一種新型的鋅壓鑄排氣通道的研究設計
2021-10-21 07:00:32林勝桂
廈門科技 2021年5期
林勝桂
壓鑄氣孔是指液態金屬在充填、凝固過程中因氣體的侵入,在鑄件表面或內部產生氣孔。氣孔是鋅合金壓鑄生產中常見的、且比較難以解決的缺陷,由于該缺陷發現的滯后性和致命性,給壓鑄企業帶來較多的品質報廢和成本損失。鑄件中的氣體主要來自于料管型腔中的空氣、脫模涂料產生的氣體和合金凝固析出的氣體,在模具排氣不良時,氣體最終會滯留在鑄件上形成氣孔。因此,加大型腔排溢系統中的排氣通道的面積顯得至關重要,在一些文獻中,一般建議排氣通道面積要大于進澆口通道面積的三分之一。由于鋅合金壓鑄的高速高壓特點,和鋅合金材料自身良好的流動性,為防止鋅液在壓鑄過程中飛出模具分型面,在一些文獻中推薦排氣通道的末端厚度一般設計為0.05~0.12mm。如圖1,在一個30mm寬度的通道上,有效的最大排氣面積為3.6mm2,單個通道排氣面積偏小,要達到較大的總排氣面積,需要很多個排氣通道。也有一些采用波浪板的排氣通道,如圖2,排氣通道厚度為0.4mm,30mm寬度通道上的排氣面積可接近12mm2,單個通道排氣面積遠大于上述的平面通道的排氣面積。但此波浪板式的結構由于成本過高,不適合直接設計加工在模仁上,一般通過鑲件固定在模架上,但造成模架尺寸規格也要相應加大。下面將探討如何在模仁平面上直接設計加工出較大排氣截面積的排氣方式。
