圓珠筆劃線長度不確定度評定
2021-10-18 08:48:34鄭敏慧余洋
中國制筆 2021年3期
鄭敏慧,余洋
1.桐廬縣檢驗檢測中心 浙江省杭州市 311500 2.杭州技師學院 浙江省杭州市 311500
1.引言
眾所周知,人們要進行貿易往來、技術交流都離不開量值統一,然而由于事物千變萬化,測量不可能做得絕對完美,也就是說,任何測量都具有測量不確定性,這種測量不確定性,在統計學上用測量不確定度來表示。在國際計量領域,測量不確定度的定義是表征合理地賦予被測量之值的分散性,與測量結果相聯系的參數。在我們制筆行業,現行的三大圓珠筆國家標準都規定了書寫性能[1]要求,要求劃線在一定的長度以上,線跡無明顯斷線、變淡現象。那么,這個劃線長度也應當具有其測量不確定度,為了探究其不確定度的大小,我們選擇了中性墨水圓珠筆筆芯(球珠直徑為0.5mm)作為試驗樣品,進行了劃線長度試驗。
2.試驗
在試驗之前,我們按國家標準GB/T 37853—2019《中性墨水圓珠筆和筆芯》6.1 所列條件,對劃圓書寫儀用經量值溯源的標準器進行了校準,校準項目和數據見表1。
從表1 的數據看,劃圓書寫儀符合試驗條件要求。另外,對書寫紙也進行了定量核查,實測定量為83g/m2,符合GB/T 12654—2018《書寫用紙》定量偏差±5%的要求。在試驗時,實驗室溫度23℃,相對濕度49%,符合試驗環境條件要求。10 支筆芯的劃線長度數據見表2。
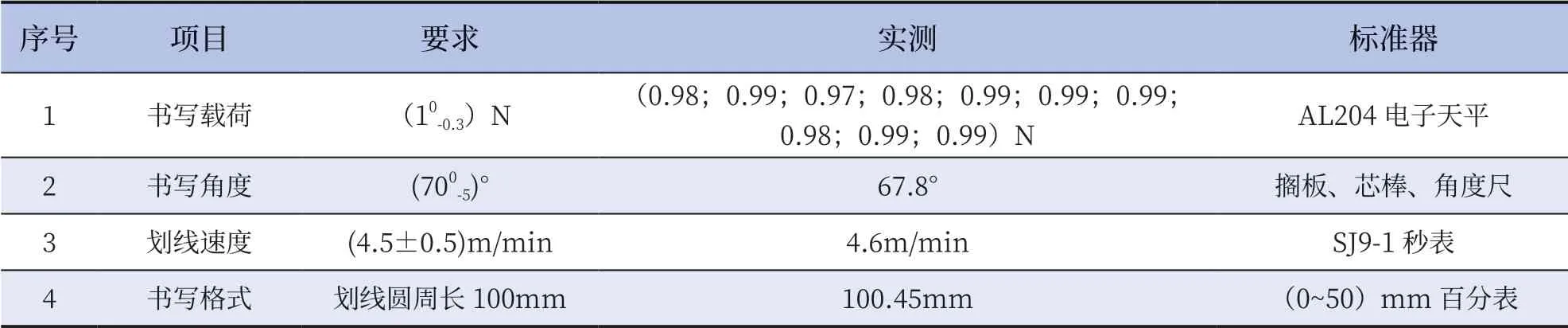
