壓氣站X70鋼管與A694F60材質(zhì)閥門(mén)對(duì)接焊縫裂紋成因分析
2021-09-23 09:37:40張冰
油氣田地面工程 2021年9期
張冰
大慶油田有限責(zé)任公司采油一廠油田管理部
隨著我國(guó)天然氣產(chǎn)量和需求的不斷提升,我國(guó)天然氣管道、壓氣站也逐步進(jìn)入建設(shè)高峰期。壓氣站及管道作為天然氣傳輸系統(tǒng)的重要環(huán)節(jié),有著特別重要的作用[1-2]。其中,焊接接頭由母材、焊縫和熱影響區(qū)組成,各部分理化性能都存在一定的差異性和不確定性,同時(shí)由于焊接工藝、焊材、強(qiáng)度匹配、不等壁厚等因素的影響,造成焊接結(jié)構(gòu)的不穩(wěn)定性[3-5]。而鋼制管道在出廠前已經(jīng)進(jìn)行了相應(yīng)的質(zhì)量檢驗(yàn),結(jié)構(gòu)穩(wěn)定性遠(yuǎn)高于環(huán)焊縫,因此,環(huán)焊縫是壓氣站內(nèi)管線結(jié)構(gòu)的薄弱環(huán)節(jié)。
某壓氣站在運(yùn)行兩年后的定期檢驗(yàn)中,發(fā)現(xiàn)某環(huán)焊縫處有多個(gè)表面裂紋。通過(guò)對(duì)該壓氣站環(huán)焊縫及其裂紋的成因開(kāi)展分析,為壓氣站內(nèi)管道的安全穩(wěn)定運(yùn)行提供了技術(shù)支撐。
1 管道裂縫及檢測(cè)
1.1 宏觀分析
壓氣站內(nèi)管道設(shè)計(jì)壓力12.0 MPa,工作壓力為8.6 MPa,環(huán)焊縫上游側(cè)為Φ914 mm×30 mm X70直縫埋弧焊鋼管,下游側(cè)為36 in×30 in Class900 止回閥,閥體材質(zhì)為A694F60。裂紋表面經(jīng)過(guò)打磨去除焊縫余高后裂紋仍未消除,說(shuō)明裂紋深度較深(圖1)。另外,從環(huán)焊縫內(nèi)表面可以發(fā)現(xiàn)環(huán)焊縫存在補(bǔ)焊痕跡(圖2)。

圖1 打磨后的部分裂紋宏觀形貌Fig.1 Macro morphology of some cracks after grinding

圖2 環(huán)焊縫內(nèi)表面補(bǔ)焊Fig.2 Repair welding for inner surface of girth weld
1.2 磁粉檢測(cè)
