分體式空調(diào)裝配間隙的管控優(yōu)化設計
2021-09-26 07:35:40張遠威
機電工程技術 2021年8期
張遠威
(廣東美的制冷設備有限公司,廣東佛山 528311)
0 引言
隨著用戶對審美要求的不斷提高,各大空調(diào)企業(yè)在新品開發(fā)時[1],精美的外觀成為打造爆款的一大條件,而這離不開裝配間隙的大小及均勻性。因此,分析和解決空調(diào)各零部件之間的裝配間隙,特別是間隙大小與均勻性問題成為了各大空調(diào)企業(yè)的首要任務。
國內(nèi)外大部分空調(diào)企業(yè)對于裝配間隙,特別是分體掛壁式空調(diào)器[2](俗稱:分體機)出風口上、下側(cè)間隙問題,為了防止零部件的變形及保溫海綿黏貼不到位等因素的影響,大部分空調(diào)企業(yè)通常的做法是增加螺釘固定,雖然可解決裝配間隙問題,但降低了空調(diào)制造企業(yè)的生產(chǎn)效率,增加了成本。因而要想實現(xiàn)生產(chǎn)安定化、品質(zhì)可靠、產(chǎn)品可制造性等,增加螺釘固定的解決方案存在一定的問題。
本文將從分體內(nèi)機各零部件的結構、工藝、裝配著手,對不同材料、不同工藝的零部件裝配的間隙要求展開分析,圍繞結構上優(yōu)化、工藝上改善、包裝上防護等方面,對各零部件之間的裝配間隙進行管控,通過不斷地從實際空調(diào)制造中遇到的間隙問題進行分析、歸納、總結,最終探索出一種減少螺釘固定,采用小倒扣卡形式的結構。此結構具有結構簡單、裝配可靠等優(yōu)點,對裝配間隙管控發(fā)揮很大的作用,同時對各大空調(diào)企業(yè)在空調(diào)設計環(huán)節(jié)具有一定的借鑒意義。
1 分體內(nèi)機裝配間隙現(xiàn)狀
1.1 分體內(nèi)機外觀件組成
分體內(nèi)機外觀件一般由面板部件、面框部件、底盤部件[3]、導風板等4 大件組成,如圖1 所示。其中面板部件由面板與面板裝飾件組成,面板裝飾件主要有透明件、噴涂件、IMD 覆膜件、電鍍件、亞克力裝配件、PVC/ PC 材質(zhì)裝飾件;底盤部件包含上底盤、下底盤等。

圖1 分體內(nèi)機的外觀件構造
1.2 外觀件的制造工藝
分體內(nèi)機外觀件的制造工藝主要為注塑,部分有噴涂、電鍍等工藝,而不同的制造工藝對裝配間隙的控制方法有所不同。
1.3 外觀件的裝配間隙
裝配間隙分為面板與面框、面板與裝飾件、面框與底盤之間的裝配間隙及導風板的閉合間隙[4],這幾個間隙的大小及均勻性直接關系到外觀件是否精美。正常的裝配間隙[5]一般控制在1.0 mm以內(nèi),有的控制在0.5 mm以內(nèi)。
裝配間隙并不是越小越好,因為分體內(nèi)機外觀件大部分都為塑料件,受熱脹冷縮影響因素較大,特別是不同材質(zhì),膨脹系數(shù)不一樣,同時機身長短不一,因此裝配間隙[6]就不同。如果間隙過小,導風板會在制熱模式中卡住不動,引起異音,PVC/ PC材質(zhì)裝配件出現(xiàn)起翹現(xiàn)象,如何將裝配間隙控制在合理范圍,是各大空調(diào)企業(yè)面臨的一大課題。
