熱鍍鋅薄帶鋼穿帶堆鋼的原因及控制
2021-09-25 11:53:44任新意高慧敏徐海衛黃華貴孫靜娜馬孟寧
上海金屬 2021年5期
任新意 高慧敏 徐海衛 黃華貴 孫靜娜 馬孟寧
(1.首鋼京唐鋼鐵聯合有限責任公司技術中心,河北唐山 063200;2.燕山大學國家冷軋板帶裝備及工藝工程技術研究中心,河北秦皇島 066004)
熱鍍鋅帶鋼具有較好的耐蝕性、優良的可加工性和裝飾性,在工業建筑、交通運輸、汽車制造、家電等領域得到了廣泛應用[1-2]。熱鍍鋅薄帶鋼加工成材率高、成形性能優良、質量穩定,已成為國內外鋼鐵企業研究的熱點[3]。
某1 700 mm熱鍍鋅連續機組由比利時CMI公司設計[4],采用國際先進的美鋼聯法連續熱鍍鋅工藝,設計年產量可達40萬t。該機組主要生產具有高附加值的建材和家電用帶鋼,厚0.25~2.5 mm,寬750~1 580 mm,最高強度可達590 MPa。自2009年投產以來,為了滿足高級別鋼卷出口國外的需求,逐漸增加了厚度小于0.45 mm的帶鋼產量,要求機組具有更好的連續運行穩定性。然而,薄規格帶鋼在穿帶過程中常常因帶頭與機組入口區域設備卡阻而無法順利前行,隨著帶鋼開卷的持續運行而逐漸堆積,即發生堆鋼現象[5],嚴重影響機組的生產效率。
本文研究了該1 700 mm熱鍍鋅連續機組發生堆鋼現象的規律和原因,并采取調整原料帶鋼的生產工藝、改造穿帶導板的表面構造、增添預警裝置等措施,顯著減少了熱鍍鋅機組發生堆鋼的頻次。
1 熱鍍鋅薄帶鋼堆鋼的概況