采用CJZ-212E 磁粉探傷儀,依據(jù)標(biāo)準(zhǔn)ASTM E709-2015《磁粉檢驗(yàn)的標(biāo)準(zhǔn)指南》對(duì)環(huán)焊縫內(nèi)、外表面進(jìn)行磁粉檢驗(yàn)[6],僅從外表面檢測(cè)出6 處裂紋,其中1#~3#裂紋位置位于焊縫中心,4#、5#裂紋位于閥門(mén)側(cè)焊趾處,6#裂紋位于焊縫中心。裂紋具體尺寸見(jiàn)表1,裂紋位置和外觀形貌如3、圖4所示。
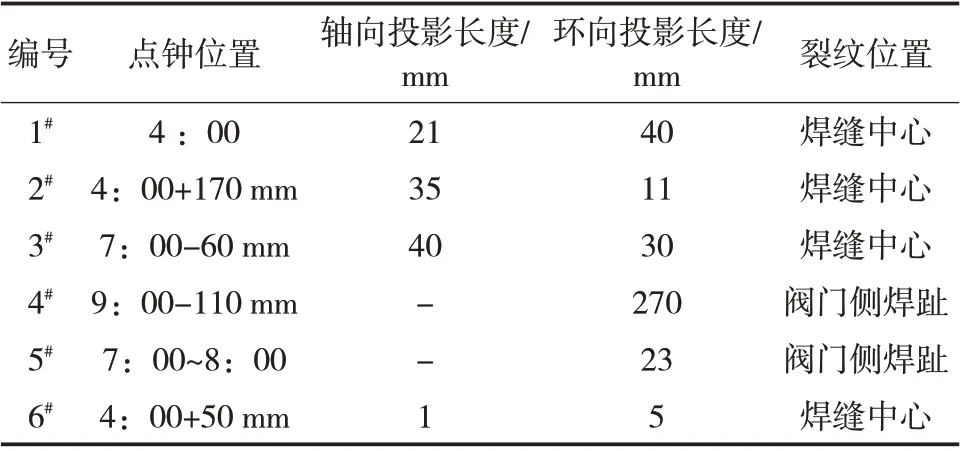
表1 環(huán)焊縫外表面磁粉檢測(cè)結(jié)果Tab.1 Magnetic particle testing results of outer surface of girth weld
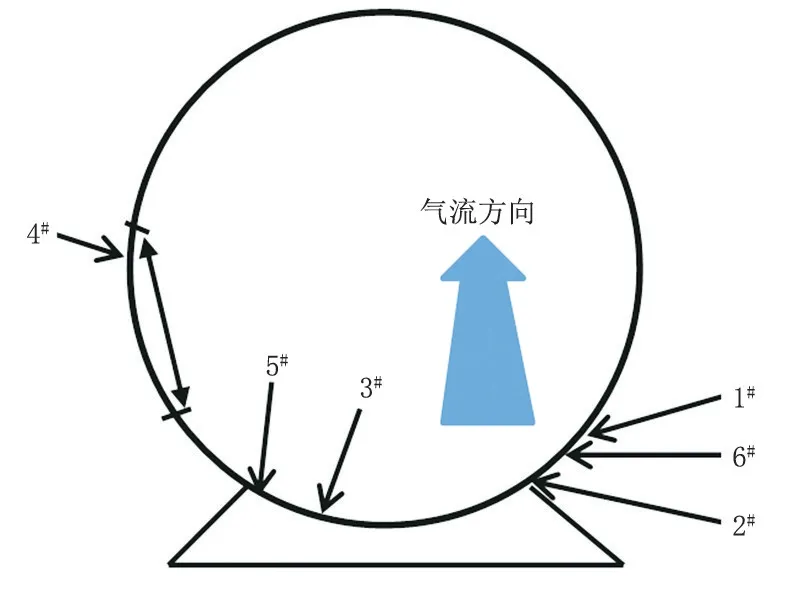
圖3 裂紋位置示意圖Fig.3 Schematic diagram of crack location
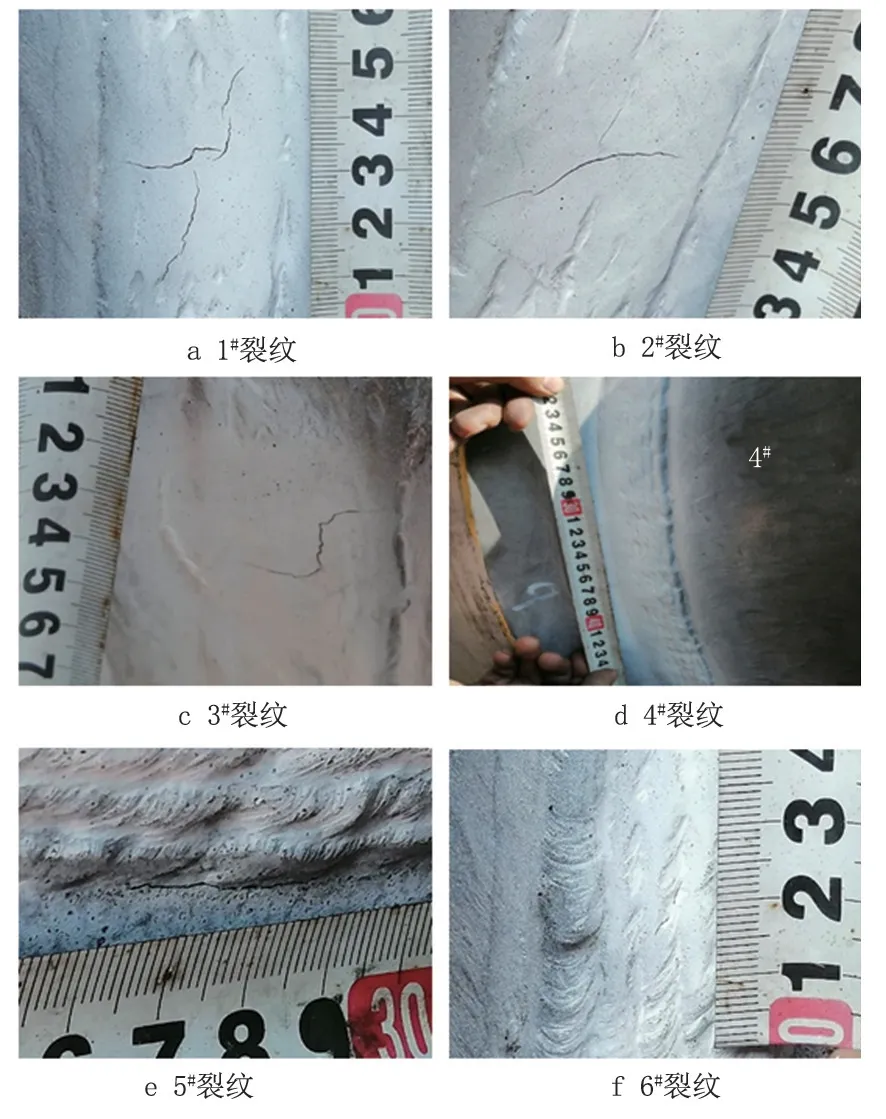
圖4 環(huán)焊縫裂紋外觀形貌Fig.4 Girth weld crack appearance
2 環(huán)焊縫性能檢驗(yàn)
為分析環(huán)焊縫的整體性能,對(duì)不含裂紋的環(huán)焊縫區(qū)域進(jìn)行化學(xué)成分、拉伸性能、彎曲性能、刻槽錘斷、夏比沖擊性能、金相分析等性能指標(biāo)檢測(cè),具體取樣位置如圖5所示。
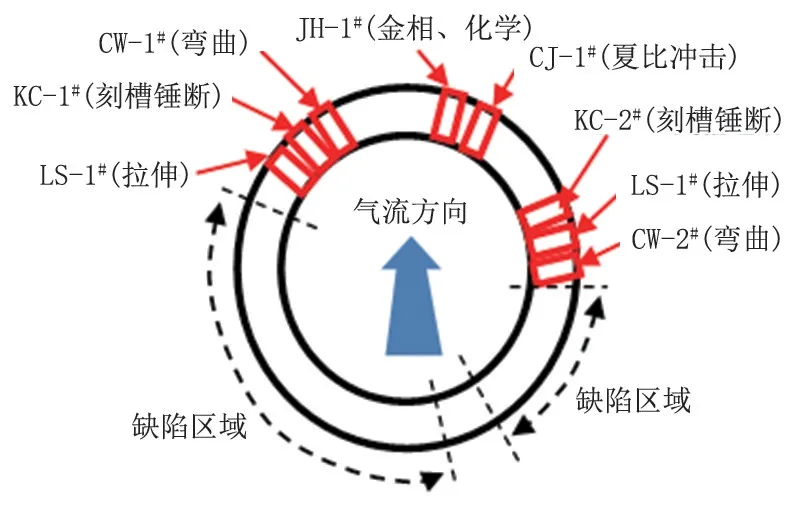
圖5 環(huán)焊縫取樣位置示意圖Fig.5 Schematic diagram of girth weld sampling position
2.1 化學(xué)成分分析
采用ARL 4460 直讀光譜儀,依據(jù)標(biāo)準(zhǔn)GB/T4336—2016《碳素鋼和中低合金鋼多元素含量的測(cè)定火花放電原子發(fā)射光譜法(常規(guī)法)》進(jìn)行化學(xué)成分分析,測(cè)試位置為填充焊區(qū)域,分析結(jié)果見(jiàn)表2,滿足標(biāo)準(zhǔn)要求[7]。

表2 環(huán)焊縫化學(xué)成分分析結(jié)果Tab.2 Analysis results of chemical composition of girth weld 質(zhì)量分?jǐn)?shù)/%