2 裝配間隙的控制
目前分體內(nèi)機的裝配控制主要從結構、工藝兩方面著手。
2.1 結構上控制
在空調(diào)開發(fā)階段,對各大零部件之間的裝配間隙的標準[7]需制訂好,在結構設計環(huán)節(jié),須滿足間隙標準,同時要兼顧產(chǎn)品的可制造性,在招工難的大背景下,好裝、易裝、少螺釘化成了設計的重點,盡量采用卡扣式結構。
2.1.1 面板與面框的裝配間隙
面板與面框的配合主要采用卡扣式,這樣便于用戶在使用時能順利開合,方便取出過濾網(wǎng)進行清洗。卡扣式結構一般采用彈性扣,要么彈性扣設計在面板上,要么設計在面框上,如圖2 所示,而裝配間隙[8]的大小是由扣合量的多少來決定。

圖2 面框與面板的卡扣結構
當扣合量過多時,扣位就會扣得很緊,面板難開合,用戶體驗差。當扣合量過少時,扣位會反彈導致裝配間隙大,另外,彈性扣中凹槽的筋高度直接影響卡扣的彈性,關系到面板卡扣的松緊,也影響到裝配間隙[9]。因此,卡扣式結構的面板與面框裝配間隙是通過扣合量與彈性扣中凹槽的筋高度來控制的。
2.1.2 導風板裝配間隙
導風板的裝配間隙分為左右間隙、閉合間隙2 種。左右間隙問題常見為左、右間隙不均勻,間隙過小/過大。左、右間隙不均勻、間隙過大會導致不美觀;間隙過小,直接影響到用戶的使用,空調(diào)運行時會導致導風板卡死,異音等問題。
解決辦法:(1)保證面框與底盤裝配后,左、右不能有竄動,如果有竄動間隙,可以通過在底盤中間支撐上增加限位筋,面框與底盤的固定螺釘上做限位、增加定位柱/筋等方式來調(diào)整;(2)確保面框與底盤不能竄動的前提下,可以調(diào)整導風板中間轉(zhuǎn)軸上的限位筋高度,如圖3 所示,當間隙不均勻時,哪邊間隙小,限位筋高度往哪邊對應增加,確保兩邊間隙均勻性;(3)確認導風板上的孔與步進電機上的防電軸配合順暢,兩者的配合間隙在0.05~0.1 mm;(4)確保導風板的長度在注塑生產(chǎn)時,控制在圖紙要求的公差內(nèi);(5)導風板中間/左側(cè)的轉(zhuǎn)軸與底盤上的軸套,確保配合間隙在0.05~0.1 mm,因此,根據(jù)機身長度的不同,將導風板兩邊的裝配間隙控制在1.5~2.5 mm內(nèi)。

圖3 導風板上的限位筋
導風板閉合間隙主要表現(xiàn)在導風板左側(cè)、中間閉合間隙、間隙差超標、下導風板閉合不到位等。
解決方案:(1)確保導風板在注塑成型后,不能有S 型變形;(2)確保底盤上裝配導風板的幾個孔是同心的,如果導風板左側(cè)/中間閉合間隙大,可通過移動底盤上的孔或都導風板上的轉(zhuǎn)軸來解決;(3)傳動連桿、步進電機的電機座等小件變形量及尺寸需重點控制。
2.1.3 面板與裝飾件的裝配間隙