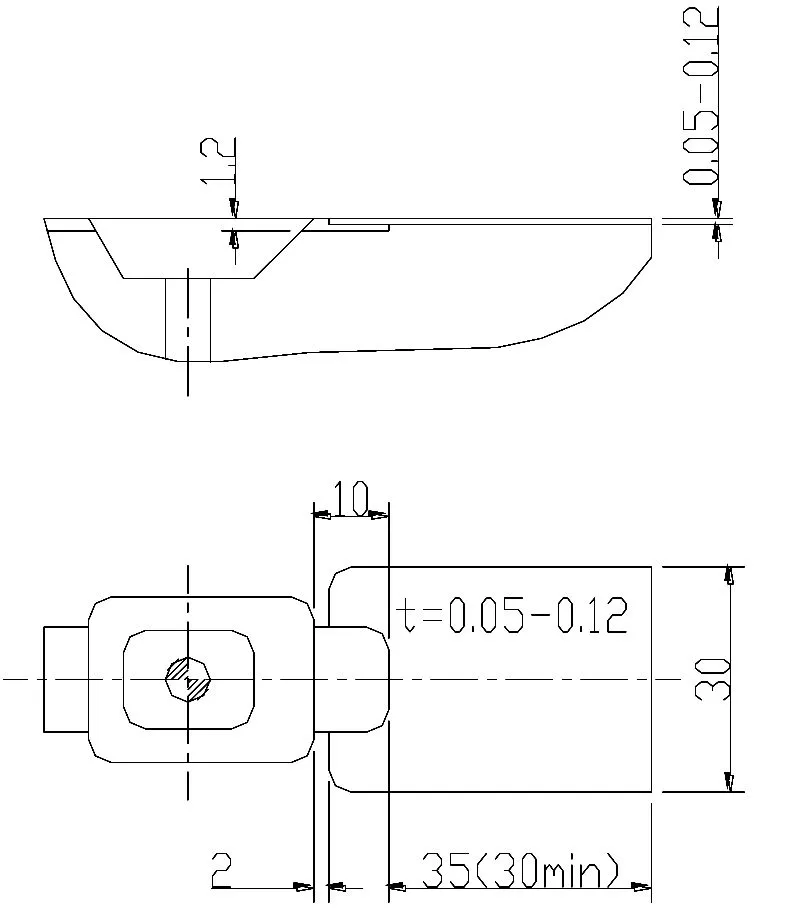
圖1 平面式排氣通道
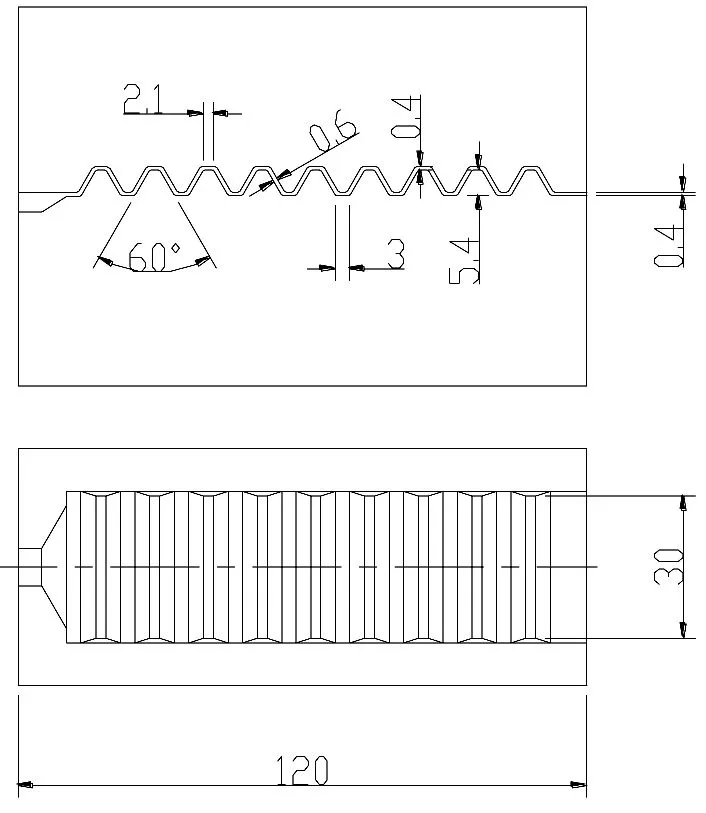
圖2 波浪板式排氣通道
在保證模具品質的情況下,為節約模具成本,應使所設計排氣通道占用的模仁面積盡量小,要求在實際生產過程中,排氣通道中的鋅液要在更短的距離內凝固,不使鋅液在壓鑄成型時飛出模具分型面,從而造成危險。為使鋅液更快凝固,有兩種基本的思路,一種是通過降低鋅液的速度,使鋅液在降溫過程中通過的行程變短;另一種思路是使鋅液更快地降到凝固溫度,通過更短的降溫時間使鋅液通過的行程變短。以下是基于上述兩種思路來研究如何在保證更大排氣通道面積的條件下獲得更短排氣通道行程。
兩種排氣通道方案的設計
圖3 是一個腔體類鋅合金外觀壓鑄件在模具上的布置圖,該零件的最終表面處理為鍍鉻,對毛坯外觀有較高的品質要求,該產品毛坯重量為580g,平均壁厚約2.5mm,溢料包及排氣片重量預計為150g。由于產品外觀品質的高要求,流道進澆位置和排氣位置只能放置在產品如圖3布置圖的位置,下面分析此產品的進澆口面積和排氣面積的大小要求,在確定進澆口面積之前,先要計算此產品的填充時間,產品的填充時間t采用NADCA手冊推薦的計算方法[1]。
