基于機器視覺的汽車輪轂角度檢測方法研究
2021-10-21 12:30:18譚青芳
機械管理開發 2021年10期
關鍵詞:檢測
方 騫,譚青芳,唐 霞
(無錫職業技術學院機械學院,江蘇 無錫 214000)
引言
2020 年5 月,國務院在《2020 年政府工作報告》中提出要推動制造業升級和新興產業發展,支持制造業高質量發展,發展工業互聯網,推進智能制造,培育新興產業集群;2020 年10 月,中國電子技術標準化研究院牽頭啟動國家標準《智能制造機器視覺在線檢測測試方法》,標準擬就機器視覺在線檢測系統的測試流程、測試環境、測試內容等進行研究,以厘清機器視覺在線檢測系統測試的標準化需求,規范測試流程,促進機器視覺檢測技術在企業的推廣應用[1];2020 年11 月,中國共產黨中央委員會公布《中共中央關于制定“十四五”規劃和二〇三五年遠景目標的建議》,瞄準人工智能、量子信息、集成電路、生命健康、腦科學、生物育種、空天科技、深地深海等前沿領域,實施一批具有前瞻性、戰略性的國家重大科技項目[2]。
汽車行業生產制造的各環節已基本實現了工業自動化。為確保汽車零部件制造商和汽車裝配廠所生產產品滿足汽車行業質量要求,需要有一種可靠的檢測技術去驗證每一次裝配的正確性及裝配部件的合格性。機器視覺技術作為一種非接觸測量技術,可用于整個汽車生產過程的檢測,如檢測活塞安裝到氣缸內時其方向的一致性、密封膠圈是否扭曲或放入槽內、輪轂零件的標簽或二維碼等[3-4]。本文就不同類型輪轂零件的共線生產,完成對視覺部分的集成設計,重點討論對輪轂角度的視覺檢測修正及排序。
1 系統硬件架構
本文涉及的系統由倉儲單元、執行單元、分揀單元、檢測單元組成,目標是完成輪轂的角度檢測,如圖1 所示。其中倉儲單元用于臨時存放零件;執行單元是產品在各個單元間轉換和定制加工的執行終端,本系統由ABB 機器人完成;分揀單元可根據程序實現對不同零件的分揀動作;檢測單元可根據不同需求完成對零件的檢測、識別。
由圖1 所示,分揀單元傳送帶上隨機放置三個輪轂,機器人從傳送帶上抓取輪轂,檢測單元對輪轂零件的定位基準進行檢測識別,將傳送帶上的三個輪轂放入倉儲單元,且輪轂放置于倉位內的精度為±1°。
具體要求如下:設置傳送帶上三個輪轂的定位基準如圖2-1 所示,設置倉儲單元倉位上輪轂的定位基準如圖2-2 所示,按照兩個定位基準角度差值的絕對值大小對輪轂進行排序,并將輪轂從大到小依次放置于倉位的順序為6→5→4。

圖2 輪轂及倉位的定位基準
2 系統工作流程
要完成輪轂角度的實時檢測,機器人需要依次拾取三次輪轂。首先預設機器人的姿態,機器人各姿態關節坐標為:姿態1[-135,-30,30,0,90,0];姿態2[-90,-30,30,0,90,0];安全姿態[0,-30,30,0,90,0]。實現過程如圖3 所示。
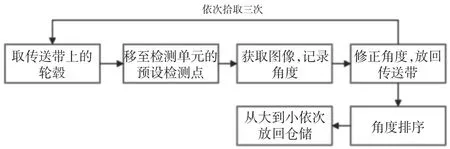
圖3 工作過程
機器人保持安全姿態,由滑動導軌移動至30 mm處,到位后轉至姿態2,拾取傳送帶上的輪轂i(i 為1~3),轉至安全姿態,導軌移至200 mm 處,轉至姿態1,機器人動作至拍照點位,相機獲取圖像并輸出角度值,機器人動作回歸姿態1,再轉至安全姿態,導軌移至30 mm,轉至姿態2,將輪轂放回傳送帶上并同時修正角度為0°,從左至右依次拾取三個輪轂,對存儲的三個輪轂角度從大到小依次排序,機器人拾取角度最大的輪轂,轉至安全姿態,向PLC 發送信號,彈出倉位6,機器人將輪轂放置于6 倉,型號清零,倉儲單元收倉,按角度從大到小依次拾取,放置順序為6→5→4。
3 輪轂角度檢測
本文涉及的機器視覺由歐姆龍L550 高速處理控制器、歐姆龍FS 系列CCD 相機和變焦鏡頭等組成,工業機器人為ABB IRB 120 型六自由度機器人,PLC 型號為西門子S7-1212D。
受硬件條件的制約,工業機器人在將輪轂移至相機上端呈現全部圖像時,會出現不可達的情況,為此,采用對輪轂進行局部拍照獲取局部圖像,再對輪轂進行正負旋轉180°的方法,進而獲取所需圖像。相機拍照程序如圖4 所示。