2.2 拉伸性能
采用UTM5305 材料試驗(yàn)機(jī),依據(jù)標(biāo)準(zhǔn)ASTM A370—2018《鋼制品力學(xué)性能試驗(yàn)的標(biāo)準(zhǔn)試驗(yàn)方法和定義》對(duì)環(huán)焊縫進(jìn)行拉伸性能檢測(cè),縱向拉伸試樣的檢測(cè)結(jié)果見(jiàn)表3。從表3 可以看出,環(huán)焊縫抗拉強(qiáng)度大于低鋼級(jí)側(cè)閥門(mén)母材的抗拉強(qiáng)度標(biāo)準(zhǔn)值下限,滿足標(biāo)準(zhǔn)要求[8]。
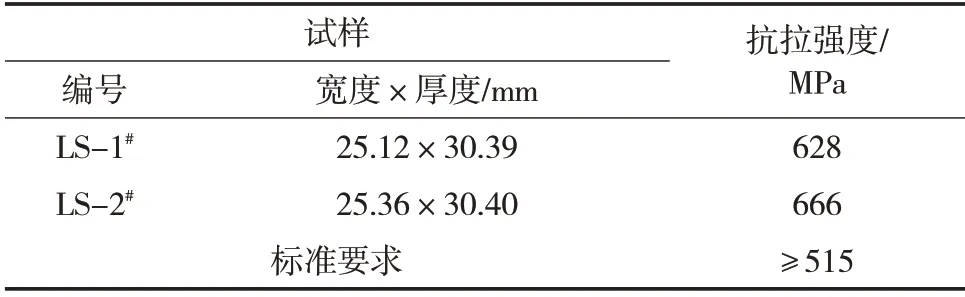
表3 環(huán)焊縫拉伸性能試驗(yàn)結(jié)果Tab.3 Tensile property test results of girth weld
2.3 彎曲試驗(yàn)
采用WZW-1000 彎曲試驗(yàn)機(jī),依據(jù)標(biāo)準(zhǔn)Q/SY GJX 0221—2012《某站場(chǎng)管道焊接技術(shù)規(guī)范》進(jìn)行側(cè)彎?rùn)z測(cè),環(huán)焊縫未出現(xiàn)裂紋。試驗(yàn)結(jié)果見(jiàn)表4,滿足標(biāo)準(zhǔn)要求。
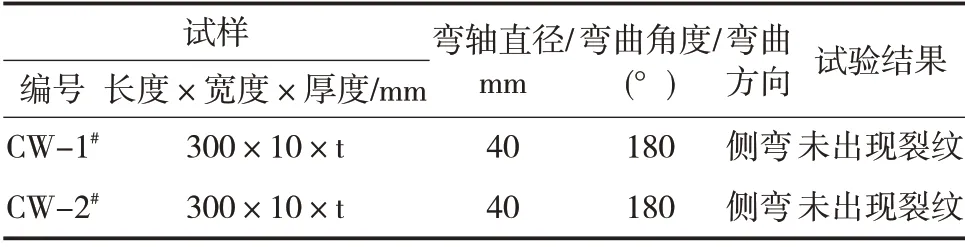
表4 環(huán)焊縫彎曲試驗(yàn)結(jié)果Tab.4 Results of girth weld bending test
2.4 刻槽錘斷試驗(yàn)
采用SHT4106 材料試驗(yàn)機(jī),依據(jù)標(biāo)準(zhǔn)Q/SY GJX 0221—2012《站場(chǎng)管道焊接技術(shù)規(guī)范》進(jìn)行刻槽錘斷檢測(cè),試驗(yàn)結(jié)果見(jiàn)表5,斷口未出現(xiàn)超標(biāo)缺陷,滿足標(biāo)準(zhǔn)要求。
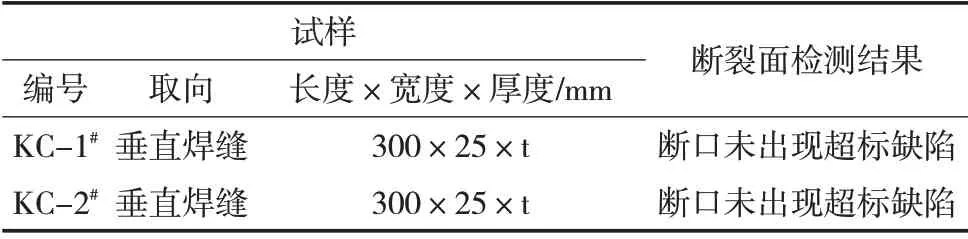
表5 刻槽錘斷試驗(yàn)結(jié)果Tab.5 Results of grooving hammer breaking test
2.5 夏比沖擊性能