經統計,該1 700 mm熱鍍鋅連續機組發生的穿帶堆鋼具有以下特征:1)帶鋼厚度主要在0.45 mm以下,且1 400 mm以上寬度的帶鋼發生堆鋼的頻率更高;2)82%發生堆鋼的帶鋼原料由1 420 mm酸連軋機組生產;3)堆鋼主要發生在公共夾送輥后的穿帶導板區;4)堆鋼主要發生在帶鋼的頭或尾部。1 700 mm熱鍍鋅機組入口區的設備布置示意如圖1所示,其發生穿帶堆鋼的規律如圖2所示。
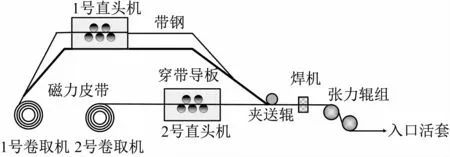
圖1 1 700 mm熱鍍鋅機組入口區設備布置示意Fig.1 Schematic diagram of equipment layout in entrance area of the 1 700 mm hot dip galvanizing line
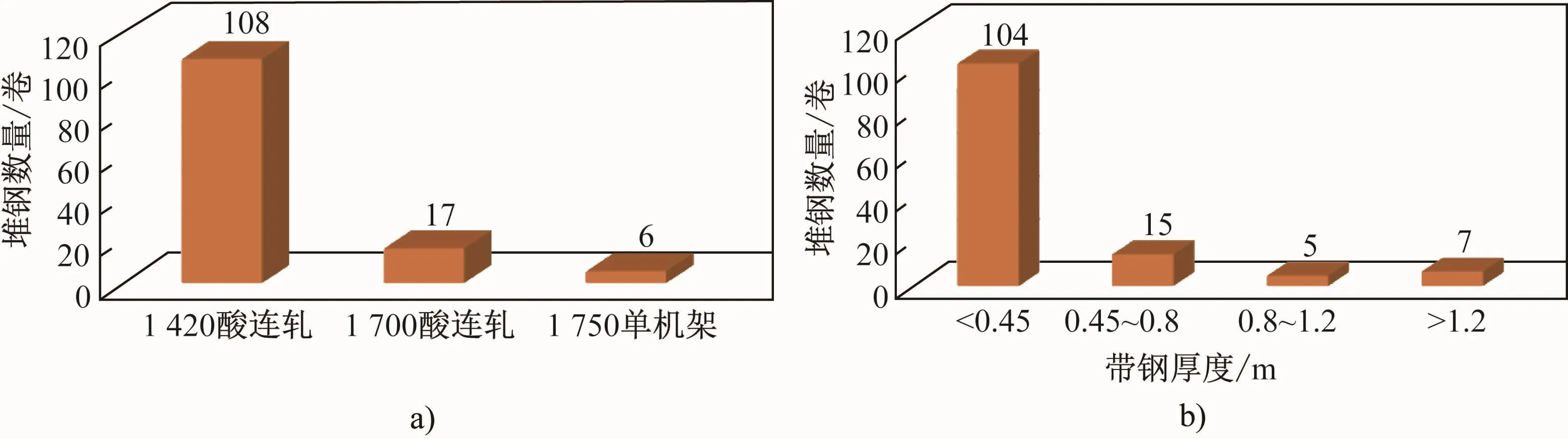
圖2 發生堆鋼的帶鋼原料生產機組(a)和帶鋼厚度分布(b)Fig.2 Production line for raw material used for the strip(a)and distribution of thickness of the strip(b)generating piling-up
2 原因分析
1 700 mm熱鍍鋅機組所用的原料帶鋼由1 420和1 700 mm酸連軋機組及1 750 mm單機架軋機生產,厚度小于0.45 mm的原料帶鋼主要由1 420 mm酸連軋機組生產。由于薄規格帶鋼的整體壓下率較大,因此1 420 mm酸連軋機組采用5個機架同時壓下的軋制方式[6-7],即帶鋼在每個機架均以較大的壓下率軋制。