襯套型工件數字化焊接工序實施探討
2021-09-29 08:43:20耿艷旭汪明銳
黑龍江科學 2021年18期
耿艷旭,呂 磊,汪明銳
(1.哈爾濱職業技術學院,哈爾濱 150081; 2.哈爾濱第一機械集團有限公司,哈爾濱 150056)
1 襯套型工件模塊施工工藝流程
襯套模塊兩個分段分塊板分別為H01a~H09a、H01b~H09b,共計18個分板。小模塊施工涉及襯套體模塊a、b段,分板工序對應標記為Ha、Hb。本次施焊的焊工必須具有職業資格證,且證書資格符合施工內容操作資格,不挪用,不混用。制備采用的焊材型號、品牌、用量等信息全部數字化存檔,焊接工藝參數等信息全部數字化存檔,以保證正式產品施工過程完全一致,嚴格遵守多工種協調施工相關的法律法規,做到制備全過程可查可控,合法合規。
1.1 分塊板制作
分塊板制作過程經技術管理人員分配工序,制作圖式1→領料預備2→放線下料3→打標移植4→板邊修正(側邊)5→坡口清理6→拼板組對7→焊接8→無損檢測9→肋板放線10→備料肋板11→肋板彎曲12→肋板下料13→肋板組對14→連接件焊接15→校正16→肋板無損檢測17→尺寸檢查18→噴砂及油漆19→編號存放20→數字歸檔21。根據三組工作組任務進行分配焊接工序的生產計劃,保證產品焊接生產過程各階段、各環節、各工序之間在時間和數量上的協調與銜接,使生產過程實現有節奏的均衡生產。具體執行方案分配如表1。
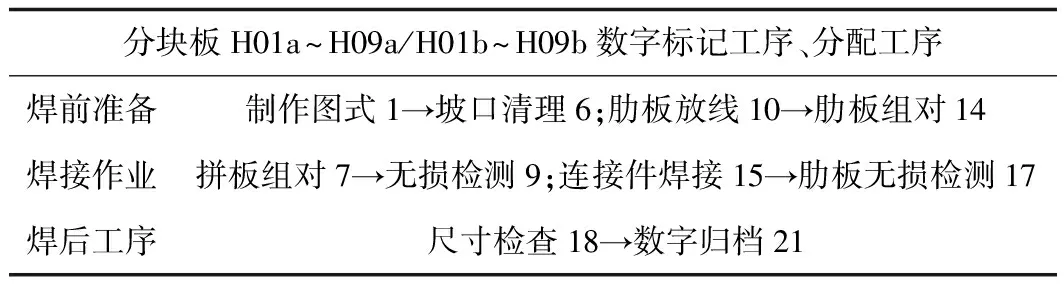
表1 分塊板H01a~H09a/H01b~H09b制作表Tab.1 Block board H01a~H09a/H01b~H09b fabrication
分塊板制作需注意的技術點:焊前對坡口兩側各 30~40 mm的油、銹等污物打磨清理干凈。坡口組對間隙嚴格控制在 0~2 mm,防止間隙超標。組對的錯邊量不得超過3 mm。定位焊由具有相應資格的焊工進行施焊,采用的焊材信息及焊接工藝參數信息應與正式產品施焊完全一致。定位焊縫間距以150~250 mm為宜,當定位焊縫與工裝板重疊時,可根據實際情況適當調整焊縫間距,但不應超過400 mm,定位焊焊縫長度以40~50 mm為宜。焊接時按照等分法將所需焊接分塊板分為3份,降低熱應力變形,焊接總體方向由分塊板中心向兩邊焊接,采用分段退焊,焊接長度為 100~1 200 mm。填充、蓋面焊接接頭應避開打底時的焊接接頭,以免產生應力集中。
1.2 加強板的制作
加強板需現場連接,工序排班與分塊板不同。制作加強板過程經技術人員分配,具體分配為:制作圖樣圖標1→領料2→留線備料3→標識移植安排4→側邊正位5→切割并下料及坡口打磨準備6→拼板固定7→焊接8→拼板超聲波探傷9→二次預留線10→勁肋彎曲11→勁肋下料12→勁肋組對13→勁肋焊接14→現場連接15→校正16→勁肋磁粉檢測17→尺寸檢查18→表面處理19→編號存放20→數字歸檔21。不同作業組根據作業時間順位分配工序,需要3個作業組同時平行作業,保證9塊工件現場作業。分配如表2。