采用ZBC2752-B沖擊試驗(yàn)機(jī),依據(jù)標(biāo)準(zhǔn)ASTM A370—2018《鋼制品力學(xué)性能試驗(yàn)的標(biāo)準(zhǔn)試驗(yàn)方法和定義》對(duì)環(huán)焊縫中心及熱影響區(qū)進(jìn)行夏比沖擊試驗(yàn),縱向沖擊試樣的試驗(yàn)結(jié)果見(jiàn)表6。從表6 可以看出,環(huán)焊縫及熱影響區(qū)夏比沖擊性能滿足標(biāo)準(zhǔn)要求[4]。

表6 環(huán)焊縫及熱影響區(qū)夏比沖擊試驗(yàn)結(jié)果Tab.6 Charpy impact test results of girth weld and heat affected zone
2.6 金相分析
采用OLS 4100 激光共聚焦顯微鏡,依據(jù)標(biāo)準(zhǔn)GB/T 13298—2015《金屬顯微組織檢驗(yàn)方法》進(jìn)行宏觀低倍照片和微觀金相組織分析[9]。結(jié)果表明,未開(kāi)裂焊縫處存在多種組織,其中打底焊組織為多邊形鐵素體+珠光體(PF+P),蓋面焊組織和填充焊組織均為針狀鐵素體+貝氏體+多邊形鐵素體(IAF+B粒+PF),熔合區(qū)組織為貝氏體(B粒),細(xì)晶區(qū)組織為多邊形鐵素體+馬奧島(PF+MA)。
未開(kāi)裂焊縫處低倍金相照片如圖6 所示[10]。從圖6可以發(fā)現(xiàn),環(huán)焊縫內(nèi)表面存在錯(cuò)邊,根焊處有咬邊。閥門(mén)側(cè)坡口約為22°,袖管側(cè)坡口約為26°,總計(jì)為48°,即坡口角度約為48°,閥門(mén)側(cè)外坡口處壁厚約55 mm。由于焊接工藝規(guī)程中規(guī)定坡口角度為60°±5°,因此與焊接工藝規(guī)程不符。
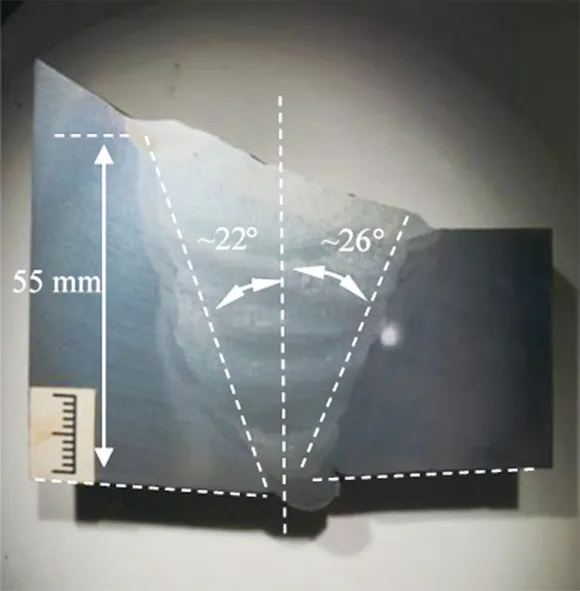
圖6 未開(kāi)裂焊縫處低倍金相照片F(xiàn)ig.6 Low magnification metallographic photos of uncracked welds
3 環(huán)焊縫裂紋分析
3.1 化學(xué)成分分析
采用ARL 4460 直讀光譜儀,依據(jù)標(biāo)準(zhǔn)GB/T 4336—2016《碳素鋼和中低合金鋼多元素含量的測(cè)定火花放電原子發(fā)射光譜法(常規(guī)法)》對(duì)1#~6#裂紋處焊縫填充焊進(jìn)行化學(xué)成分分析,結(jié)果見(jiàn)表7[11]。
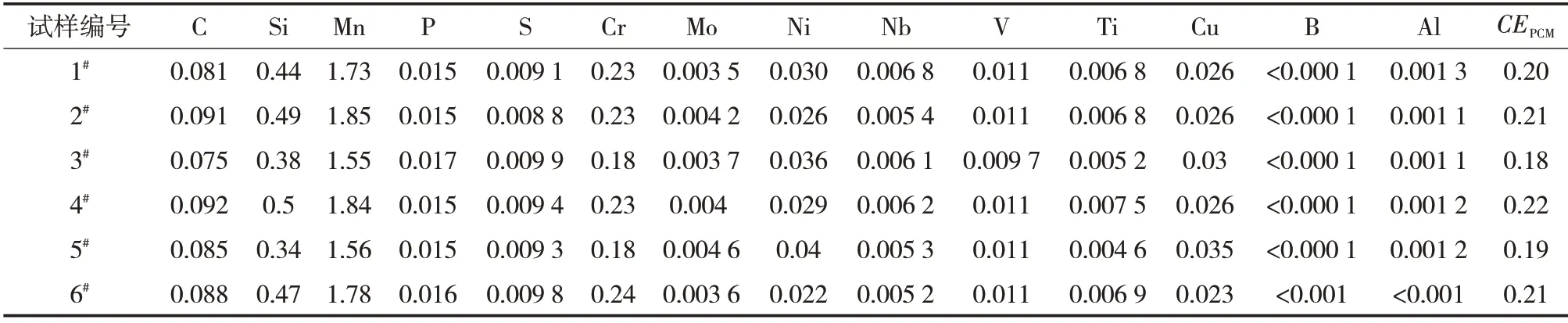