為保證帶鋼能被穩定軋制,機組的末機架需采用較小的軋制力并保持良好的潤滑狀態。因此,末機架的工作輥一般磨削后(未毛化)直接使用,其表面粗糙度較低(0.5~0.7 μm),同時要求較高的乳化液濃度,一般控制在3%~4%(質量分數)。
為了研究熱鍍鋅薄規格帶鋼發生堆鋼的原因,對原料帶鋼的板形、表面粗糙度和表面殘油量等進行了對比分析。
2.1 原料帶鋼板形
反查發生堆鋼的原料帶鋼板形發現,其設定的板形曲線為微雙邊浪形,帶鋼頭、尾部(軋機升降速階段)的實際軋制力較高速穩態階段的明顯增大,對應位置的邊浪幅值也明顯增大[8]。當具有較大邊浪幅值的帶鋼經過穿帶導板臺時,不僅會造成帶鋼與穿帶導板臺之間發生局部接觸卡阻,也會增加穿帶通過夾送輥的難度,從而導致帶鋼穿帶過程中堆積即堆鋼。發生堆鋼的帶鋼原料板形如圖3所示。
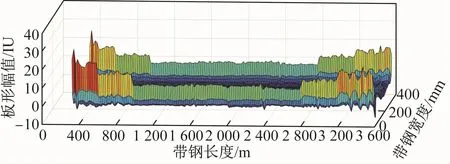
圖3 發生堆鋼的帶鋼原料板形Fig.3 Shape of raw strip used for the strip generating piling-up
2.2 原料帶鋼表面粗糙度
對比不同軋機生產的原料帶鋼的表面粗糙度表明,1 420 mm酸連軋機組生產的原料帶鋼表面粗糙度較低。其原因主要是1 420 mm酸連軋機組的末機架工作輥是磨削后直接使用的,工作輥粗糙度為0.5~0.7 μm。而其他兩個機組的末機架工作輥在磨削后再經過電火花毛化[9],以進一步提高其表面粗糙度至2.0~3.5 μm。由于原料帶鋼的表面粗糙度較低,帶鋼經過穿帶導板時易打滑,從而造成穿帶堆鋼。不同機組生產的原料帶鋼表面粗糙度如表1所示。