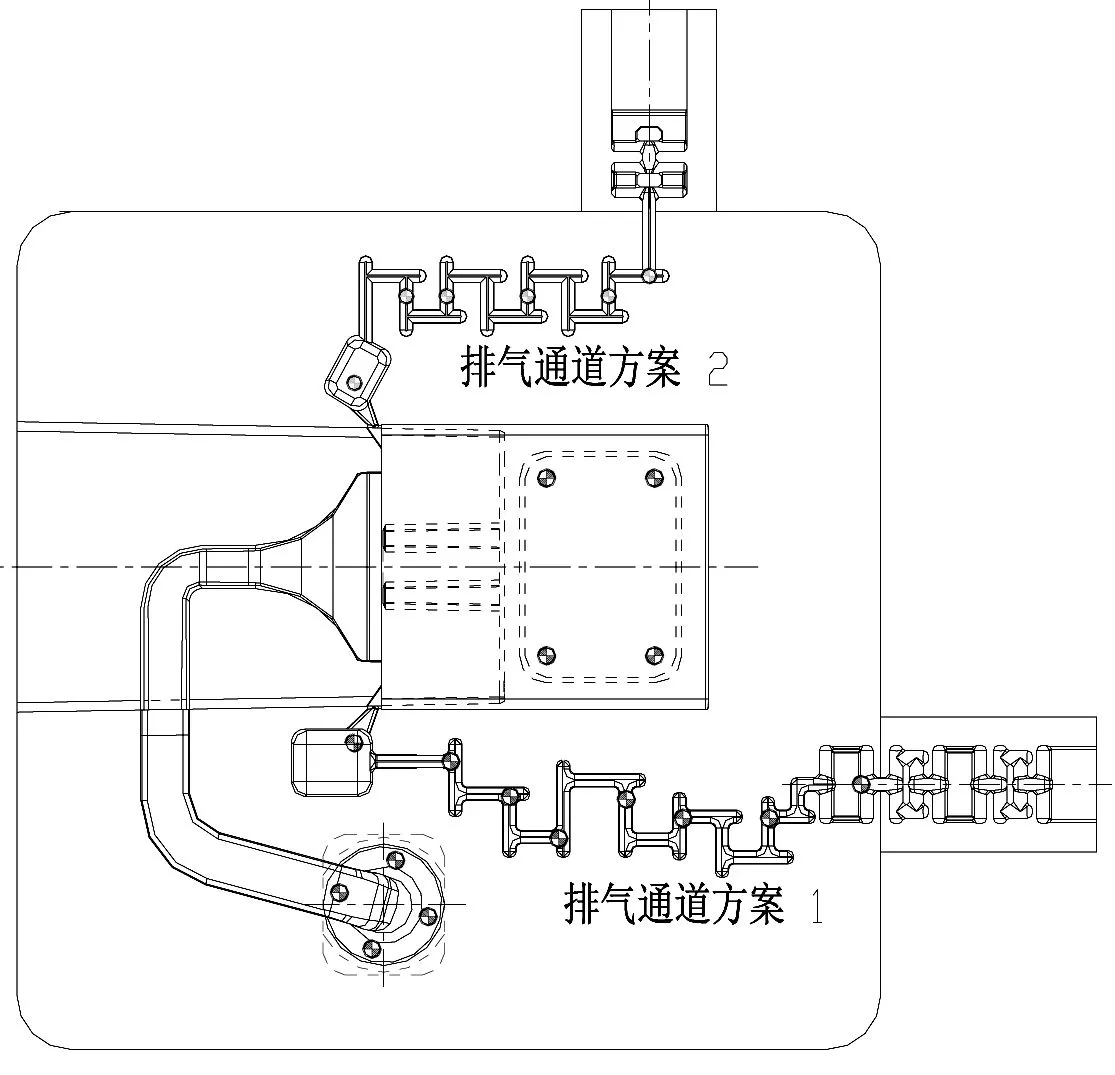
圖3 排氣通道布置圖

t—填充時間
K—針對模具鋼材的經驗常量,本壓鑄模具的模仁材料采用H13熱作模具鋼材料,對于H13材料,查表可得K=0.0346 sec/mm
Ti—金屬液在填充前,處于澆口位置的溫度,此產品壓鑄溫度大致為415℃
Tf—金屬液可以流動的最低溫度,對于YZZnAl4A材料,Tf=382℃
Td—金屬液進入型腔瞬間時模具的表面溫度,鋅壓鑄模溫取200℃
S—壓射填充結束后,固態所占鑄件的比例。本產品為要求較高的外觀件,S取10,即固相率為10%
Z—單位轉換因子,對于YZZnAl4A材料,Z=2.5
T—鑄件的壁厚,本產品的平均壁厚為2.5mm

進澆口面積s=m/ρvt=填充質量/(合金密度×填充速度×填充時間)
m:填充質量為毛坯質量和溢料包質量之和,該產品毛坯重量為580g,溢料包及排氣片重量預計為150g,填充質量為730g。
ρ:YZZnAl4A材料的合金密度為6.5g/cm3。