表7 裂紋處焊縫化學(xué)成分分析結(jié)果Tab.7 Analysis results of chemical composition of weld at cracks 質(zhì)量分?jǐn)?shù)/%
3.2 裂紋處焊縫硬度分析
采用KB 30BVZ-FA 硬度計(jì),依據(jù)標(biāo)準(zhǔn)ASTM E92—2017《金屬材料維氏硬度和努氏硬度的標(biāo)準(zhǔn)試驗(yàn)方法》對(duì)1#~6#裂紋處環(huán)焊縫進(jìn)行維氏硬度測(cè)試,測(cè)試位置如圖7 所示,結(jié)果見(jiàn)表8[12]。硬度測(cè)試結(jié)果為166~306 HV10,其中1#、3#裂紋處根焊硬度相對(duì)較高,為299~306 HV10。
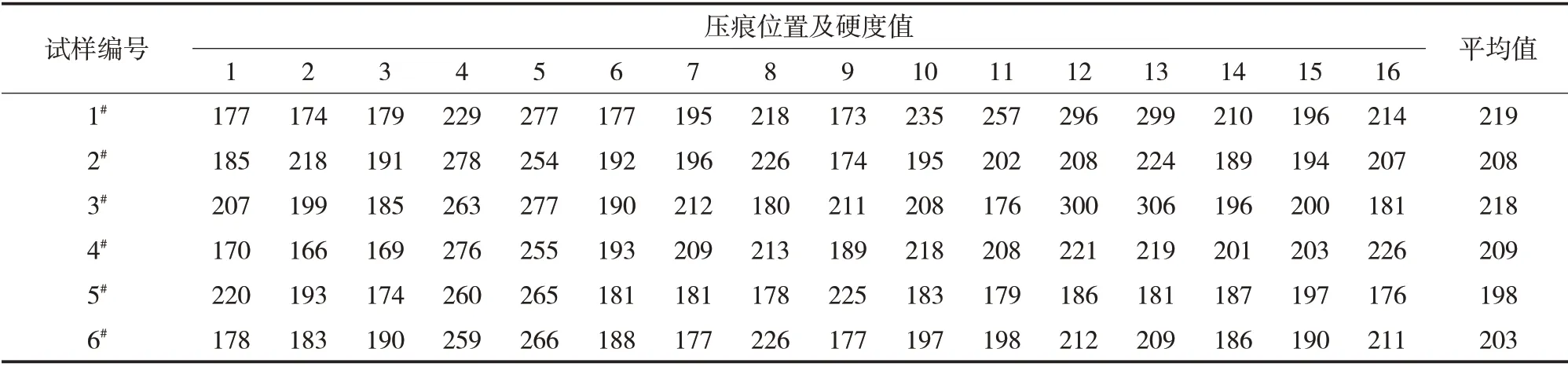
表8 裂紋處焊縫維氏硬度試驗(yàn)結(jié)果Tab.8 Vickers hardness test results of welds at cracks HV10
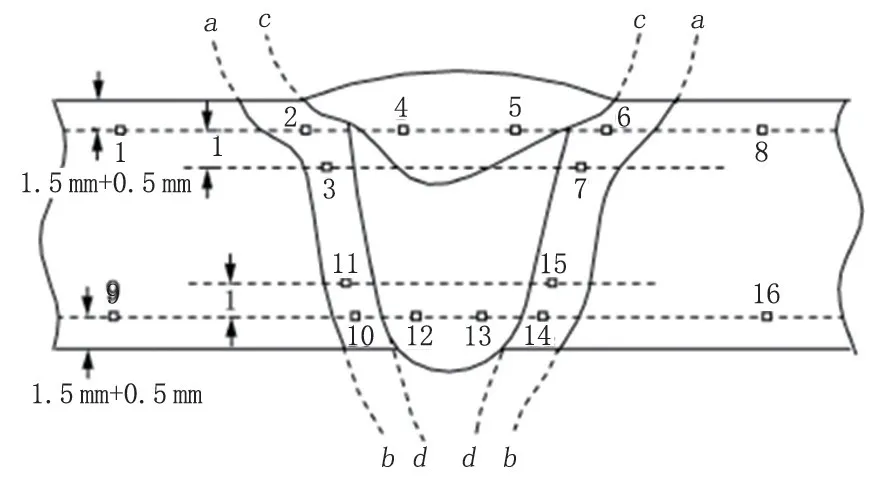
圖7 焊縫區(qū)域維氏硬度測(cè)試位置Fig.7 Vickers hardness test position in weld area
3.3 裂紋金相形貌及掃描電鏡分析
采用OLS 4100 激光共聚焦顯微鏡,依據(jù)標(biāo)準(zhǔn)GB/T 13298—2015《金屬顯微組織檢驗(yàn)方法》對(duì)1#~6#裂紋試樣進(jìn)行宏觀形貌和金相組織分析[12]。焊縫低倍金相照片如圖8 所示,可以看出,1#~6#裂紋處焊縫均存在返修痕跡。焊縫層數(shù)分析結(jié)果見(jiàn)表9,焊縫層數(shù)包括根焊、填充焊、蓋面焊三個(gè)部分,1#~6#裂紋處焊縫層數(shù)與未開(kāi)裂焊縫處一致,均滿足焊接工藝規(guī)程要求。但填充焊層內(nèi)焊道數(shù)存在差異,1#、4#、6#裂紋處填充焊層內(nèi)焊道為1~2道,與未開(kāi)裂焊縫處相似,2#、3#、5#裂紋處填充焊層內(nèi)焊道為4~6 道,與未開(kāi)裂焊縫處不同。此外,1#~6#裂紋處存在不同程度的錯(cuò)邊,1#、6#裂紋處錯(cuò)邊量超過(guò)焊接工藝規(guī)程要求。
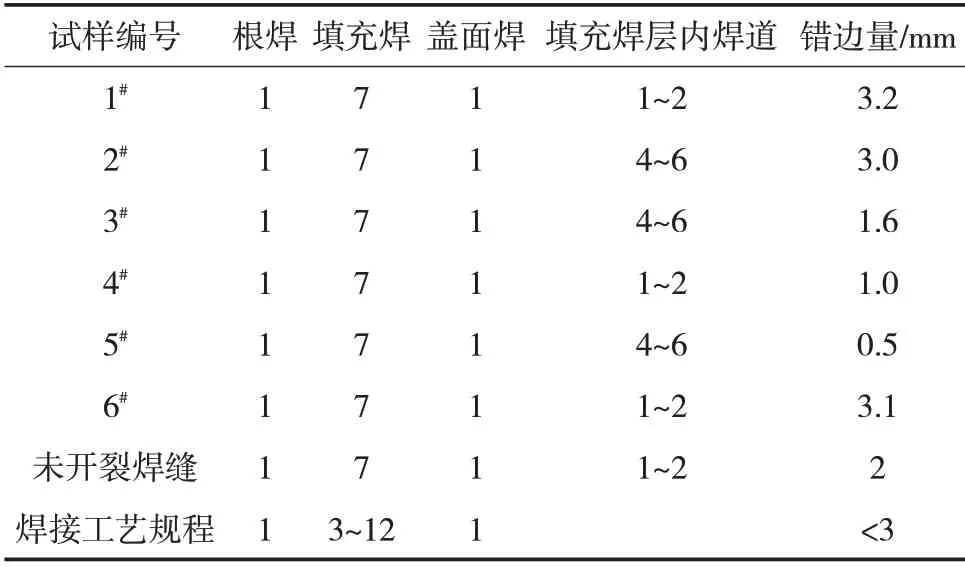