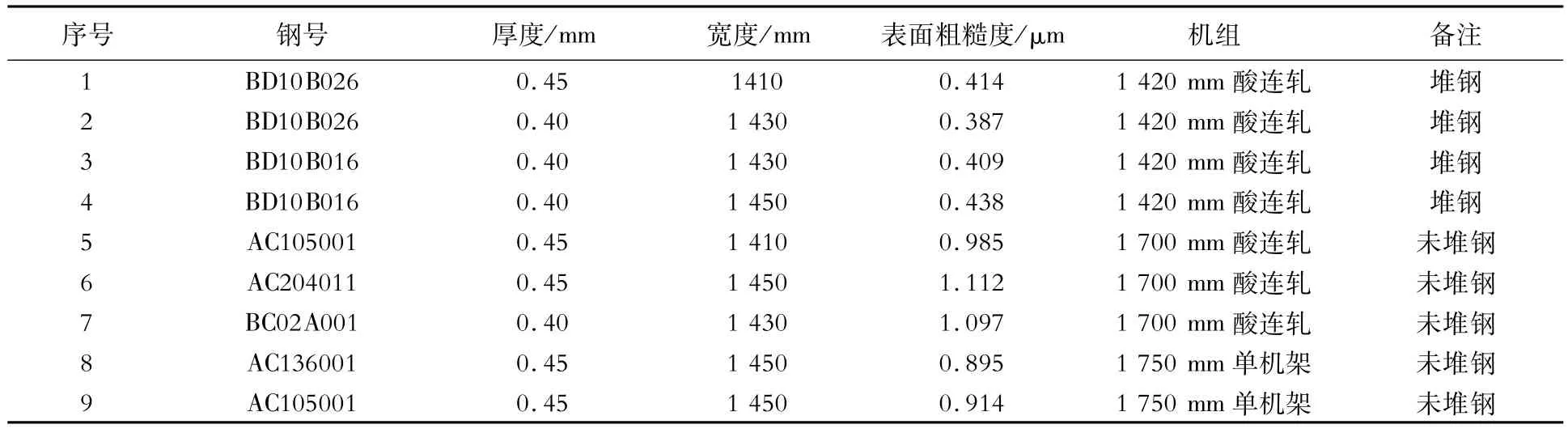
表1 不同機組生產的原料帶鋼的表面粗糙度Table 1 Surface roughness of the raw strips produced in the different lines
2.3 原料帶鋼表面殘油量
不同機組生產的原料帶鋼表面殘油量[10]如表2所示。1 420 mm酸連軋冷硬帶鋼的表面殘油量較高,這主要是由于1 420 mm酸連軋機組的第五機架采用壓下模式,需要較好的潤滑狀態以提高軋制穩定性,其乳化液濃度一般控制在3%~4%,導致原料帶鋼的表面殘油量較多,加大了帶鋼與穿帶導板之間的打滑程度,導致穿帶堆鋼。
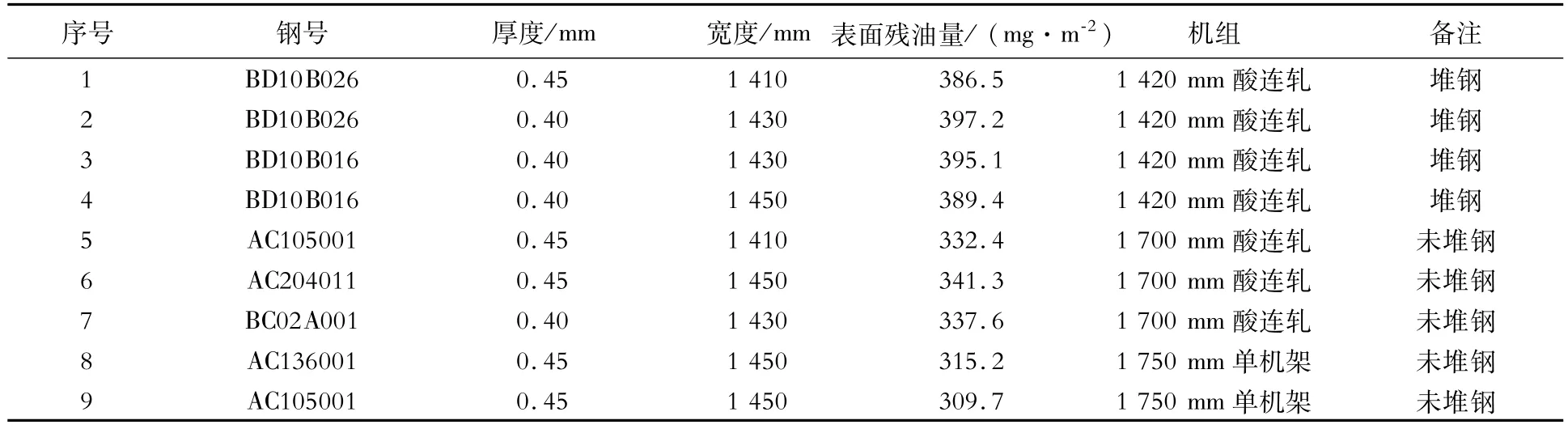
表2 不同機組生產的原料帶鋼的表面殘油量Table 2 Amount of oil left on the raw strips produced in the different lines
此外,現場跟蹤發現,發生穿帶堆鋼的1 700 mm熱鍍鋅機組的穿帶導板表面結構設計不合理,且在帶鋼發生堆鋼時未及時檢查及采取控制措施,致使開卷機處的帶鋼持續前行,堆鋼更為嚴重。
3 控制措施
3.1 原料帶鋼頭尾板形補償