v:填充速度,對于外觀要求較高的鋅合金壓鑄件,進澆口的填充速度一般為40~60m/s,本產品壁厚為2.5mm,屬于中等壁厚產品,壓射速度取50m/s,即5?103cm/s
進澆口面積s=m/ρvt=730g/(6.5g/cm3?5?103cm/s?0.0276s)=0.814cm2=81.4mm2
根據多數標準推薦,有外觀要求的鋅合金壓鑄件,排氣通道的面積一般要大于進澆口面積的1/3,對于此產品,有效排氣通道的面積要達到81.4mm2?1/3=27.1mm2。
按上文排氣通道深度為0.12 mm的要求,總的排氣通道寬度為27.1/0.12=226mm,這么大的排氣通道寬度在模具上難以布置,必須通過調整深度的方式來縮小排氣通道的寬度。在圖3的壓鑄模具上同時設計兩種排氣通道方案并驗證這兩種方案對縮短鋅液流程長度的影響效果。兩種排氣通道設計在同一模具上并處于對稱位置上,且分別設計于流道兩側等距離的對稱位置上,流道填充后鋅液回流到排渣口的距離基本一樣,進入這兩個排氣通道的鋅液速度和溫度也基本一樣,這種布置方式既可保證兩種排氣通道的模溫基本一致,也可保證除排氣通道的幾何形狀差異外,其他的影響因素基本一致,有助于對比兩種方案的實際流程長度。具體的排氣通道細節處理如下所述。排氣通道方案1如圖4,由2種模塊組成。