淺談射線檢測工藝文件的編制
2021-10-17 17:15:32張向英金彥楓哈國濤孫育祿
甘肅科技 2021年16期
杜 榮,張向英,金彥楓,劉 泉,哈國濤,孫育祿
(甘肅藍科石化高新裝備股份有限公司,甘肅 蘭州 730070)
無損檢測作為壓力容器質量檢驗的重要手段,在制造、定檢、維修過程中廣泛應用。作為無損檢測工作者,必須嚴格執行法律法規、檢測標準和圖紙設計要求,在標準規定的范圍內,最大限度地發現被檢工件中存在的各種缺陷。實際檢測過程中,應根據被檢工件的尺寸結構、現場設備的檢測能力、檢測人員的檢測經驗,制定合理有效的檢測工藝,指導現場檢測人員正確地開展檢測工作[2],保證檢測質量,提高檢測效率。下面就射線檢測的工藝編制,參考標準,結合實際工作經驗,列舉部分項目的編制依據和對法規標準的理解。
1 射線能量
射線能量通過射線機的管電壓體現,管電壓越高,射線能量越大,穿透能力越強[3]。選擇能量的首要條件是保證足夠的穿透力,射線機出廠時廠家都會提供管電壓和穿透力的范圍,應合理選取。筒節環縫100%射線檢測時,中心透照工藝最佳,當檢測厚度超過射線機的穿透力時,如繼續采用中心透照工藝,雖檢測效率高,勞動強度低,但為了保證黑度,曝光時間過分延長,底片灰霧度大,靈敏度降低,不宜選用[4]。底片黑度不變時,提高電壓可縮短曝光時間,從而提高工作效率,但其代價是降低靈敏度,為保證檢測質量,標準對透照不同厚度允許使用的最高管電壓進行限制,并要求適當的曝光量。根據標準和制造過程中常用的板厚,對鋼制工件不同厚度允許的管電壓進行總結,見表1。

表1 鋼制工件不同厚度允許的X 射線最高透照管電壓
2 曝光量
曝光量是射線強度與照射時間的乘積。對于X射線,曝光量E=it,一般射線機的管電流為固定值5mA,根據平方反比定律和互易律,影響曝光量的因素為射線能量、焦距和曝光時間,管電壓不變時,與焦距平方成反比;焦距不變時,隨管電壓升高而減少。實際生產中,為了提高生產效率,會選取小焦距、高電壓,從而縮短曝光時間。但焦距減小,小缺陷影像的對比度降低,橫向尺寸變寬,邊界模糊,檢測靈敏度降低,同時裂紋靈敏度也會下降,因此標準同樣對焦距做了限制。采用AB 級射線檢測技術時,根據常用射線機技術參數和透照厚度,通過標準給出公式f≥10d.b2/3計算,得到最小焦距數值,見表2。

表2 AB 級射線檢測技術源至檢測工件表面的最小距離f 值
曝光量直接影響底片的黑度、對比度和信噪比,標準對影響曝光量因素的管電壓和焦距都進行強制要求,對于時間因素做了推薦性要求,700mm焦距時,AB 級射線檢測技術不小于15mA.min;B 級射線檢測技術不小于20 mA.min。編制檢測工藝時,在同時滿足最小焦距和最高管電壓要求的前提下,依據射線機的曝光曲線,選擇適當的焦距和射線能量,確定曝光參數,保證檢測靈敏度。
3 一次透照長度
關于一次透照長度,標準給出了透照厚度比K值控制的原則[5],通過NB/T47013.2-2015 表3 和附錄F 確定透照次數,計算一次透照長度。針對源在外單壁透照方式,AB 級檢測,焦距為700mm 時,依據標準,對部分常用規格尺寸的環向焊縫所對應的透照底片數量和一次透照長度進行計算,需要注意的是按照下述規定進行多次透照時,底片上被檢測區黑度滿足標準要求的區域為有效評定區,相鄰底片的有效評定區的重疊應保證覆蓋被檢測區的整個體積范圍,如最少曝光次數不能滿足100%覆蓋要求,則應增加曝光次數。

表3 δ≤50mm B 類焊接接頭透照底片數量及一次透照長度計算
4 擴檢要求
局部檢測是抽樣調查,用局部檢測的質量來代表整體的質量,局部檢測應真實地反應焊工連續完成一段焊接工作的焊接水平,抽檢部位應選擇壓力容器中最薄弱的環節、無法在役檢測和容易失穩的位置,所以TSG21-2016 和GB150-2011 對這些部位做了強制性檢測要求,TSG21-2016 中4.2.5.2(1)“局部檢測的部位由制造單位根據實際情況指定,但應包括A、B 類焊接接頭交叉部位以及被其他元件覆蓋的焊接接頭部分。”[6]GB150.4-2011 10.3.1 規定了先拼板后成形凸形封頭的所有拼接接頭;被補強圈、支座、墊板、內件等所覆蓋的焊接接頭;開孔中心、沿容器表面的最短長度等于開孔直徑的范圍內的焊接接頭;承受外載荷的公稱直徑DN≥250mm 的接管與接管對接接頭和接管與高頸法蘭的對接接頭,應進行100%檢測[7]。實際生產過程中,要求局部檢測的壓力容器,以下情況容易遺漏上述強制性檢測部位,編制檢測工藝時需特別注意。
(1)一般制造廠直接采購成品的錐體和封頭,而錐體和封頭大多數都有拼接焊縫,表面打磨處理后很難辨識,與設備筒節焊接后形成交叉部位,局部檢測時容易忽略而造成漏檢。解決方法通過刷涂酸液找出交叉部位或者對具體是哪一道進行全部檢測。
(2)補強圈、內件,墊板覆蓋焊縫時,在鉚工劃線確定位置后,組對焊接之前完成檢測,覆蓋之后無法檢測。
(3)對于滿足GB150.3-2011 中6.1.3 不另行補強的接管,自開孔中心、沿容器表面的最短長度等于開孔直徑的范圍內的焊接接頭進行100%檢測,具體檢測部位如圖1 所示:
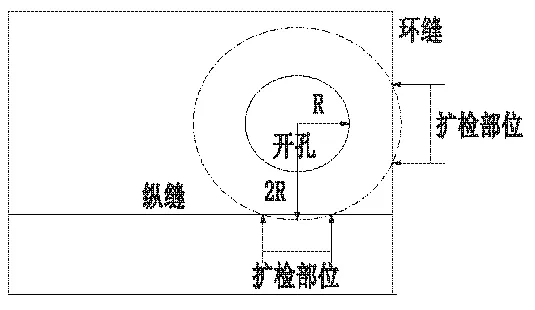
圖1 開孔直徑的范圍內的焊接接頭擴檢示意圖
(4)局部檢測返修擴檢時,TSG21-2016 規定擴檢長度為返修部位兩側各不小于250mm,而GB150-2011 規定擴檢長度是整條焊縫長度的10%且兩側各不小于250mm,GB150-2011 要求嚴于TSG21-2016,對于小直徑的環向焊接接頭應注意一次透照長度,對于外徑大于1590mm 的環向焊接接頭,應注意焊縫長度。
5 結語
無檢損測工藝文件是保證無損檢測工作質量的重要文件,應在充分理解法規、標準、圖紙和技術文件的基礎上,對應本單位涉及產品的特點,考慮檢測設備能力和現場檢測條件進行編制。無論采用何種格式,應保證工藝文件合理有效,具有較強的可操作性,使之在具體檢測工作中發揮應有的作用[10]。提高缺陷檢出率,保證檢測質量。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
銅業工程(2015年4期)2015-12-29 02:48:39