表1 劃圓書寫儀校準項目和數據Table 1 Calibration items and data of circle scriber
3.評定
3.1 影響因素
根據JJF1059.1-2012《測量不確定度評定與表示》的評定流程,我們首先分析影響測量不確定度因素,針對劃線試驗,主要有以下影響因素:
——試樣的不均勻性;
——劃圓書寫儀的計量性能;
——在相同條件下,被測量重復觀察值的變化;
——劃線終結時,檢驗員對每支筆芯劃線長度估算偏差。
3.2 數學模型
由于劃線長度是根據儀器上的計數顯示讀取的,因此具有以下數學模型:
3.3 標準不確定度評定
3.3.1 A 類評定[2]
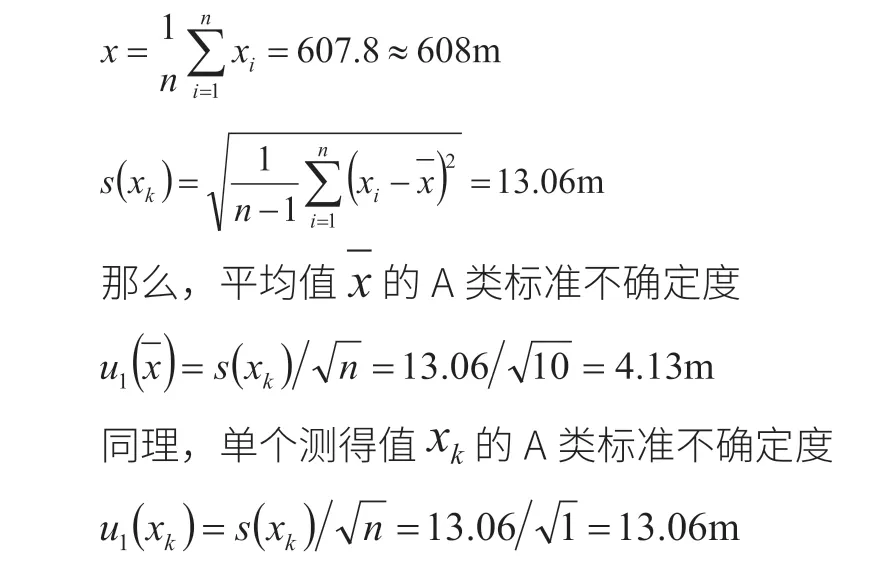
A 類不確定度是由于隨機因素引入的不確定度分量,主要由樣品的不均勻性引起的被測量重復觀察值的變化,表現為表2 中10 支筆芯的劃線長度測得值的差異性。在評定之前,先進行離群值判定,經過計算判定,10 支筆芯的劃線長度測得值沒有離群值,說明數據來自同一個樣本(見表2)。然后計算平均值和單個測得值的實驗標準偏差。
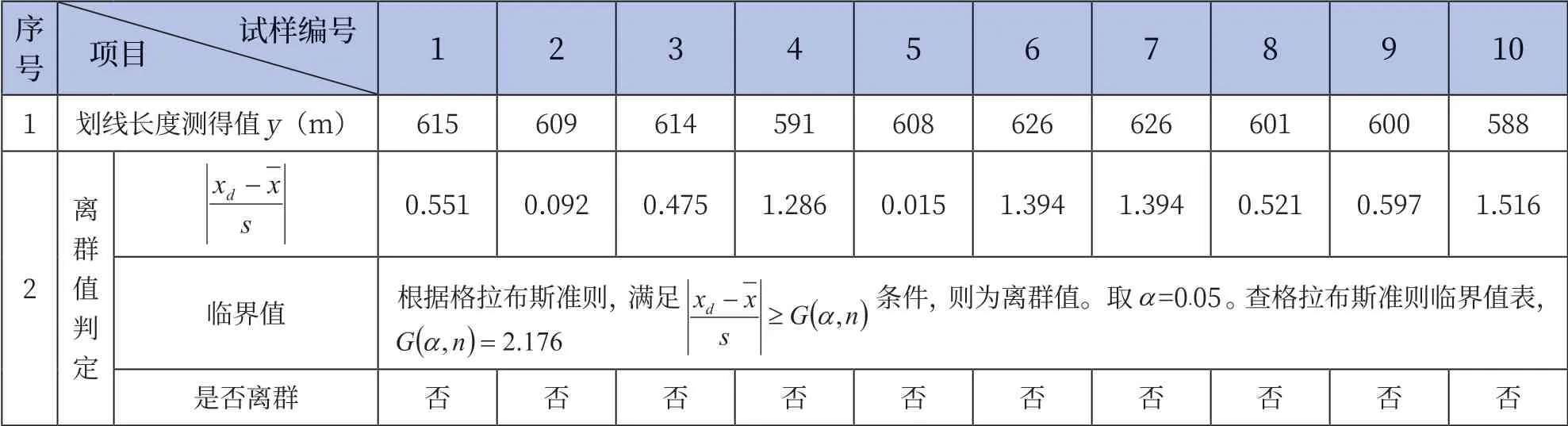
表2 筆芯劃線長度數據和離群值判定Table 2 Scribe length data and outlier determination of refill
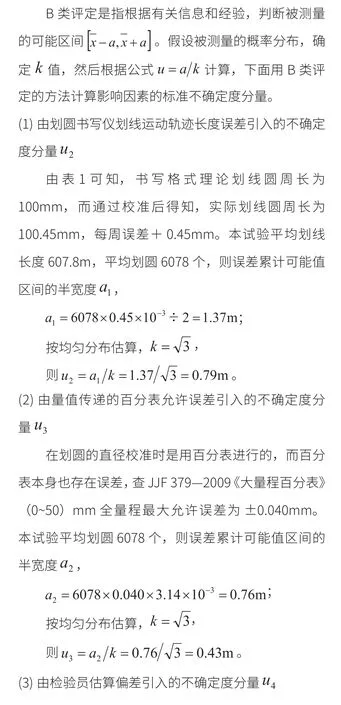