一種是以通過轉折來阻擋鋅液以降低流速為主要目的的排氣模塊(以下簡稱“阻擋模塊”),如圖5;另一種是以通過加大散熱面積來降低鋅液溫度為主要目的的降溫模塊(以下簡稱“降溫模塊a”),如圖6。為保證排氣通道面積接近,兩種模塊通道面積按如下方式設計:阻擋模塊寬度為5.0mm,深度為3.5mm,截面積為14.2mm2;降溫模塊a寬度為28mm,主要部分深度為0.5mm,截面積為14.1 mm2。

圖4 排氣通道方案1
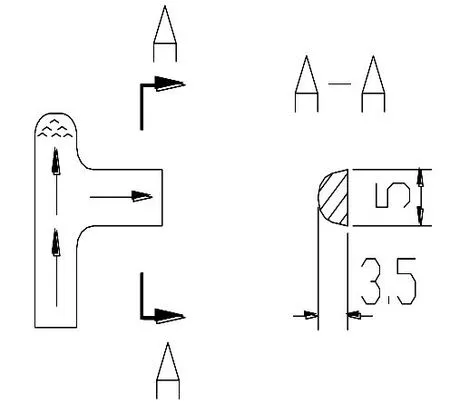
圖5 阻擋模塊
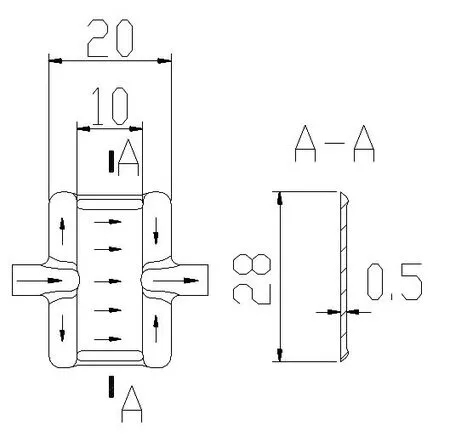
圖6 降溫模塊a
排氣通道方案2如圖7,也由2種模塊組成,阻擋模塊同排氣通道方案1的阻擋模塊一樣,如圖5,通道截面積為14.2mm2。降溫模塊與排氣通道方案1不同,此降溫模具在降溫的同時也起阻擋鋅液流速的作用(以下簡稱“降溫模塊b”),如圖8,降溫模塊b寬度為28mm,主要部分深度為0.75mm,截面積為14.4mm2。
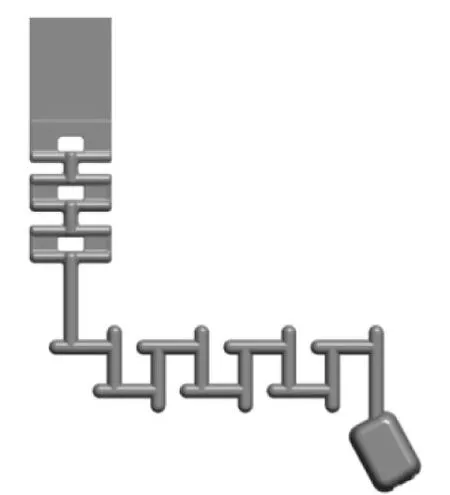
圖7 排氣通道方案2
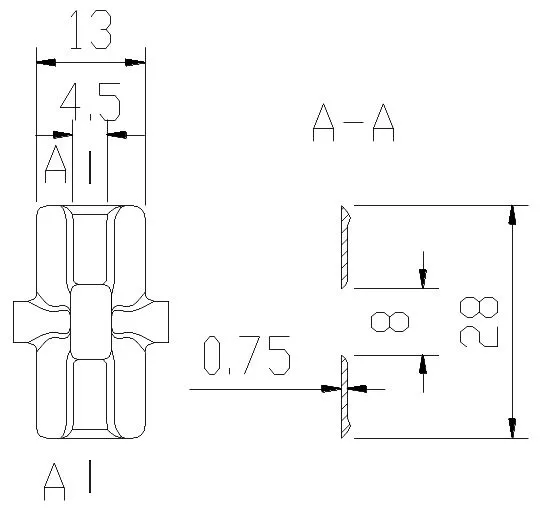
