HELLER機(jī)床加工中心維修技術(shù)研究
2021-09-26 01:14:45王文斌高海平韓冰
內(nèi)燃機(jī)與配件 2021年16期
關(guān)鍵詞:維修技術(shù)
王文斌 高海平 韓冰

摘要:在本研究中能夠針對(duì)HELLER機(jī)床加工中心具體數(shù)控設(shè)備的故障參數(shù)及故障維修過程進(jìn)行分析,闡述了在維修定位中可編程控制器的具體應(yīng)用,詳細(xì)分析了設(shè)備故障大定位,檢修前檢查是關(guān)鍵環(huán)節(jié),同時(shí)指出做好接口信號(hào)狀態(tài)變化流程圖在整個(gè)數(shù)控設(shè)備檢修過程中具有十分重要的意義。
關(guān)鍵詞:HELLER機(jī)床;加工中心;維修技術(shù)
中圖分類號(hào):TG68? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻(xiàn)標(biāo)識(shí)碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號(hào):1674-957X(2021)16-0133-02
0? 引言
近年來在儀器設(shè)備維護(hù)管理等方面,如何做好數(shù)控機(jī)床故障快速診斷、維修對(duì)于相關(guān)從事檢修工作人員來說是十分重要的。比如對(duì)于某機(jī)械公司,投入數(shù)十億元構(gòu)建HELLER機(jī)床設(shè)備,多年來,針對(duì)數(shù)控機(jī)床的故障診斷維修與相關(guān)院校、專業(yè)工程師進(jìn)行合作。在本研究中主要針對(duì)臥式加工中心故障維修進(jìn)行詳細(xì)闡述。
1? HELLER機(jī)床加工中心特點(diǎn)
本研究中HELLER機(jī)床臥式加工中心是由德國(guó)機(jī)床廠生產(chǎn)的機(jī)床,其主軸精度高,運(yùn)行速度快,具有較高的軸承精度和良好潤(rùn)滑性能,利用這種臥式加工中心所生產(chǎn)的零件具有較高精度,但在長(zhǎng)期使用過程中產(chǎn)品加工時(shí)常會(huì)面臨很多問題:第一,工件會(huì)出現(xiàn)部分加工紋路,存在圓柱度誤差;第二,在加工過程中工件生產(chǎn)噪聲較大,導(dǎo)致所生產(chǎn)的工件表面存在明顯的振紋,使最終的加工工件尺寸誤差較大。在本研究中主要針對(duì)上述幾個(gè)問題,對(duì)HELLER機(jī)床加工中心在實(shí)際生產(chǎn)過程中各個(gè)軸工作臺(tái)進(jìn)行主軸、軸承檢修經(jīng)驗(yàn)分析,能夠?yàn)轭愃萍庸ぶ行奶峁┙?jīng)驗(yàn)借鑒。
2? 典型故障維修技術(shù)
2.1 數(shù)控設(shè)備故障
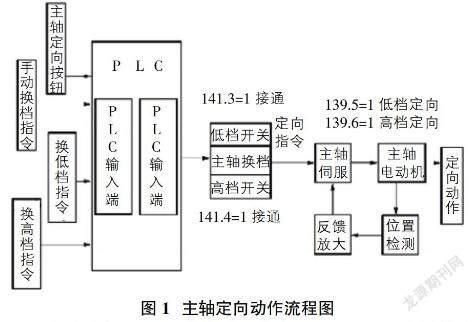
在實(shí)際自動(dòng)加工過程中可以使用機(jī)械手,在加工中程序中斷,進(jìn)一步說明可編程控制器是正常運(yùn)行的,因此可以采用可編程控制器程序法,通過查詢可編程控制器程序相關(guān)模塊,了解機(jī)械手的運(yùn)動(dòng)流程。在檢修前的調(diào)查這一環(huán)節(jié)也是重要程序,通過該環(huán)節(jié)能夠排除在加工過程中的程序問題,確保機(jī)械運(yùn)行環(huán)境與電網(wǎng)正常。通常,在機(jī)械手移向主軸動(dòng)作前會(huì)出現(xiàn)機(jī)床停止運(yùn)行,通過資料查詢產(chǎn)生該動(dòng)作主要是在Y軸和Z軸完成回零后,將機(jī)械手架調(diào)升至最高位點(diǎn),此時(shí)主軸開始定向并完成后續(xù)操作,出現(xiàn)該機(jī)床故障明顯的特征是中斷程序,停止運(yùn)行,通過實(shí)際檢查結(jié)果發(fā)現(xiàn),目前該機(jī)械屬于最高位置,主軸開始定向,但未完成后續(xù)操作。在故障大定位中,結(jié)合之前文獻(xiàn)研究分析判斷和修檢修前調(diào)查,這一程序中斷并不是受到運(yùn)行環(huán)境干擾和電網(wǎng)異常導(dǎo)致的,同時(shí)可以排除非程序設(shè)計(jì)問題。通過研究發(fā)現(xiàn),該故障為硬件故障,且故障定位為主軸定向系統(tǒng),結(jié)合可編程控制程序繪制主軸定向動(dòng)作流程圖,如圖1所示。