表9 焊縫層數(shù)及錯(cuò)邊分析結(jié)果Tab.9 Analysis results of weld layers and unfitness
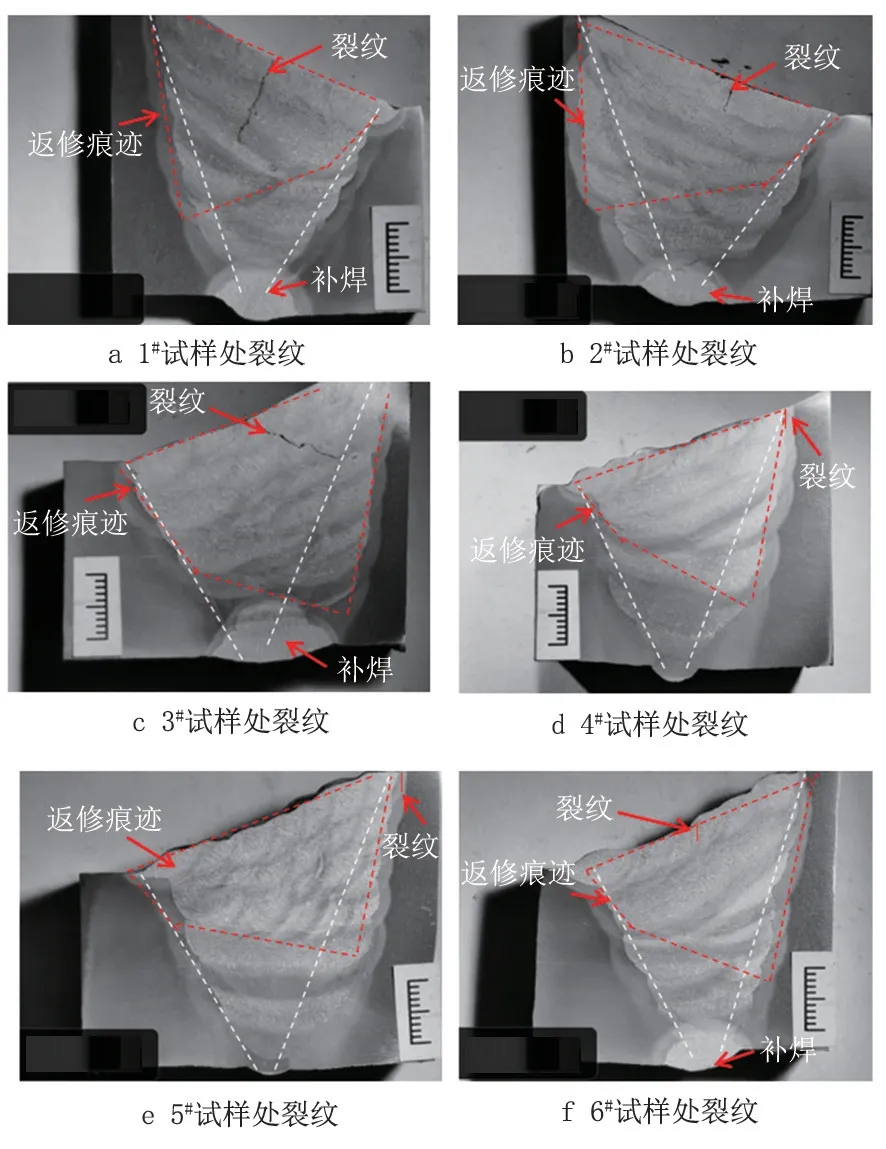
圖8 焊縫低倍金相照片F(xiàn)ig.8 Low magnification metallographic photos of welds
1#~6#裂紋按位置特征可分為兩類(lèi),1#、2#、3#、6#裂紋位于焊縫中心,4#、5#位于閥門(mén)側(cè)熱影響區(qū)。裂紋處焊縫金相組織分析見(jiàn)表10,1#、2#、3#、6#裂紋處根焊位置組織與填充焊相同,是由補(bǔ)焊導(dǎo)致的。
表10 裂紋處環(huán)焊縫試樣金相分析結(jié)果Tab.10 Metallographic analysis results of girth weld sample at cracks
3.4 焊縫中心裂紋分析
3.4.1 金相分析
由于1#、2#、3#、6#裂紋具有相似形貌特征,以1#裂紋為例進(jìn)行分析,裂紋形貌如圖9所示。裂紋寬度自外表面向壁厚中心逐漸減小,表明裂紋由外表面向內(nèi)部擴(kuò)展。裂紋多存在于粗大晶粒區(qū)域和柱狀晶邊界,局部可見(jiàn)明顯的沿晶斷裂特征(圖10)。晶粒直徑約在107~334 μm 區(qū)間(圖9b)。柱狀晶粒長(zhǎng)度超過(guò)800 μm,表明焊接熱輸入量較大,焊接熱影響現(xiàn)象明顯(圖9c)。裂紋末端存在疏松組織(圖9d)。
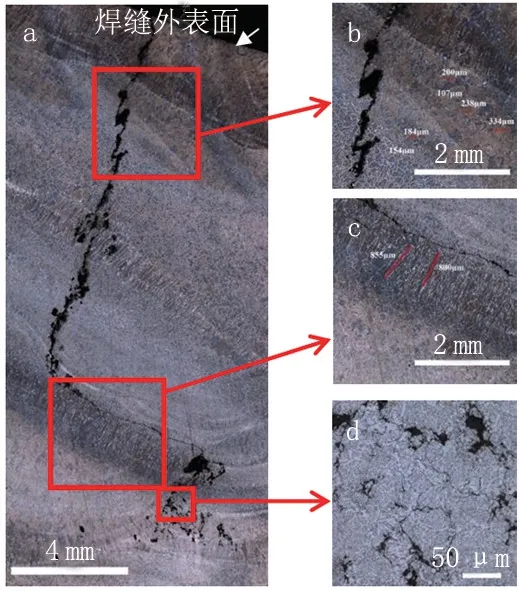
圖9 1#裂紋金相形貌圖Fig.9 1#crack metallographic morphology

圖10 1#裂紋局部沿晶斷裂Fig.10 1#crack local intergranular fracture
3.4.2 掃描電鏡
采用TESCAN VEGAⅡ掃描電鏡對(duì)1#裂紋形貌進(jìn)行觀察,裂紋曲折傳播,裂紋中部和裂紋末端疏松組織均存在表面光滑、顆粒狀枝晶間斷裂形貌,是典型的焊接熱裂紋特征,為焊接過(guò)程中產(chǎn)生的焊接缺陷。裂紋中的其他部位寬度較小,為擴(kuò)展裂紋(圖11)。
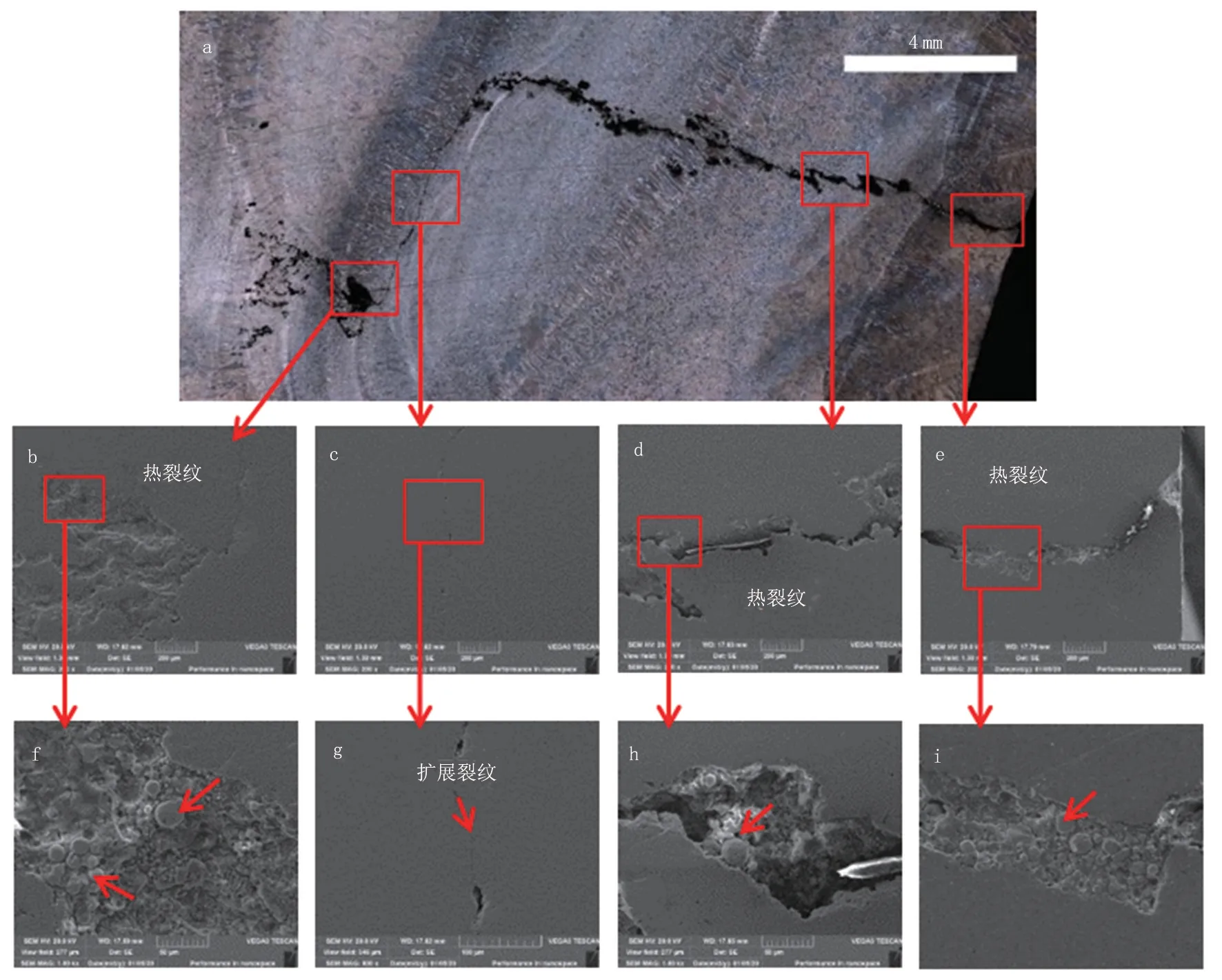