圖8 降溫模塊b
兩種排氣通道方案的實際壓鑄對比
制作完成的模具在仁興180T熱室壓鑄機上壓鑄驗證,氮氣瓶壓力為11.0 Mpa,流量閥開度為90%,坩堝內鋅液料溫為420℃,射料時間為1.4s,保壓時間為3.5s,成型100模后待模溫穩定毛坯外觀顯示較好狀態后取樣觀測,此時用紅外線測溫器測量溢料包位置型腔溫度為220℃。方案1、2實際形成的排氣通道形狀如圖9、10,方案1、2的實際流程測量結果如圖11、12。
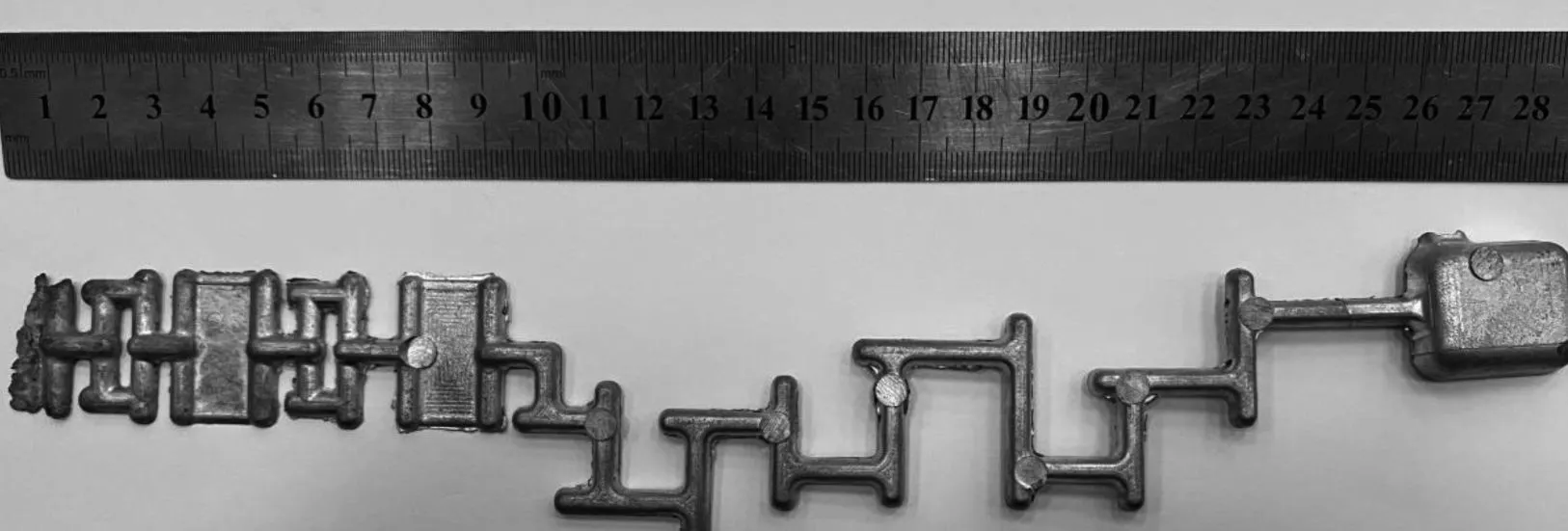
圖9 方案1排氣片
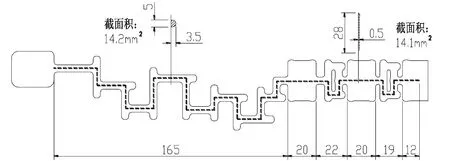
圖11 方案1的流動路線

圖10 方案2排氣片
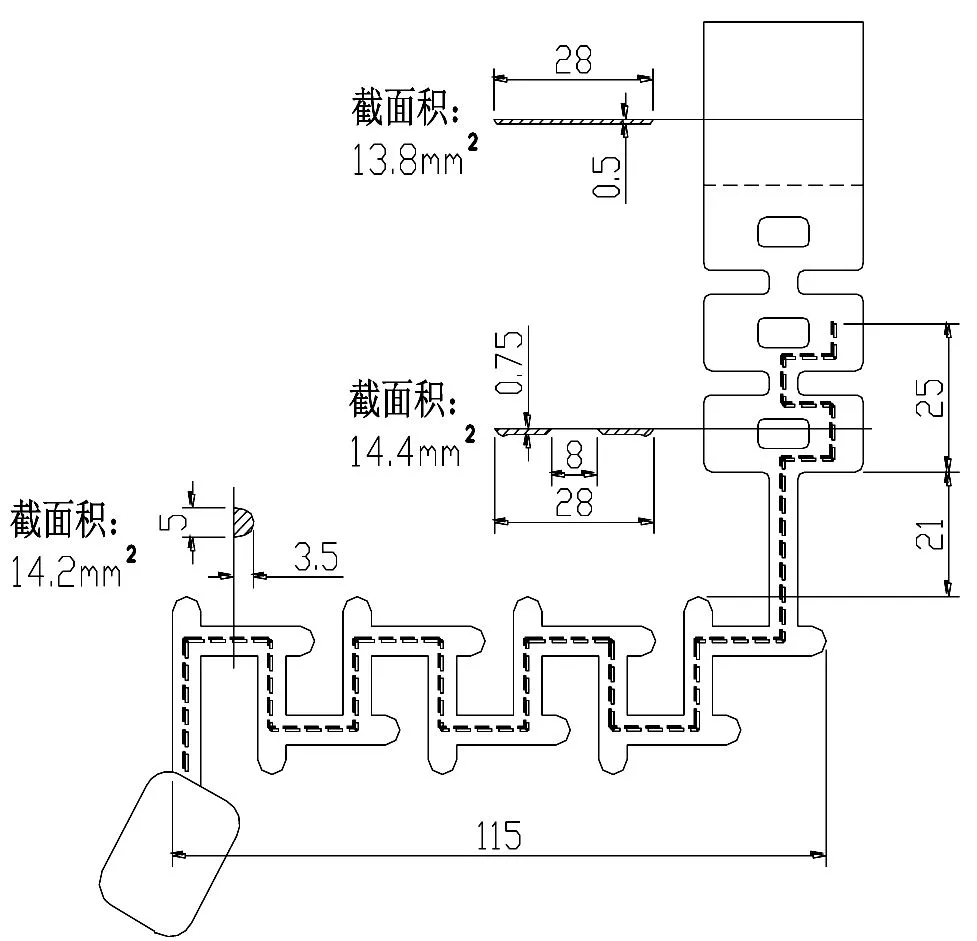
圖12 方案2的流動路線
對兩種方案的實際壓鑄形狀的鋅液流動占用長度進行統計分析,具體數據如表1。
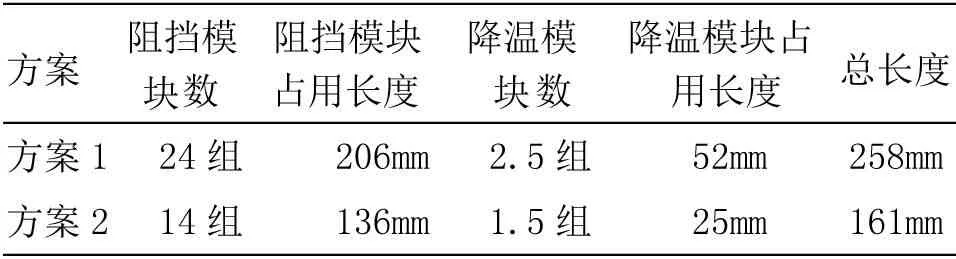
表1 方案1和方案2的數據對比