在自動(dòng)加工過程中由NC發(fā)出M41和M42的低檔和高檔換擋指令,并且經(jīng)過可編程控制器進(jìn)行換擋裝置開關(guān)的控制,在完成換擋的過程中,可編程控制器能夠向主軸控制器發(fā)出指令,使主軸電動(dòng)機(jī)開始定向運(yùn)行,完成定向動(dòng)作后主軸開始正常運(yùn)行,在這一過程中,任意環(huán)節(jié)都可能成為主軸無法正常定向的故障原因。
根據(jù)上述研究發(fā)現(xiàn)在故障設(shè)備診斷過程中,由于程序中斷NC和顯示器處于正常運(yùn)行,因此這種情況下可以采用可編程控制器程序法,需要注意可編程控制器程序是機(jī)床電氣控制和運(yùn)行邏輯關(guān)系的統(tǒng)一。可編程控制器檢測(cè)故障原理是利用各種輸入、輸出狀態(tài)指標(biāo),通過為特種機(jī)床所編制的梯型圖,即可編程控制器程序,進(jìn)而能夠?qū)C(jī)床產(chǎn)生的不同信號(hào)實(shí)現(xiàn)邏輯性判斷,當(dāng)機(jī)床處于故障狀態(tài)后,一般來說,可以調(diào)出程序并繪制動(dòng)作流程圖,之后詳細(xì)找到導(dǎo)致程序異常或者停止運(yùn)行的環(huán)節(jié),即完成故障大定位。結(jié)合可編程控制器程序可查找相對(duì)應(yīng)的診斷標(biāo)準(zhǔn)狀態(tài)位號(hào),第一,可以在crt中調(diào)用實(shí)時(shí)診斷的畫面;第二,操作主軸控制器實(shí)現(xiàn)自動(dòng)定向,以觀察主軸定向狀態(tài)。
根據(jù)該表可以發(fā)現(xiàn),目前主軸未定位,主要是由于上位檔位動(dòng)作沒有完成,故障點(diǎn)處于換擋前單元;第三,手動(dòng)操作主軸的高檔和低檔位開關(guān),按下手動(dòng)定向鍵。
根據(jù)該結(jié)果可以發(fā)現(xiàn),此時(shí)手動(dòng)操作換擋定向是比較成功的,表明主軸控制器和換擋機(jī)械裝置是正常的,之后需要確定換擋開關(guān)可編程控制器輸入和輸出接口是否存在故障問題;第四,能夠針對(duì)M41和M42的換擋定向指令進(jìn)行輸入,進(jìn)而觀察相關(guān)參數(shù),如表1所示。
根據(jù)該結(jié)果可以發(fā)現(xiàn),系統(tǒng)在執(zhí)行M42高檔位置定向指令時(shí)其程序運(yùn)行正常,但未執(zhí)行低檔的定向指令,進(jìn)而判斷該故障點(diǎn)位是低檔開關(guān)以及相關(guān)的端口連線,進(jìn)一步檢查低檔換擋位置開關(guān),打開開關(guān)盒之后結(jié)果發(fā)現(xiàn),低檔位置連線存在部分螺絲松動(dòng)連線,松脫,進(jìn)而導(dǎo)致低檔定向無法執(zhí)行。由于主軸自動(dòng)定向是通過先低檔后高檔定向的,但由于低檔定向未能正常運(yùn)行,導(dǎo)致后續(xù)高檔定向被終止,這也是最終是主軸定向失敗的原因,最后進(jìn)行導(dǎo)線連接擰緊螺絲之后即可排除該故障。
2.2 機(jī)床主軸驅(qū)動(dòng)系統(tǒng)故障
機(jī)床主軸驅(qū)動(dòng)系統(tǒng)故障通常存在三種形式:第一,在機(jī)床數(shù)控系統(tǒng)中顯示屏存在報(bào)警或報(bào)警信息;第二,主軸驅(qū)動(dòng)裝置存在報(bào)警燈閃動(dòng)或數(shù)碼管顯示主軸驅(qū)動(dòng)裝置故障;第三,主軸故障無任何報(bào)警提示。