為解決由于原料帶鋼頭、尾板形不良導致的1 700 mm熱鍍鋅機組的穿帶堆鋼問題,增加了控制板形的軋制力-彎輥力的補償功能[11],并根據帶鋼的鋼種和規格優化了補償系數,從而減小了原料帶鋼的板形幅值,提高了帶鋼整卷板形的一致性。優化的原料帶鋼板形如圖4所示。
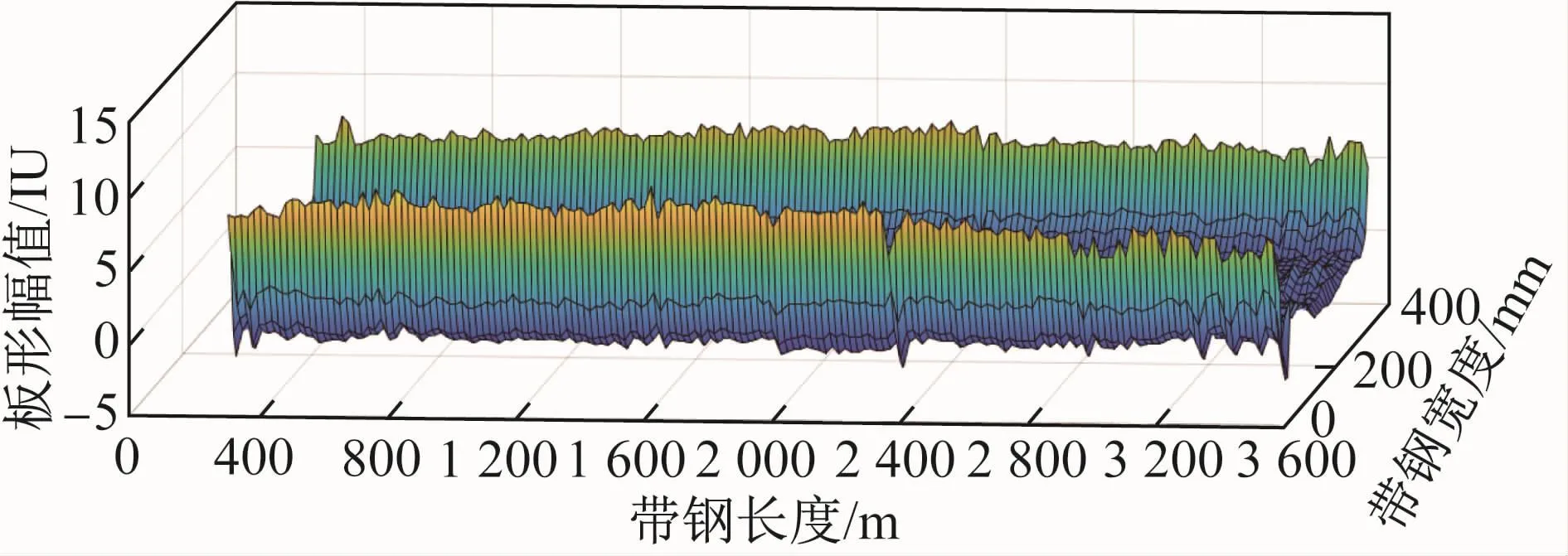
圖4 優化的原料帶鋼板形Fig.4 Shape of the optimized raw strip
3.2 原料帶鋼粗糙度和殘油量的控制
由于1 420 mm酸連軋機組生產的原料帶鋼表面粗糙度較低,所以對機組的末機架工作輥進行了電火花毛化加工,使其粗糙度提高至1.3 μm,并適當降低末機架的帶鋼壓下率,以提高原料帶鋼的表面粗糙度。此外,將機組的末機架工作輥鍍鉻[12],并對乳化液系統進行合理的加油和排液,以減少原料帶鋼的表面殘油量,即對原料帶鋼進行表面粗糙度和表面殘油量的綜合控制。調整后的原料帶鋼表面粗糙度和殘油量見圖5。
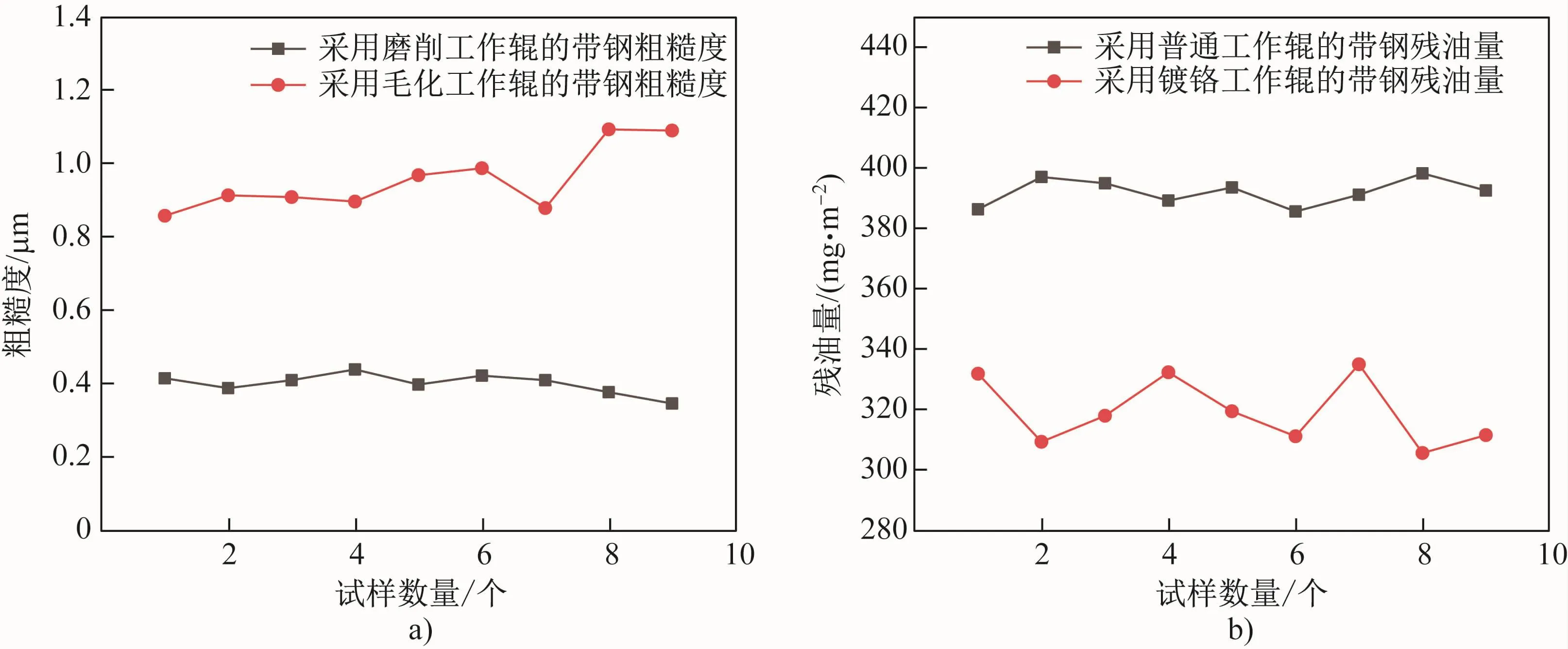
圖5 用不同工作輥軋制的原料帶鋼的粗糙度(a)和殘油量(b)Fig.5 Roughness(a)and residual oil amount(b)of the raw strips rolled by different working rolls
3.3 防止帶鋼穿帶過程堆積的預警裝置
1 700 mm熱鍍鋅機組在生產薄規格帶鋼時,還經常出現帶鋼扎帶頭的現象[13],但開卷機仍在持續運轉,從而使帶鋼穿帶過程中堆積更嚴重。通過增加入口定位光柵檢測與開卷機運行間的聯鎖,開發了防止帶鋼穿帶過程中堆積的預警裝置,其原理圖如圖6所示。
