖5所示。節(jié)點(diǎn)設(shè)計(jì)簡單,建筑裝配化程度高,方便現(xiàn)場施工,施工效率及安裝精度有明顯提高,安全可靠。

圖5 屋蓋桁架桿件連接節(jié)點(diǎn)
2.2樓板構(gòu)造
A展廳27.50 m樓層桁架位置樓板及其他框架樓層樓板采用鋼筋桁架樓承板(圖6),減少了現(xiàn)場鋼筋的工作量,受力分布合理,可縮短工期,提高樓板質(zhì)量。在A展廳雙排柱外側(cè)汽車行走區(qū)域采用預(yù)制鏤空地面(圖7),工廠化預(yù)制,外觀優(yōu)美、安裝工藝簡單、效率高、裝配程度高。

圖6 鋼筋桁架樓承板

圖7 預(yù)制鏤空地板
2.3大跨度桁架裝配式鋼結(jié)構(gòu)施工
2.3.1 桁架拼裝
受運(yùn)輸條件限制,將桁架分段進(jìn)行散件加工,保證桁架上下弦桿分段不超過17.5 m。為保證現(xiàn)場拼裝質(zhì)量,構(gòu)件在除銹前進(jìn)行桁架整體預(yù)拼裝,待構(gòu)件各個工序全部合格后出廠。A展廳絕對標(biāo)高27.50 m位置處的型鋼平面組合桁架(圖8),高3.5 m,最大跨度24.4 m。

圖8 A展廳型鋼平面組合桁架
對大于17.5 m的桁架進(jìn)行分段運(yùn)輸,小于17.5 m的桁架整體在加工廠進(jìn)行組裝焊接,減少現(xiàn)場組裝工作量,縮短工期,提高裝配程度。
屋面桁架現(xiàn)場拼裝同工廠預(yù)拼裝均采用“臥拼”的方式(圖9),拼裝時上下弦桿根據(jù)圖紙和起拱值定位拼接,腹桿補(bǔ)檔。具體拼裝流程如下:測量放樣,布置拼裝胎架;弦桿分段上胎定位,腹桿連接;以此類推,最后一節(jié)腹桿上胎定位,拼裝完成后對拼裝單元進(jìn)行測量復(fù)核。

圖9 屋面主桁架整體拼裝
拼裝胎架由鋼凳、墊板以及千斤頂共同搭設(shè)而成。胎架立柱及橫梁采用HW200 mm×200 mm×8 mm×12 mm熱軋H型鋼,其他支撐均采用角鋼75 mm×6 mm,立柱高度為850 mm,橫梁長度根據(jù)拼裝構(gòu)件設(shè)置為800 mm,立柱相應(yīng)位置設(shè)置受力加勁板,立柱底部設(shè)置鋼板墊片。每個弦桿設(shè)置2個胎架,胎架間距隨弦桿確定,且不大于8 m。
2.3.2 屋面大跨度桁架裝配式鋼結(jié)構(gòu)安裝
本項(xiàng)目屋面主桁架采用大跨度無臨時支撐安裝整榀吊裝技術(shù)(圖10),吊耳設(shè)置于桁架上弦,1臺260 t履帶吊作為主吊機(jī),采用四點(diǎn)吊吊裝,吊鉤一側(cè)的2個吊點(diǎn)用1根鋼絲繩串接起吊,另一側(cè)的2個吊點(diǎn)用另一根鋼絲繩串接起吊的方法,來解決各吊點(diǎn)的負(fù)荷分配問題。

圖10 大跨度無臨時支撐整榀桁架吊裝
桁架起吊前需要將桁架進(jìn)行翻身,兩側(cè)汽車吊與履帶吊同步起吊,桁架與水平面夾角由0°翻身至90°,夾角達(dá)到90°,為吊裝狀態(tài),之后由履帶吊單獨(dú)緩慢起吊。當(dāng)桁架至安裝位置后進(jìn)行測量矯正,然后由專業(yè)焊工進(jìn)行焊接固定,最后安裝主桁架之間的連系桿,保證整體穩(wěn)定,使用全站儀對桁架進(jìn)行定期觀測。
整個過程施工前利用有限元軟件對桁架整榀安裝的各個階段進(jìn)行分析,并用動畫進(jìn)行模擬安裝,確保施工安全可靠,保證桁架安裝質(zhì)量。
相對分段安裝設(shè)置臨時支撐方案,大跨度的整榀桁架裝配式鋼結(jié)構(gòu)安裝僅用3個工作日就把一榀主桁架安裝就位,取消了支撐胎架的采購、運(yùn)輸、組裝安裝等工序,大大縮短了工期,減少了高空工作量,也減少了場地的占用,使得金屬屋面、防腐防火、樓承板等工序可以提前插入進(jìn)行分跨施工,減少了交叉作業(yè)現(xiàn)象[1-2]。
2.3.3 屋面懸挑桁架單元化裝配式鋼結(jié)構(gòu)安裝
此項(xiàng)目屋面懸挑最大已達(dá)到26.7 m,為方便施工,提高施工效率,采用單元化吊裝(圖11)。