針對(duì)常見故障分析,比如主軸驅(qū)動(dòng)系統(tǒng)主軸轉(zhuǎn)速與指令值偏離時(shí),即電機(jī)轉(zhuǎn)速超過規(guī)定波動(dòng)范圍,其可能是由于電動(dòng)機(jī)過載或速度反饋故障,主軸驅(qū)動(dòng)裝置故障導(dǎo)致的故障。噪聲和振動(dòng)異常,要想找到主軸運(yùn)行中存在振動(dòng)或噪聲根源,需要區(qū)分故障是由于電氣驅(qū)動(dòng)或主軸機(jī)械導(dǎo)致的,如果在減速中出現(xiàn)噪聲通常是由于驅(qū)動(dòng)裝置導(dǎo)致,如果在恒定轉(zhuǎn)速運(yùn)行時(shí)存在異常振動(dòng)噪聲,一般是由于主軸機(jī)械導(dǎo)致的。主軸過載報(bào)警可能是加工過程中存在較大切削量或主軸頻繁正向或反向轉(zhuǎn)動(dòng),主軸電動(dòng)機(jī)的冷卻風(fēng)扇存在故障,主軸電機(jī)動(dòng)力電纜接觸不良等導(dǎo)致的,一旦出現(xiàn)故障時(shí),主軸驅(qū)動(dòng)裝置或CNC會(huì)提示報(bào)警,當(dāng)主軸存在干擾故障時(shí)一般是由于信號(hào)線屏蔽或接地不良,電磁干擾導(dǎo)致,對(duì)于電氣柜應(yīng)當(dāng)合理排線,電源線需要采取必要的抗干擾措施,及時(shí)屏蔽反饋線和信號(hào)線,CNC系統(tǒng)到主軸驅(qū)動(dòng)裝置是由轉(zhuǎn)速模擬量信號(hào)控制的,同時(shí)需要使能信號(hào)控制,因此當(dāng)主軸電動(dòng)機(jī)不轉(zhuǎn)時(shí),需要查看數(shù)控系統(tǒng)狀態(tài)表,看其是否存在主軸正向或反向轉(zhuǎn)動(dòng)信號(hào)輸出,同時(shí)還需要查看繼電器運(yùn)行狀態(tài)是否有主軸使用信號(hào),最后再次進(jìn)行主軸驅(qū)動(dòng)裝置和主軸驅(qū)動(dòng)電機(jī)故障排查。
2.3 絲杠和軸承故障
HELLER機(jī)床加工中心在檢修過程中如果存在絲杠或者軸承明顯損壞,這種情況下工件在加工過程中存在較大噪聲,所加工的產(chǎn)品表面存在明顯振紋,加工尺寸誤差相對(duì)較大,這種情況下需要進(jìn)行絲杠或者軸承更換,并且注意軸承和絲杠拆裝過程。在絲杠軸承拆卸時(shí)需要做好下列步驟:第一,拆護(hù)罩。移開Z軸中的護(hù)罩蓋;第二,拆除電動(dòng)機(jī)和軸連器,擰松Z軸電動(dòng)機(jī)頂部位置的螺絲,松開Z軸電動(dòng)機(jī)和絲杠中的螺絲,最后去除電動(dòng)機(jī)和聯(lián)軸器;第三,進(jìn)行工作臺(tái)的拆除,擰松工作臺(tái)和絲杠的聯(lián)接鉚釘,之后進(jìn)行工作臺(tái)拆除;第四,軸承座拆除,擰松鎖緊螺母中的止退螺釘,之后進(jìn)行鎖緊螺母,松開松開軸承套,利用軸承座中的定位孔取出軸承;第五,絲杠的拆除,松開鎖緊螺母中的止退螺釘,移出鎖緊螺母和軸套,松開螺釘移出端蓋,轉(zhuǎn)動(dòng)絲杠并進(jìn)行軸承松動(dòng),將軸承從絲杠中取出,從軸的一端取下絲杠;第六,電動(dòng)機(jī)座的拆除。在絲杠軸承等關(guān)鍵部件安裝維修中,需要遵循下列步驟:第一,安裝電動(dòng)機(jī)座,需要在機(jī)床中輕輕擱置電動(dòng)機(jī)座并進(jìn)行定位銷定位,使用螺釘連接;第二,絲杠安裝。