連退飛剪剪切定位控制研究與改進
2021-10-14 03:33:17張益滔
今日自動化 2021年2期
關鍵詞:焊縫
張益滔
[中圖分類號] TG95
[文獻標志碼]A
[文章編號]2095-6487 (2021) 02-0034-02
Research and Improvement on Shear Positioning Control of Flying Shear
Zhang Yi-tao
[ Abstract]In this paper, the positioning control of flying shear in Shougang Jingtang cold rolling continuous annealing line is studied. Aiming atthe problem that the positioning failure of flying shear is caused by manually modifying the curting length during the positioning operation of flying shear,the positioning control system of flying shear is studied and optunized, and good results are achieved, which ensures the normal automatic cutting of flyingshear
[ Keywords] nying shear; positioning; control system; optimization
苜鋼京唐1700連退機組出口段剪切帶鋼采用的是曲柄式飛剪,飛剪通過一級自動化定位程序實現自動剪切功能,從而能夠保證產線的連續生產。在實際生產過程中,人為修改b剪剪切長度造成飛剪剪切定位設定值發生變化,導致飛剪剪切定位失敗,
b剪剪切自動步報錯無法自動運行,影響出口區域正常生產。本文針對飛剪剪切定位控制進行了分析研究,并制定了一系列措施,解決了飛剪定位失敗問題。
1 飛剪剪切定位
1.1 飛剪剪切定位介紹
1700連退機組出口區域安裝一臺曲柄飛剪,該飛剪的作用是用來帶尾或帶中分切,同時還具有切廢和取樣的功能。曲柄飛剪在運行過程中,帶鋼能夠以60 m/min速度通過飛剪,從而保證了產線的連續運行,提高了產線的生產效率。
1700連退機組出口飛剪剪切的順序為前卷帶鋼帶尾取樣,帶尾切廢,焊縫前后兩卷分卷,后卷帶鋼帶頭切廢,帶頭取樣或者帶中分切。飛剪剪切刀數及剪切長度可以通過計算機二級系統或操作人員通過操作界而進行手動設定下發。飛剪剪切定位程序根據設定的帶鋼剪切刀數和剪切長度計算出帶鋼第一刀剪切點位置。這個位置以帶鋼焊縫為參照,并在b剪剪切定位程序內部實時計算并更新。
當帶鋼第一刀剪切點距離飛剪300 m時,飛剪剪切定位程序觸發,開始對帶鋼第一刀剪切點的位置進行實時跟蹤,剪切定位程序啟動后定位設定值凍結,無法更改,第一刀剪切點到達飛剪時,出口帶鋼速度減速至剪切速度60 m/min,此時飛剪剪切定位完成,同時啟動飛剪剪切自動步對帶鋼進行剪切。