圖11 屋面懸挑桁架單元化安裝
首先在地面簡易胎架上進(jìn)行單元式拼裝。待單元拼裝完整后,整體進(jìn)行吊裝,在懸挑端部附近布置支撐胎架,保證結(jié)構(gòu)吊裝過程穩(wěn)定。
當(dāng)懸挑全部安裝完畢并焊縫檢測合格后,進(jìn)行胎架整體分級卸載,使用此方法,吊裝脫鉤時間短,提高了施工速度和裝配程度。
2.3.4 大跨度桁架裝配式鋼結(jié)構(gòu)安裝精度控制
1)加工階段控制。
① 構(gòu)件加工。在裝配式鋼結(jié)構(gòu)構(gòu)件加工過程中,要充分將BIM三維模型和圖紙結(jié)合,采用最優(yōu)的加工設(shè)備和加工工藝,選用經(jīng)驗(yàn)豐富、能力較強(qiáng)的技師對復(fù)雜零件精準(zhǔn)加工。提前考慮人工誤差、焊接變形,選擇最佳組裝順序和焊接工藝,流水線加工,嚴(yán)格控制各工序質(zhì)量,保證構(gòu)件在零件組裝過程中尺寸、位置、角度在規(guī)范和設(shè)計(jì)要求范圍內(nèi)。
② 桁架拼裝。桁架的拼裝精度直接影響現(xiàn)場安裝的精度。在拼裝過程中,首先要結(jié)合設(shè)計(jì)圖紙,在拼裝臺上對構(gòu)件進(jìn)行放線測量,提前考慮設(shè)計(jì)起拱值,構(gòu)件定位后先進(jìn)行臨時固定,待校正合格后進(jìn)行焊接。現(xiàn)場拼裝的桁架應(yīng)在加工廠進(jìn)行預(yù)拼裝,檢查桁架弦桿的弧度和牛腿的位置、尺寸、角度是否符合規(guī)范要求,減小螺栓孔距離偏差,避免構(gòu)件返廠。
2)安裝階段控制。通過有限元分析軟件對桁架吊裝和整體施工階段進(jìn)行分析驗(yàn)算,根據(jù)本項(xiàng)目桁架及施工工藝特點(diǎn),驗(yàn)算得知,桁架在與水平面夾角為0°、30°、45°、60°時剛度較弱,為避免桁架變形,在桁架最外側(cè)2點(diǎn)以及中間2個吊點(diǎn)對應(yīng)的下弦桿各設(shè)置1個支撐點(diǎn)。翻身前在桁架上下弦桿上設(shè)置測量反射片,在桁架翻身結(jié)束后對反射片進(jìn)行全站儀打點(diǎn),尺寸符合設(shè)計(jì)和規(guī)范要求后,由監(jiān)理檢驗(yàn)后旁站吊裝。就位時首先采用全站儀校正,然后通過碼板臨時固定,全部焊接完成之后方可割除碼板,履帶吊松鉤。安裝結(jié)束后定期對桁架反射片坐標(biāo)進(jìn)行記錄,將實(shí)測值和BIM深化模型坐標(biāo)值進(jìn)行對比,總結(jié)原因,提出解決方案,提高大跨度桁架安裝合格率。
2.4防腐、防火構(gòu)造
鋼構(gòu)件在工廠做防腐前保證構(gòu)件表面無油、干燥,拋丸除銹達(dá)到Sa2.5級,根據(jù)室內(nèi)外構(gòu)件不同,工廠內(nèi)涂裝的底漆和中間漆厚度也不相同,防火涂料及面漆現(xiàn)場涂裝,通過防腐涂料對鋼構(gòu)件的保護(hù),阻止了腐蝕介質(zhì)滲透,有效地保護(hù)鋼構(gòu)件。
本工程耐火等級為一級,鋼柱選用3.0 h非膨脹厚型防火涂料,屋面桁架、樓層桁架、懸挑桁架選用2.0 h膨脹型防火涂料,樓梯、馬道、欄桿等為1.5 h膨脹型防火涂料,可滿足鋼結(jié)構(gòu)防火要求。
3 結(jié)語
本文結(jié)合煙臺八角灣國際會展中心項(xiàng)目,對鋼結(jié)構(gòu)節(jié)點(diǎn)、樓板構(gòu)造、大跨度桁架的拼裝和安裝、防腐及防火構(gòu)造進(jìn)行分析,重點(diǎn)突出大跨度桁架裝配式鋼結(jié)構(gòu)安裝技術(shù),在施工過程中充分運(yùn)用BIM技術(shù)對裝配式鋼結(jié)構(gòu)安裝進(jìn)行提前策劃和過程中檢查,保證了大跨度裝配式鋼結(jié)構(gòu)安裝的可靠性,提高了大跨度桁架安裝的精度,體現(xiàn)了裝配式鋼結(jié)構(gòu)快、好、省的優(yōu)點(diǎn)。
猜你喜歡
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:10:10
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:08:18
建材發(fā)展導(dǎo)向(2022年10期)2022-07-28 03:04:36
山東冶金(2022年1期)2022-04-19 13:40:48
建材發(fā)展導(dǎo)向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:11:36
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:10:58
中國公路(2017年15期)2017-10-16 01:31:54
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