圖11 1#焊縫外表面裂紋電鏡掃描形貌Fig.11 1#SEM appearance of cracks on the outer surface of welds
3.4.3 斷口分析
將1#試樣沿裂紋打開(kāi),其形貌如圖12所示。
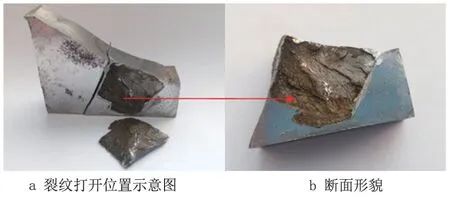
圖12 1#裂紋斷面宏觀形貌Fig.12 Macro morphology of 1#crack fracture
對(duì)斷面進(jìn)行掃描電鏡觀察和能譜分析(圖13),斷面存在兩種斷口特征,一種為河流花樣的解理(圖13b)和準(zhǔn)解理(圖13c)形貌,主要由Fe、O元素組成;另一種是位于裂紋端部的顆粒狀枝晶間斷裂形貌(圖13d),主要由Fe、O、C元素組成。
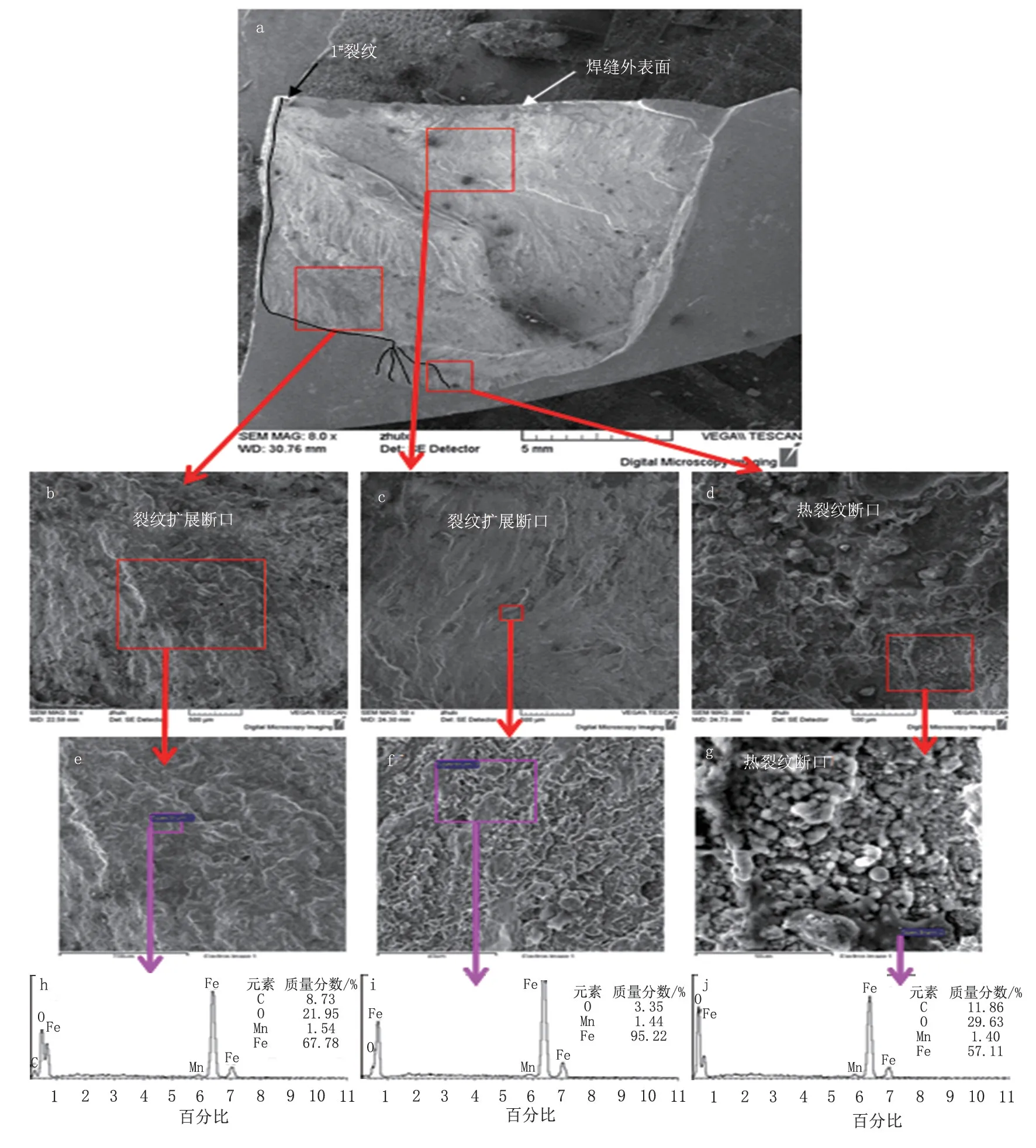
圖13 裂紋斷口掃描電鏡和能譜分析Fig.13 SEM and energy spectnum analysis of crack fracture
3.5 閥門(mén)側(cè)焊趾處裂紋分析
3.5.1 金相分析
4#、5#裂紋具有相似的形貌特征,以4#裂紋為例進(jìn)行分析(圖14a),裂紋位于閥門(mén)側(cè)熱影響區(qū)近外表面,沿?zé)嵊绊憛^(qū)擴(kuò)展。裂紋深入母材端呈尖端形貌(圖14b),因此推斷蓋面焊處為裂紋源,向內(nèi)部擴(kuò)展。熱影響區(qū)存在馬氏體組織(圖14c),馬氏體組織的出現(xiàn)表明焊接冷速較快。此外,4#、5#裂紋處熱影響區(qū)均存在魏氏組織(WF),魏氏組織的出現(xiàn)表明該區(qū)域焊接熱輸入量較大(圖15)。
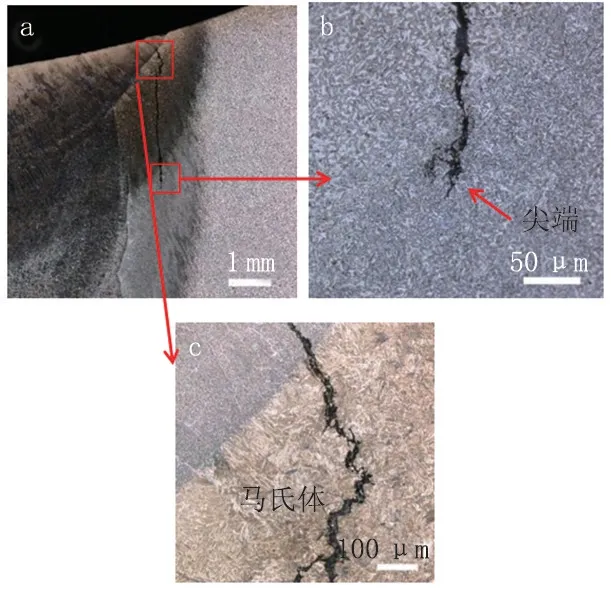
圖14 4#裂紋金相形貌Fig.14 4#crack metallographic appearance
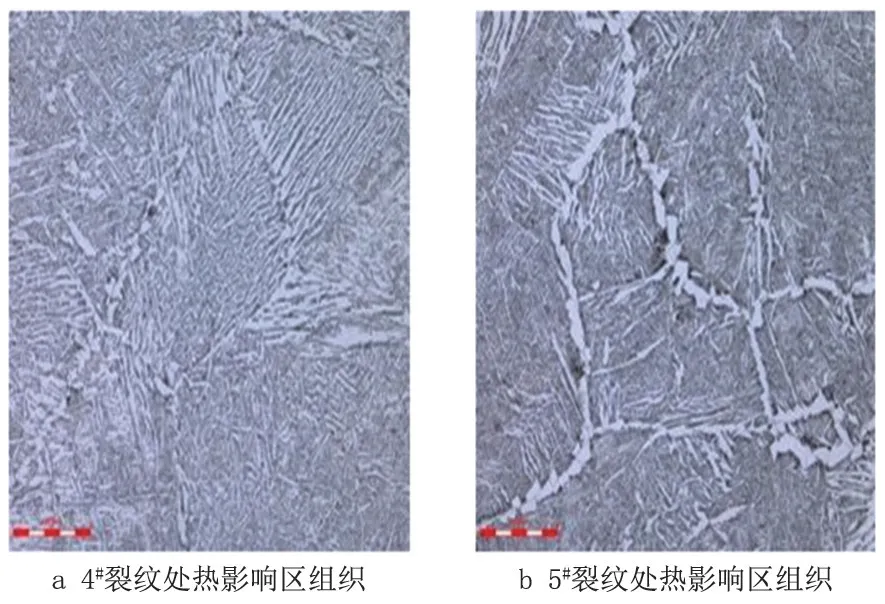
圖15 4#、5#裂紋處焊縫熱影響區(qū)組織Fig.15 4#and 5#crack HAZ structure
3.5.2 硬度分析
對(duì)馬氏體組織進(jìn)行硬度檢測(cè),測(cè)試位置如圖16 所示,兩處硬度分別為385 HV10、389 HV10,硬度較高。
3.5.3 斷口分析
對(duì)4#裂紋斷口形貌進(jìn)行掃描電鏡觀察(圖17)可以看出,斷口平齊,呈存在少量韌窩準(zhǔn)解理斷裂形貌。