在實際生產過程中,當飛剪剪切定位啟動后,定位設定值凍結,無法更改,為保證剪切定位正常完成,要求操作人員飛剪剪切定位啟動后不能修改剪切長度,由于操作人員經常需要焊縫過表榆儀( 200m)后根據帶鋼缺陷修改帶鋼帶尾剪切長度,帶鋼第一刀剪切點實際位置發生變化,而定位程序里還是按照初始第一刀剪切點進行定位,導致帶鋼第一刀剪切點到達飛剪時速度不為60 m/min,飛剪剪切定位失敗,飛剪剪切自動步報錯無法自動運行,從而影響出口區域正常生產。目前,針對飛剪剪切定位啟動后,為防止修改飛剪剪切長度影響出口運行,產線操作人員往往手動將焊縫停到飛剪前采取半自動模式進行剪切,嚴重影響了出口操作人員的工作效率,增人了操作人員的勞動強度。
1.2 飛剪剪切定位控制模型
飛剪剪切定位的過程是確定第一刀剪切點到飛剪的長度,并實時根據出口區域8#張力輥電機編碼器計算反饋實際長度,進行速度斜坡定位控制。
(1)定位實際值。當帶鋼第一刀剪切點距離飛剪300m時,飛剪剪切定位程序啟動,S set=300m作為飛剪剪切定位控制模型的定位設定值。
(2)定位實際值。S。ct:實際位置是由出口區域8#張緊輥電機編碼器通過高速計數器計算編碼器旋轉過的脈沖數,根據編碼器旋轉一劇的固定脈沖數和旋轉一劇電機轉動的固定距離,可計算出帶鋼實際位置。另外,由于自動化一級系統CPU掃描時間及現場長距離通信導致延時問題,程序里計算出來的定位實際值存在延時,通過在程序中引入死區時間Tdead來補償定位偏差,定位實際值計算公式如下:
Sac,=CpulseI/1OOO+VLTdead
式中:Cpulse。:為脈沖數;I為脈沖當量(mm/脈沖)。
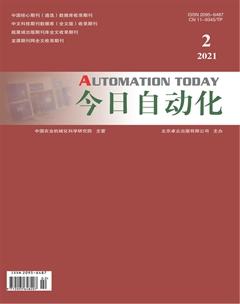
(3)制動距離Sbrk。帶鋼通過制動降速由運行狀態到停止狀態,制動降速的距離取決于帶鋼實際運行速度、最人制動加速度,以及制動起始運行狀態,是加速過程、恒速過程還是減速過程。
制動距離分為四個部分,分別由Sl、S2、S3、S4四個部分組成。
根據帶鋼速度控制原理,帶鋼在加減速起始階段和結束階段速度會有平滑過渡,同樣,定位過程在加減速起始階段和結束階段速度會有下滑過渡。
制動距離Sbrk的計算分為加速階段、恒速階段、減速階段3種情況。
(1)加速階段。如圖1(a)所示。
S1=(Vf+Vr)Tpulse S£
S2= (Vf+ V)Tpulse-Sr
S3=警
S3=V2f-V2r/2Aset
Sbrk= S1+S2+S3+S4
上述式中,Sl - S4分別為帶鋼速度光滑加速段、光滑減速段、恒減速段、光滑停止段的制動距離;Aset為設定加速度;Tpulse。為光滑時間,即加速度從O到設定加速度(加速度從設定加速度到O)經過的時間;Sr為光滑距離,即加速度從O到設定加速(加速度從設定加速度到O)經過的距離;Vr為光滑速度,即加速度從O到設定加速度(加速度從設定加速度到O)的速度變化量。Vf為定位開始時的帶鋼線速度。
(2)恒速階段。如圖1(b)所示,制動距離由S2、S3、S4三部分組成。
(3)減速階段。如圖l(c)所示,制動距離由S3、S&兩部分組成。
當定位偏差△S=S。et-S。ctrS_brk時,帶鋼開始減速,直至當剪切第一刀到達E剪時,速度降速到剪切速度60 m/min。
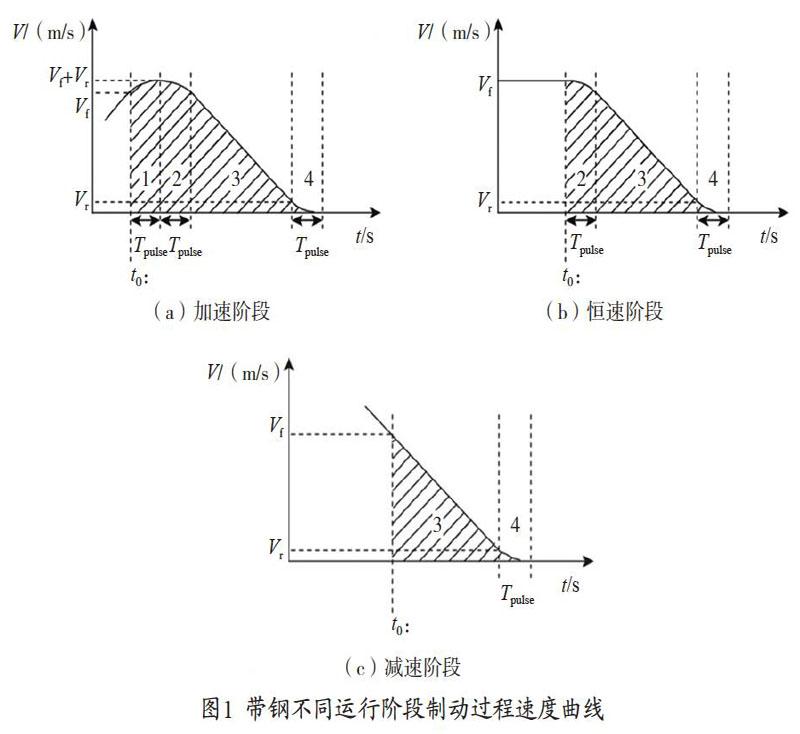
J set為設定位置,為一常數300m。
S act為E剪第一刀剪切點距離E剪的實際位置。
S_brk為制動距離,帶鋼啟動降速的距離。
△J為定位偏差。
Vset為設定速度。
Vmax為帶鋼運行運行的最人速度。