從表1的數據可以看出,方案1的總長度為258mm,方案2的總長度為161mm,方案2的總長度明顯短于方案1,也就是采用方案2的排氣方式,排氣通道占用模具的平面面積明顯小于方案1。方案1的阻擋模塊數和阻擋模塊占用長度比方案2分別多約1.7倍和1.5倍,方案1的降溫模塊數比方案2多約1.7倍,方案1降溫模塊占用長度約是方案2的2倍,方案2的平面面積占用少的原因可認為是方案2的降溫模塊對縮短鋅液流程的效果比方案1的降溫模塊好;兩個方案中的阻擋模塊數的個數遠多于降溫模塊數,可以認為降溫模塊對縮短鋅液流程的效果比阻擋模塊好。為進一步驗證此結論,重新設計方案3,此方案主要采用降溫模塊b,降溫模塊之間的過渡連接采用阻擋模塊進行相連。
方案3的對比驗證
方案3在流動通道上以方案2的降溫模塊b為主,在過渡的位置上采用阻擋模塊連接的方式,具體設計方案如圖13。
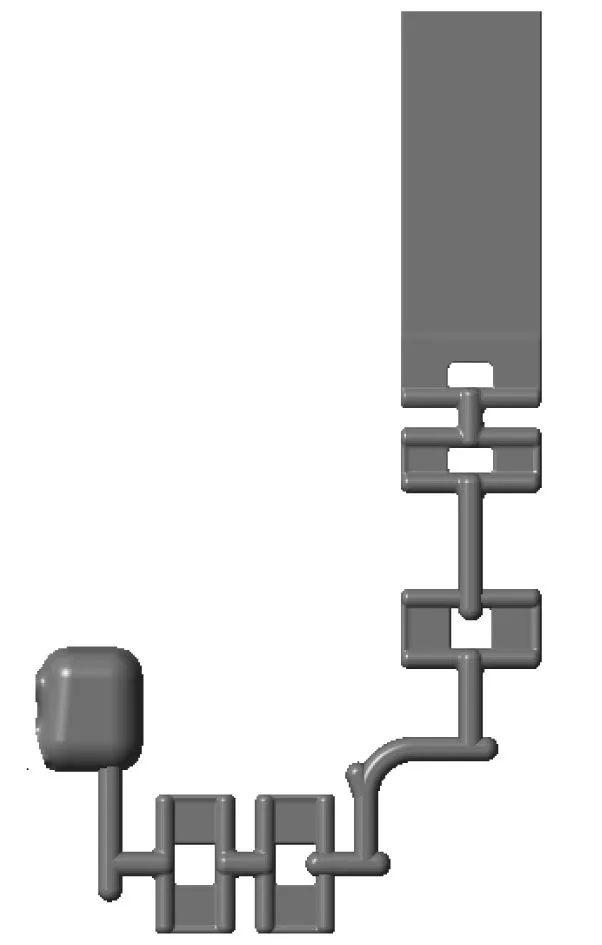
圖13 排氣通道方案3
通過FLOW—3D模流分析軟件對排氣通道內的鋅液流動溫度變化進行模擬分析,介質鋅液采用YZZnAl4A,設定初始速度為40 m/s,初始溫度設定為405℃(678 K)。溫度變化模擬結果如圖14,在模流分析圖上可看出在第三個降溫模塊快結束時,鋅液溫度就降為391℃(664 K),已經接近凝固溫度了。
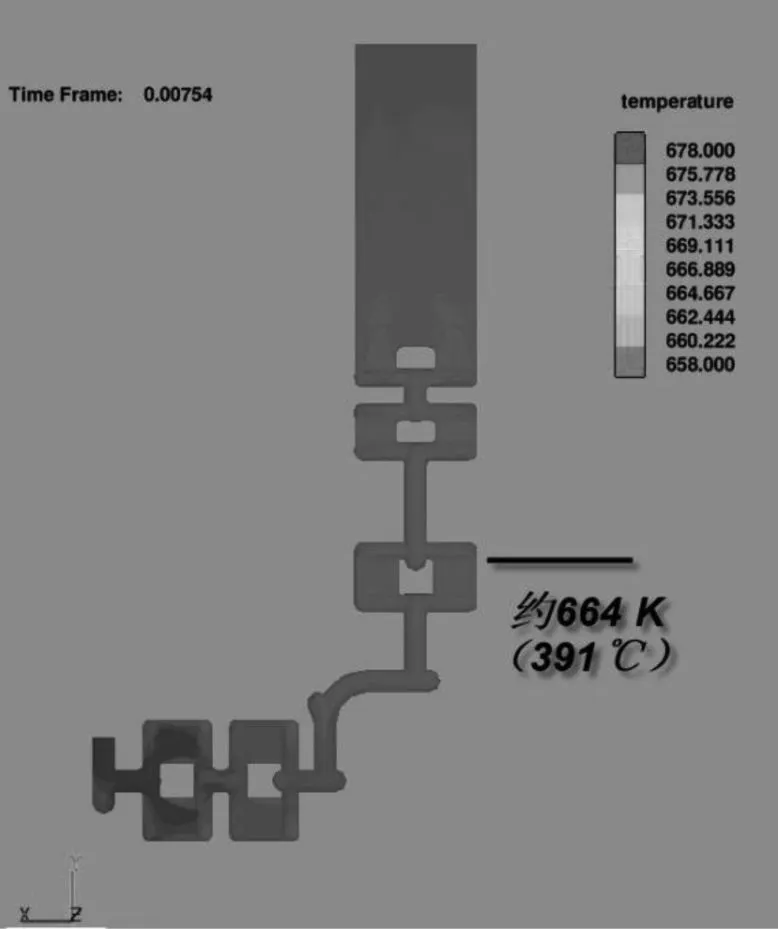