在絲杠兩端將其裝入O型密封圈,進(jìn)而能夠密封軸端面,確保z工作臺(tái)內(nèi)部的潤(rùn)滑性,從Z軸一端并將電動(dòng)機(jī)座中的軸承與絲杠進(jìn)行連接,從電動(dòng)機(jī)一端將鎖緊螺母和軸承套連接于絲杠中,合理調(diào)整鎖緊螺母壓緊力,進(jìn)而消除軸承和絲杠的間隙,同時(shí)消除軸承中的間隙,調(diào)整好鎖緊螺母之后需要鎖緊止退螺釘;第三,軸承座的安裝,用手輕輕利用螺釘將軸承座安裝于機(jī)床中,按照相對(duì)應(yīng)的順序裝入軸承裝入軸承套和鎖緊螺母,并按照一定流程利用螺母對(duì)絲杠施加預(yù)緊力,并鎖緊止推螺釘;第四,絲杠預(yù)緊力的調(diào)整,首先需要在絲杠中放置千分表,將兩邊軸承擰緊,后松,再次調(diào)整,直到千分表指針無明顯變化,利用該步驟可消除軸承間間隙,之后進(jìn)行鎖緊螺母的調(diào)整,測(cè)量絲杠圓跳動(dòng),要求圓跳動(dòng)誤差控制于0.01毫米范圍內(nèi),如果圓跳動(dòng)誤差高于0.01毫米,表示鎖緊螺母存在較大的跳動(dòng)誤差,這種情況下需要使用銅棒憑借經(jīng)驗(yàn)進(jìn)行縮進(jìn)螺母敲擊并使其誤差低于0.01毫米,擰緊止退螺定,使擰緊作用力最高達(dá)到8Nm,經(jīng)過鎖緊之后,再次進(jìn)行絲杠圓跳動(dòng)的測(cè)量,如果存在圓跳動(dòng)超差問題,需要及時(shí)進(jìn)行止退螺釘?shù)恼{(diào)整;第五,工作臺(tái)的連接,可以使用螺釘將絲杠與工作臺(tái)進(jìn)行緊密連接;第六,電動(dòng)機(jī)和聯(lián)軸器的安裝,利用螺釘和安全墊圈將聯(lián)軸器與電動(dòng)機(jī)進(jìn)行緊密連接,并將其安裝于電動(dòng)機(jī)座中,需要注意的是在聯(lián)軸器裝配過程中,需要按照下列程序完成:使用螺釘調(diào)整緊固椎套,以確保電動(dòng)機(jī)兩端面距離控制在72毫米,電動(dòng)機(jī)軸和孔空間連接,要求聯(lián)軸器表面平面度誤差低于0.01毫米,如果該平面度誤差高于0.01毫米,需要調(diào)整椎套位置使其誤差低于0.01毫米,最后使用螺栓能夠?qū)⒙?lián)軸器彼此進(jìn)行有效連接;第七,保證潤(rùn)滑系統(tǒng)的完好性,做好防護(hù)罩的安裝。
3? 小結(jié)
目前針對(duì)加工中心在數(shù)控機(jī)床維修時(shí)可編程控制器程序法是一種重要的故障分析法,對(duì)機(jī)床主軸故障維修時(shí),一般是由于導(dǎo)線連接或接觸問題導(dǎo)致的,無論對(duì)于哪種故障維修均需要做好接口信號(hào)狀態(tài)變化流程圖,可通過故障大定位,在檢修前調(diào)查等步驟。在工件加工時(shí)不同的工件其尺寸、形位誤差不同,因此相關(guān)技術(shù)人員需要進(jìn)行經(jīng)驗(yàn)總結(jié),以掌握機(jī)床維修技能。
參考文獻(xiàn):
[1]李永湧.BV75立式加工中心十字滑臺(tái)機(jī)械修理關(guān)鍵技術(shù)研究[D].2014.
[2]王華峰.加工中心機(jī)床位置誤差檢測(cè)及補(bǔ)償技術(shù)研究與應(yīng)用[J].廣西輕工業(yè),2009,025(011):35-36.
[3]任利紅.對(duì)數(shù)控加工中心技術(shù)進(jìn)行研究[J].同行,2016(010):39.
猜你喜歡
山東工業(yè)技術(shù)(2017年2期)2017-02-08 22:33:20
科學(xué)與財(cái)富(2016年29期)2016-12-27 10:09:18
電子技術(shù)與軟件工程(2016年19期)2016-12-19 18:33:36
科技創(chuàng)新導(dǎo)報(bào)(2016年21期)2016-12-17 12:53:02
東方教育(2016年4期)2016-12-14 07:56:51
中國(guó)科技博覽(2016年12期)2016-05-09 09:16:00
中國(guó)科技博覽(2016年11期)2016-05-06 20:19:35
中國(guó)科技博覽(2016年20期)2016-04-25 10:32:14
電子技術(shù)與軟件工程(2015年6期)2015-04-20 18:36:31
中國(guó)高新技術(shù)企業(yè)(2015年6期)2015-03-18 18:25:28