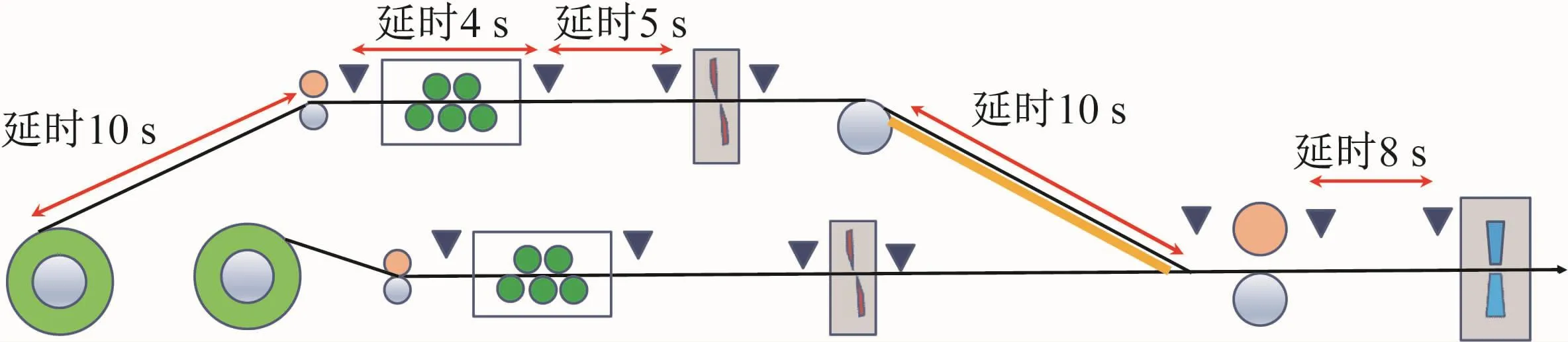
圖6 防止帶鋼穿帶過程中堆積的預警裝置的原理圖Fig.6 Schematic diagram of early warning system for prevention of the strip piling-up in the process of threading
預警裝置的功能:
(1)在1號或2號通道開卷到直頭機的自動運行過程中,開卷機運轉10 s內沒有收到夾送輥后面的光柵信號,判定帶鋼在開卷機處發生堆積,自動步暫停運行。
(2)在與上相同的過程中,直頭機前的光柵檢測到信號后4 s內沒有收到直頭機后面的光柵信號,判定帶鋼在直頭機處發生堆積,自動步暫停運行。
(3)在1號或2號通道直頭機到切頭剪的自動運行過程中,直頭機后面的光柵檢測到信號后5 s內沒有收到切頭剪前面的光柵信號,判定帶鋼在直頭機到切頭剪的通道內堆積,自動步暫停運行。
(4)在帶鋼從切頭剪到焊機的自動運行過程中,切頭剪后面的光柵檢測到信號后10 s內沒有收到公用夾送輥前面的光柵信號,判定帶鋼在切頭剪到公用夾送輥的通道內堆積,自動步暫停運行。
(5)在帶鋼從公用夾送輥到焊機的自動運行過程中,公用夾送輥后面的光柵檢測到信號后8 s內沒有收到焊機前面的光柵信號,判定帶鋼在公用夾送輥到焊機的通道內堆積,自動步暫停運行。
3.4 穿帶導板表面結構改造