Path-controll為路徑控制器,該控制器的作用是通過定位偏差△S的實時變化不斷重新計算帶鋼的速度設定值Vset,從而達到E剪剪切定位的精確性和快速性。當設定位置S set和實際位置S。ct的偏差△S較人時,帶鋼能夠以工藝設定的帶鋼最人運行速度Vmax運行,以滿足b剪剪切定位控制的快速性。隨著△S逐漸減小,當△S莖S。時,Vse,逐漸減小,直至△S為O時,Vset等于完成定位速度設定值。2飛剪剪切定位控制模型優化
在實際生產過程中,當b剪剪切定位啟動后,定位設定值凍結,無法更改,為保證剪切定位正常完成,要求操作人員飛剪剪切定位啟動后不能修改剪切長度,由于操作人員經常需要焊縫過表榆儀( 200m)后根據帶鋼缺陷修改帶鋼帶尾剪切長度,帶鋼第一刀剪切點實際位置發生變化,而定位程序里還是按照初始第一刀剪切點進行定位,導致帶鋼第一刀剪切點到達飛剪時速度不為60 m/min,飛剪剪切定位失敗,飛剪剪切自動步報錯無法自動運行,影響出口區域正常生產。目前,針對飛剪剪切定位啟動后,為防止修改飛剪剪切長度影響出口運行,產線操作人員往往手動將焊縫停到飛剪前采取半自動模式進行剪切,嚴重影響了出口操作人員的工作效率,增人了操作人員的勞動強度。
為避免飛剪定位運行過程中手動修改剪切長度導致飛剪定位失敗的問題,對飛剪定值控制進行優化,建立一種基于剪切長度的自適應飛剪定位控制模型,如圖2所示,在飛剪定位控制程序中增加變量S_chg,該變量代表手動修改帶尾剪切長度,當飛剪剪切定位啟動時變量S_chg初始值為零,此時定位設定值S set=300m,定位偏差△S通過路徑控制器后,將得到的Vset作為帶鋼的速度設定值。當焊縫過表檢儀后,操作人員根據帶鋼帶頭尾的缺陷情況,手動修改帶尾的剪切長度S_chg,定位系統接收剪切長度修改信號,同時對飛剪剪切定位設定值進行修正,修正后的定位設定值:
Sset=S set-S_chg
實際定位偏差根據手動修改帶尾的剪切長度進行!史時修正:
△s=set-S_chg
當△S小于等于制動距離S brk時,帶鋼開始逐漸降速,直至第一刀剪切點以60 m/min速度到達飛剪時定位完成,飛剪啟動剪切自動步進行剪切。
b剪剪切定位模型優化后,在實際生產過程中,當焊縫停到切邊剪時,此時距離飛剪距離為49m,位置偏差△S‘△S=52m,操作人員修改剪切長度S_chg=12m,此時位置偏差自動修正△SL△S-S曲g=37m,當帶鋼升速到速度為210 m/min時,此時制動距離S_brk=17.3 m,剪切笫一飛位置距離b剪△S'=17.3 m,△S'=S_brk,帶鋼開始降速,當剪切第一刀到飛剪時,帶鋼速度降為60 m/min,飛剪剪切定位完成,飛剪自動步啟動開始自動剪切。3結束語
通過深入研究飛剪剪切定位控制邏輯,建立一種基于剪切長度的自適應飛剪定位控制方法,提高了飛剪剪切定位位置的計算和控制精度,消除了由于人工修改飛剪剪切長度所帶來的定位失敗的問題,保證了產線的穩定運行。
參考文獻
[1]李全鑫冷軋連續退火線帶鋼跟蹤系統設計及應用[D]大連:大
連理工大學,2017[2]馬偉亮寶鋼熱鍍鋅機組焊縫跟蹤系統[J]冶金自動化,2013 (1):
53-56[3]劉宇楠淺談二冷軋連退機組帶鋼跟蹤故障處理與系統完善【J]
本鋼技術,2010 (5):19-24[4]王明,李海亮,李立,等冷軋連退機組出口剪故障原因分析及
改進措施[J]冶金信息導刊,2016 (6):43-47.[5]劉向彬,李立冷軋連續退火機組出口飛剪角度自適應修正控制
[J]冶金自動化,2017,41 (1):74-76.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07