各大空調(diào)企業(yè)為了滿足不同消費者的個性化外觀需求,推出不同工藝的面板裝飾件,比如噴涂(+罩光)各種顏色、真空鍍/水鍍件、IMD覆膜件[10]、鋁合金裝飾件、PVC/ PC材質(zhì)裝飾件、LED燈裝飾等等。面板與面板裝飾板裝配一般采用卡扣式結構與3M雙面膠2 種方式固定。注塑裝飾件采用卡扣式結構,其裝配要求比面板與面框的裝配更高,間隙要求[11]更高,尺寸公差范圍更小,這就要求面板及面板裝飾件在注塑生產(chǎn)過程中,更加嚴格地控制。PVC/ PC 材質(zhì)裝飾件,外觀可以絲印各種顏色,在結構上采用定位凸點定位,為了保證面板裝飾條裝配后居中,一般在面板上裝配裝飾件槽的中間位置設計一個定位凸點,如圖4 所示,在裝飾件對應的位置上設計一個小缺口。

圖4 面板上的定位凸點
在生產(chǎn)裝配過程中需要用刮板來回刮幾次,防止裝飾件起翹。同時在長度方向的兩側(cè)需預留0.05~0.15 mm 的單邊裝配間隙,這樣可以避免熱脹冷縮聲與裝飾件起翹的投訴。
2.1.4 面框與底盤的裝配間隙
傳統(tǒng)的面框與底盤的裝配采用螺釘固定,這樣的裝配結構可保證間隙的大小,但生產(chǎn)效率低。通過不斷地驗證分析,提出了一種帶小倒扣式的裝配結構,如圖5 所示。此結構的核心是面框卡扣上設計一條高度為0.6~0.8 mm 的小筋,起倒扣作用,即使底盤上的保溫海綿有未黏貼到位的現(xiàn)象,引起卡扣反彈導致間隙大,此結構可以起到緊扣的效果,同時不影響面框的裝拆。
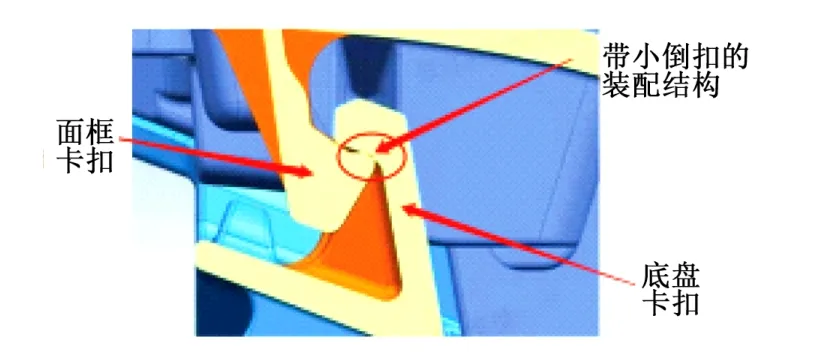
圖5 帶小倒扣的裝配結構
2.2 工藝上控制
空調(diào)上的外觀件一般從注塑、噴涂、電鍍、總裝等方面的工藝進行控制。注塑工藝主要從時間、溫度、壓力等方面著手,保證注塑件符合圖紙尺寸要求且不變形。噴涂工藝的關鍵點是待噴涂件放在工裝上時,保證卡扣不能受力,避免在噴涂烘烤過程中受熱變形。電鍍工藝的控制要點是待電鍍件在裝夾懸掛過程中,不能碰及卡扣位置,避免卡扣變形。總裝裝配工藝要避免暴力裝配,不能使用錘子等硬物敲擊,PVC/ PC 材質(zhì)裝飾件裝配時需使用刮板均勻刮,裝配的臺面要用類似珍珠綿、海綿、絨布、保溫棉等軟質(zhì)材料做防護。不管是哪種工藝,生產(chǎn)時都需要做好首樣檢驗與裝配檢驗,保證裝配間隙符合標準要求,減少批質(zhì)量事故的發(fā)生。所有外觀件的包裝,避免卡扣受力,層與層之前需用紙板隔開,四周做好防護、做到輕拿輕放。
3 結束語
本文遵循從實踐中來,到實踐中去的改造思路,通過分析結構、工藝、裝配方面的特點,對裝配間隙的大小及均勻性進行研究,提出了一種帶小倒扣的裝配結構,對空調(diào)企業(yè)使用的現(xiàn)有裝配結構進行改造優(yōu)化,同時從設計、制造、物流、倉儲等環(huán)節(jié)制訂管控措施。這些措施的應用,為實現(xiàn)生產(chǎn)的自動化提供了基礎保障,具有品質(zhì)穩(wěn)定可靠的優(yōu)點。而在生產(chǎn)控制方面也存在一定的不確定性,這就需要倒逼設計環(huán)節(jié)從精益設計角度出發(fā),做好結構上防呆,不斷提高產(chǎn)品可制造性水平。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03