圖4 相機拍照程序
由圖5 所示,通過示教器建立變量及數組,具體如下:轉動次數變量為a、c,轉動角度變量為b、d;當前輪轂的角度數組為lgjd{i}。
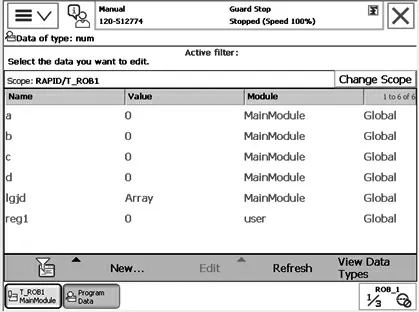
圖5 示教器參數
3.1 檢測方法一
如圖6 所示,相機先獲取圖像并識別定位基準,機器人進入判斷程序,如果找到基準,則上位機顯示OK,并輸出“1”及角度值reg1,若未找到定位基準或輪轂角度的絕對值大于等于180°,則上位機顯示NG,并輸出錯誤值“-1”,工業機器人六軸旋轉45°,并對轉過次數a 賦值為a+1(a 的初始值為0),那么轉過角度b 則賦值為45 a,再次執行拍照,獲取圖像,重復上述判斷,當六軸的旋轉次數a 大于2 時,機器人六軸復位,及旋轉至0°,對b 賦0,反方向旋轉45°,此時,對轉過次數c 賦值為c+1(c 的初始值為0),轉過角度d 則賦值為-45c,再次執行拍照,進行檢測,持續反轉,直至拍出定位基準,得到角度值reg1,所以輪轂角度lgjd{i}為lgjd{i}=reg1+b+d。

圖6 旋轉45°檢測流程
旋轉45°對應工業機器人側關鍵程序,如下頁圖7 所示。
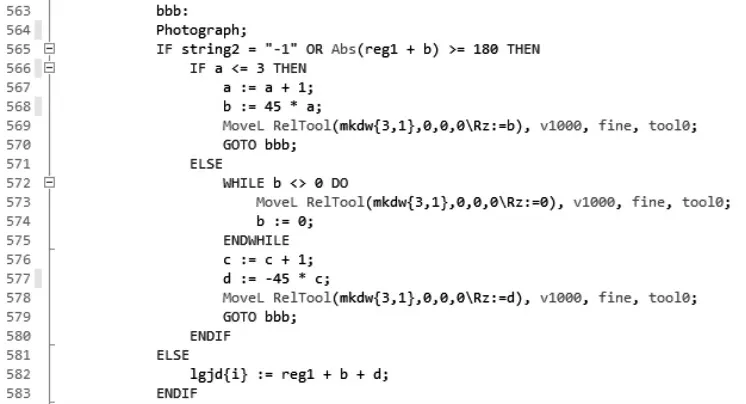
圖7 旋轉45°機器人關鍵程序
3.2 檢測方法二
如下頁圖8 所示,相機先獲取圖像并識別定位基準,機器人進入判斷程序,如果找到基準,則上位機顯示OK,并輸出“1”及角度值reg1,若未找到定位基準或輪轂角度的絕對值大于等于180°,則上位機顯示NG,并輸出錯誤值“-1”,工業機器人六軸旋轉60°,并對轉過次數a 賦值為a+1(a 的初始值為0),那么轉過角度b,則賦值為60a,再次執行拍照,獲取圖像,重復上述判斷,當六軸的旋轉次數a 大于2 時,機器人六軸復位,及旋轉至0°,對b 賦0,反方向旋轉60°,此時,對轉過次數c 賦值為c+1(c 的初始值為0),轉過角度d 則賦值為-60c,再次執行拍照,進行檢測,持續反轉,直至拍出定位基準得到角度值reg1,所以輪轂角度lgjd{i}為lgjd{i}=reg1+b+d。

圖8 旋轉60°檢測流程
旋轉60°對應工業機器人側關鍵程序,見圖9。
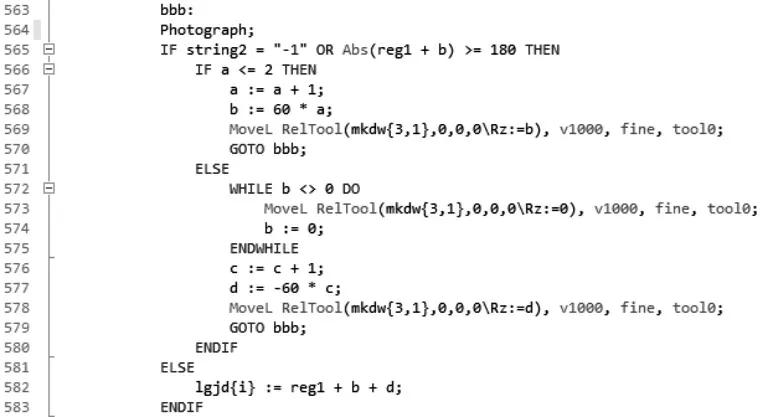
圖9 旋轉60°機器人關鍵程序
4 結果分析
對于上述兩種檢測角度的方法,要求預設場景的測量角度大于旋轉角度,否則會導致接近旋轉角倍數的角度無法測量。而Abs(reg1+b)≥180,則為了避免由于預設場景測量角度的偏大導致過度測量而出現測量角大于180°的情況出現。相比而言,方法二在方法一的基礎上增大了旋轉角度,從而減少了旋轉次數,提高了效率。但是方法二由于成像圖像的放大,在光線等外部條件的作用下,會出現檢測成打磨基準的誤測現象,通過調節相似度,可降低誤測率。
5 結論
通過試驗比較證明,方法一測量準確率高,但由于每次旋轉角度較小,測量效率偏低;而方法二,測量效率高,但誤測率較高,兩種方法對機器視覺檢測系統的設計提供了參考,具體可根據檢測需求選取合適的檢測方法。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