現場跟蹤發現,原有的穿帶導板采用表面光滑的襯膠木板制作,易造成帶鋼難以順利運行而堆積。因此,在原有穿帶導板上增加密集的滾動軸承,如圖7所示,間接增大帶鋼與穿帶導板的接觸間隙,從而避免帶鋼與穿帶導板發生局部黏結而堆積。同時,根據現場條件,制作了用于處理帶鋼堆積的裝置,如圖8所示,顯著縮短了堆鋼導致的機組停機時間。
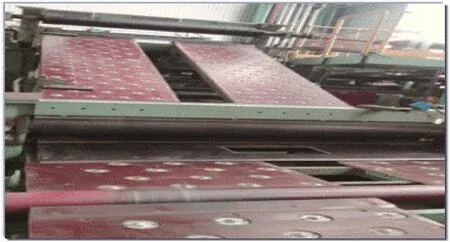
圖7 改造后的熱鍍鋅機組穿帶導板臺Fig.7 Remade threading guide table in the hot dip galvanizing line

圖8 用于處理帶鋼堆積的裝置Fig.8 Device reserved for handling strip piling-up
4 實施效果
采取上述相關措施后,1 700 mm熱鍍鋅機組的薄規格帶鋼的穿帶堆鋼現象已基本消除,機組發生穿帶堆鋼的次數從月均3.25次降低到了0.4次,堆鋼導致的停機時間從月均56 min減少到了8 min,取得了良好的效果,如圖9所示。
5 結論
(1)1 700 mm熱鍍鋅機組發生穿帶堆鋼的規律為:由1 420 mm酸連軋機組生產的原料帶鋼更易發生堆鋼,厚度小于0.45 mm的薄帶鋼堆鋼的頻次更高。
(2)發生堆鋼的帶鋼其原料帶鋼的頭尾板形不良,表面粗糙度較低,殘油量較高。
(3)原料帶鋼與熱鍍鋅機組的穿帶導板之間發生局部粘合,在開卷過程中易發生堆鋼。
(4)采取調整原料帶鋼的生產工藝、改造鍍鋅機組穿帶導板的表面構造、增添防止帶鋼穿帶過程中堆積的預警系統等措施可使1 700 mm熱鍍鋅機組穿帶堆鋼的次數和停機時間顯著減少。