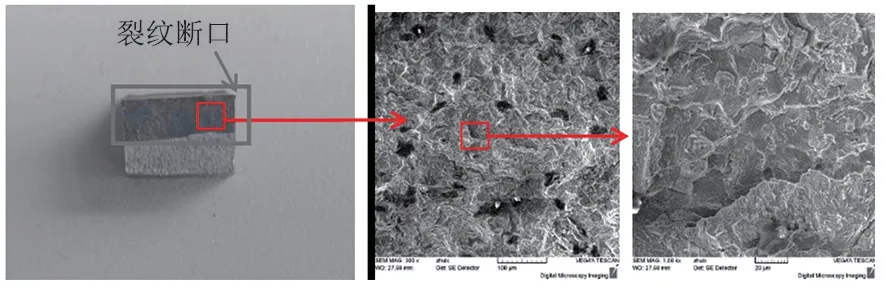
圖17 4#裂紋斷口形貌Fig.17 4#crack fracture morphology
4 檢測(cè)結(jié)果分析
1#、2#、3#、6#裂紋均位于焊縫中心,具有相似的形貌特征,裂紋中部和裂紋末端存在疏松組織和顆粒狀枝晶間斷裂形貌,是典型的焊接熱裂紋特征,為焊接過(guò)程中產(chǎn)生的焊接缺陷。斷口呈解理和準(zhǔn)解理斷口特征。經(jīng)過(guò)能譜分析發(fā)現(xiàn),裂紋表面顆粒狀物質(zhì)主要由Fe、O元素組成。開(kāi)裂處焊縫填充層金相組織特征不同于未開(kāi)裂焊縫,存在明顯多道次返修痕跡,造成焊接熱輸入量較大和不連續(xù)焊接熱裂紋,焊接熱裂紋破壞了焊縫金屬的連續(xù)性,且坡口角度、坡口形式與焊接工藝規(guī)程不符,存在明顯應(yīng)力集中,在內(nèi)壓、焊接殘余應(yīng)力等載荷作用下連接貫通。
4#、5#裂紋均位于閥門(mén)側(cè)焊趾處,具有相似的形貌特征,裂紋均由外表面向焊縫內(nèi)部擴(kuò)展,裂紋附近存在馬氏體,硬度較高,斷口表面平齊,為典型的準(zhǔn)解理脆性斷口,馬氏體等組織是4#、5#裂紋產(chǎn)生的主要原因。
5 結(jié)論及建議
(1)該壓氣站管道環(huán)焊縫坡口角度、坡口形式與焊接工藝規(guī)程不符,開(kāi)裂處焊縫存在多道次返修痕跡,破壞了焊縫金屬連續(xù)性,造成此處金屬較為薄弱。因此,現(xiàn)場(chǎng)進(jìn)行大壁厚、多層、多道次焊接時(shí),應(yīng)嚴(yán)格按照焊接工藝規(guī)程執(zhí)行。
(2)部分裂紋是由外表面向焊縫內(nèi)部擴(kuò)展,裂紋附近存在馬氏體等硬脆組織,在內(nèi)壓、焊接殘余應(yīng)力等載荷作用下開(kāi)裂并擴(kuò)展。后續(xù)應(yīng)重點(diǎn)排查該壓氣站其他閥門(mén)對(duì)接環(huán)焊縫外表面裂紋。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動(dòng)漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
專(zhuān)用汽車(chē)(2016年4期)2016-03-01 04:13:43
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