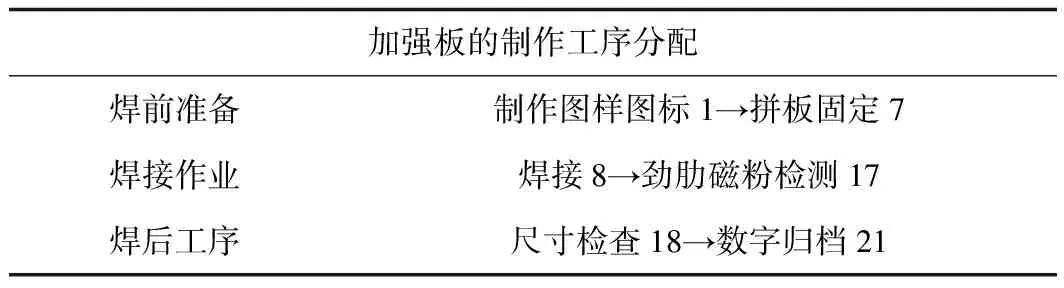
表2 加強板作業表Tab.2 Stiffening plate working
加強板制作時需要注意的操作點:要使用塔吊配合連接主體結構件,加強板可在車間預制吊耳,待吊裝配合制備就位完成后拆除預制吊耳。加強板分塊吊裝前需規劃好存放場地,嚴格執行高空塔吊要求,防止加強板墜落。定期進行操作規范的安全培訓,若無可臨時存放的區域,可在現場直接利用吊塔進行安裝。安裝時現場劃定安裝隔離區,設置警戒標志。塔吊將預制件兩端同時吊起一定高度后,襯套體上端起吊,下端落吊。注意不能將工件落地,待加強板垂直于地面后,卸去下端吊鉤,將工件吊運至安裝位置進行連接操作,做好防損傷措施。拆卸吊耳時,注意保證原主體結構的完整性,重機械傷痕會嚴重影響設備使用,影響原主體結構的完整性,是必須返修傷,所以尤其要注意加強板安裝安全與質量保證。
2 襯套型工件車間預制
2.1 襯套型工件模塊施工原則
模塊壁襯套型工件板拼接焊縫經無損檢測合格后再進行壁板的四周余量放線切割,做出數字標記。H01a~H09a下口預留18 mm左右余量,用于現場安裝調整標高后進行切割。H06、H09右側邊(由外向內)預留100 mm左右余量現場切割。所有工裝去除后,須對拆除部位母材進行100%超聲監測、射線檢測無損檢驗。采用火焰校正時,加熱溫度不允許超過540℃。
2.2 襯套型工件加勁肋角鋼的制作
所有零構件按設計變更文件的規格、尺寸進行下料,彎曲成型。成型錨固鋼筋經驗收合格后,做好成品臨時存放保護措施,如放置在箱子內,掛好信息標識牌。
2.3 襯套型工件加強板制作
襯套型工件Hb段下口由厚度24 mm的加強板如圖1所示的JQ3和JQ4拼接而成。
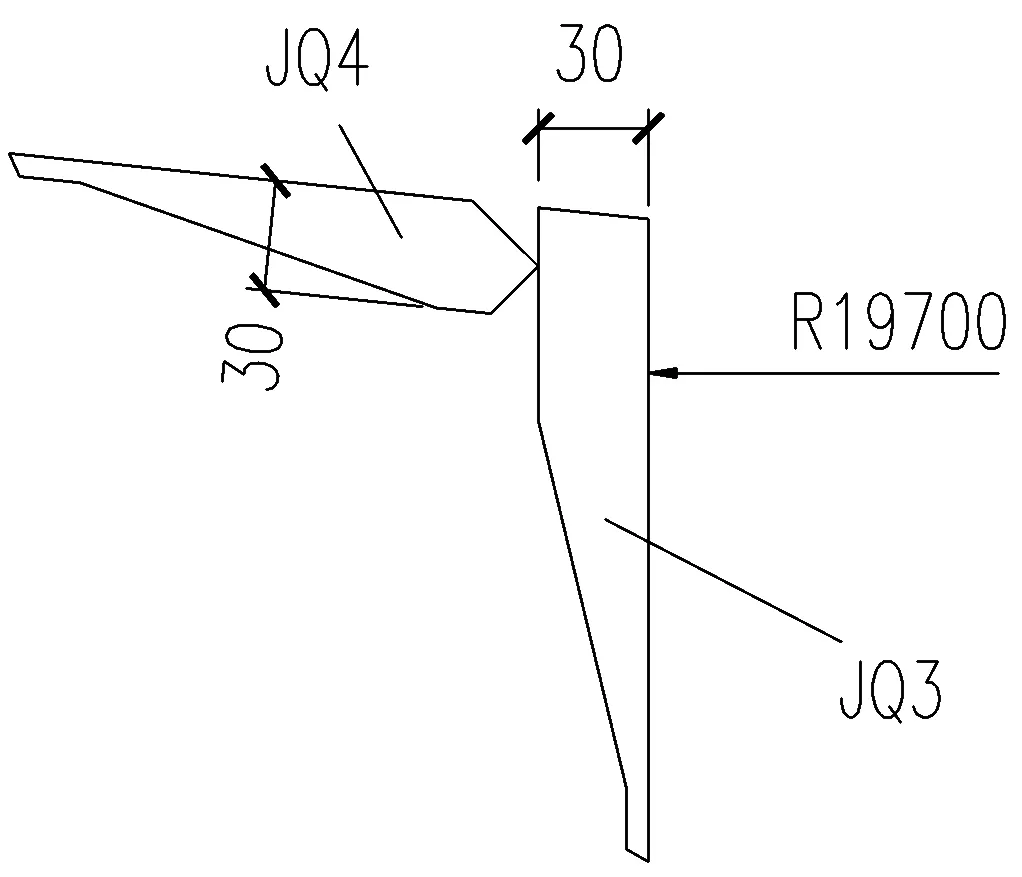
圖1 襯套型工件分段加強板節點示意圖Fig.1 Schematic diagram of bushing type workpiece segment reinforcement plate node
JQ3、JQ4加工完畢后,按制作圖所示彎弧半徑進行冷彎成型,組對焊接,焊接完成后共9段,分別與襯套模塊分塊板組對焊接。
加強板拼焊采用手工電弧焊,為了減少焊接變形,對于節點處的拼焊防變形工裝進行固定,JQ3、JQ4可單獨制作或使用襯套體b模,使用卡板及楔鐵固定。焊后試件若產生變形,則可進行火焰校正,加熱溫度不超過540℃,加熱后立即施加外力使其達到圖紙要求尺寸。
b段上下口工裝不拆除,待Ha、Hb段組焊成整體后進行拆除。
3 總結
大型襯套型工件施工時,利用數字化施工可縮短生產工期,減少人力財力等資源的消耗,提高生產效率。數字化工藝的探索及應用是企業自主性追求產業化升級的內在需求。數字化施工技術將朝著提高產品質量、提供安全施工環境、縮短工期、實現高效率高效益的方向發展。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34