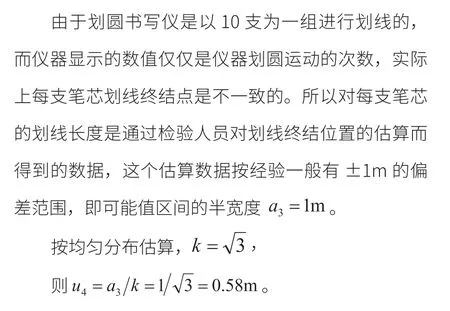
3.3.2 B 類評定[2]
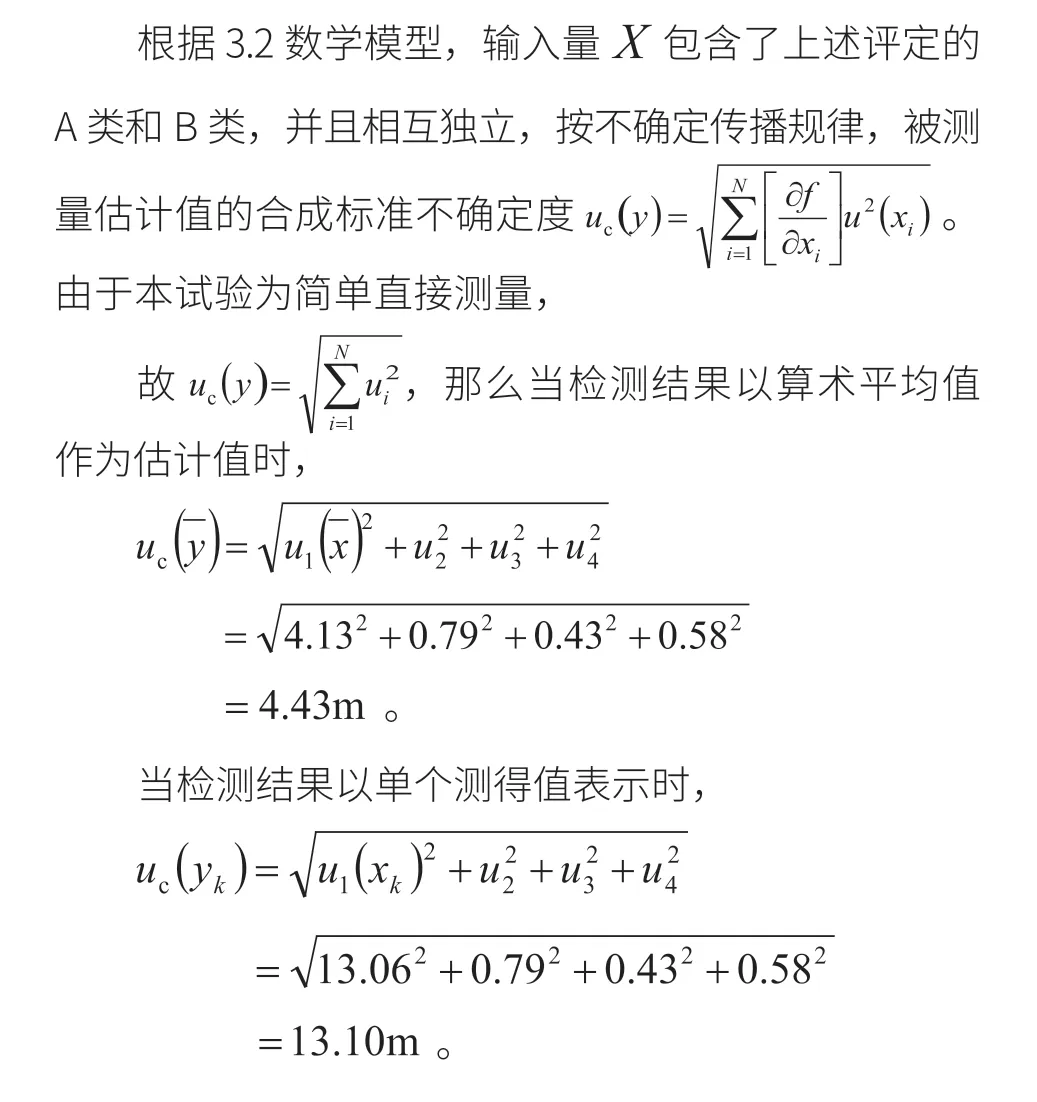
3.4 合成標準不確定度的計算
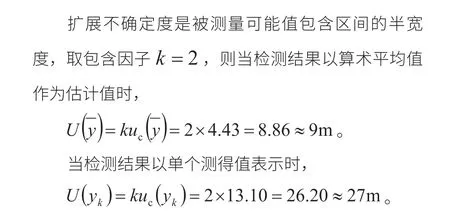
3.5 擴展不確定度的確定
3.6 檢測結果的表示

4.應用
不確定度評定在科學研究和計量領域應用得比較廣泛,在檢驗檢測領域還沒有普及,但是,隨著科技的進步以及實驗室CNAS 認證的推廣,越來越被人們所接受和熟悉。在產品檢驗領域,尤其是在產品質量監督抽樣檢驗時,遇到檢測參數指標在臨界點而判定不合格時,受檢單位就可以質疑檢測結果的可信度,就可以要求承擔檢驗任務的檢驗機構提供不確定度報告,因此,作為檢驗機構應當具備測量不確定度評定的能力。

表3 每支筆芯劃線長度檢測結果及合格判定Table 3 Inspection results and qualification judgment of scribe length of each refill
5.結語
從以上試驗、評定、應用獲知,劃線長度檢測不確定度以一定的數值存在,對其大小影響的主要因素是樣品的不均勻性,也就是檢測的重復性。這就要求我們企業要關注產品的均衡生產,嚴格控制工藝參數,確保較大概率地滿足產品標準要求。由于我們涉業資歷尚淺,以上敘述,權當拋磚引玉,望業內同行批評指正。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12