圖14 模流分析圖
將此設計方案作為類似產品的排氣通道,并在仁興180T熱室壓鑄機上壓鑄驗證,氮氣瓶壓力為11.0 Mpa,流量閥開度為90%,鋅液料溫為420℃,射料時間為1.4s,保壓時間為3.2s,在排氣通道前溢料包型腔溫度達220℃時取樣,方案3實際壓鑄成型的形狀如圖15,實際鋅液的流動行程和FLOW—3D模擬的結果接近。通過對方案3實際形狀的測量統計,如圖16,3個方案的數據對比結果如表2所示。
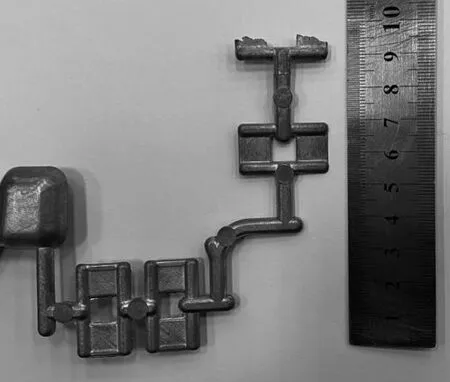
圖15 方案3排氣片
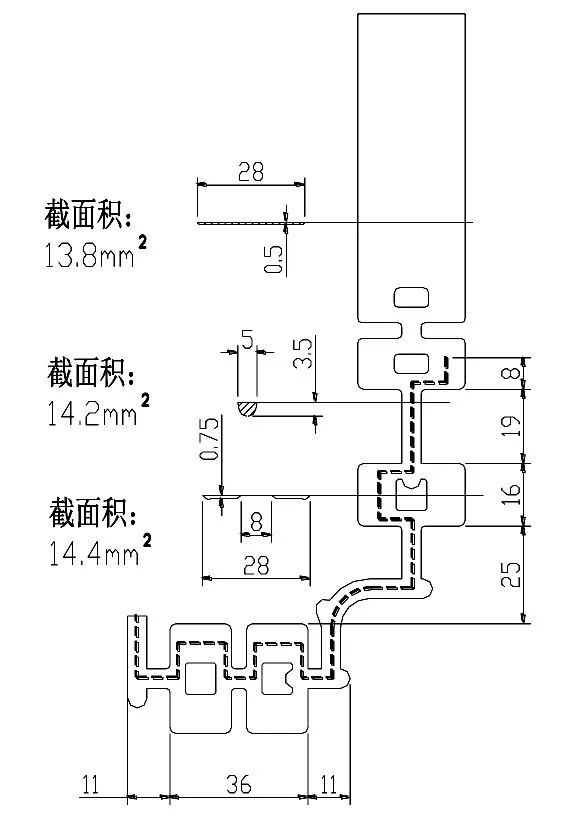
圖16 方案3的流動路線
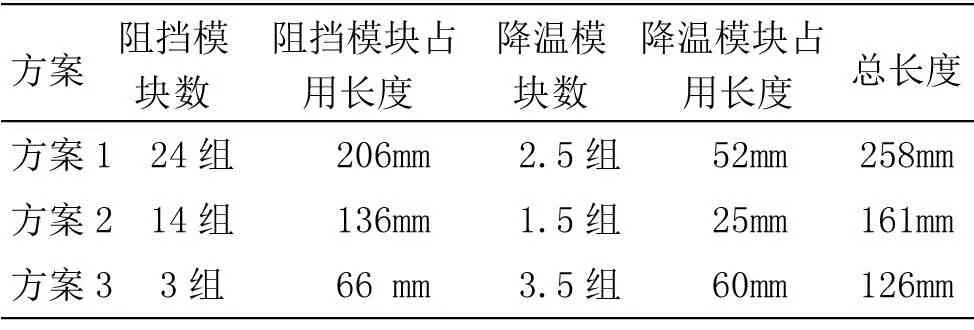
表2 不同設計方案的數據對比
從以上數據對比可知,方案3的鋅液流程最短,也就是采用降溫模塊b為主的方案可獲得更短的鋅液流動長度。
實驗結論
由實驗可知,使用圖8的降溫阻擋模塊b比使用圖5阻擋模塊可獲得更短的鋅液流動行程,降溫阻擋模塊b在縮短鋅合金流動長度上更有效率。因此,圖8的降溫阻擋模塊b和圖5阻擋模塊的組合使用,可以作為在模仁平面上直接設計加工出較大排氣截面積的新型排氣通道模式。