玻璃鋼楔形條本體性能對界面結合力影響的實驗測試
2021-10-22 03:24:58謝理國江一杭王朋飛張春愛
天津科技 2021年10期
謝理國,江一杭,王朋飛,楊 忠,張春愛
(東方電氣(天津)風電葉片工程有限公司 天津300480)
0 引 言
近年來,風電葉片行業發展迅速,葉片制造技術和水平不斷提升和創新,目前風電葉片葉根預埋螺栓技術[1]已經在大型風電葉片上得到廣泛應用。在葉片制造過程中,使用預埋螺栓技術后葉根很容易出現孔洞、氣泡、富樹脂等質量問題[2],通過在原有預埋結構基礎上增加一種新型材料——玻璃鋼楔形條,可有效解決上述問題,從而提高葉根連接質量。玻璃鋼楔形條通常使用玻璃纖維與樹脂采用拉擠工藝制作而成,其形狀一般為特定形狀,在葉片殼體制造過程中放置于葉根部位,作為葉片葉根連接的關鍵部件同殼體結構鋪層一起灌注成型。因此玻璃鋼楔形條的界面結合力[3]影響因素值得研究,其對葉根連接質量將起到重要作用。
1 實驗部分
1.1 實驗方案
方案一:對樹脂含量不同、表面噴砂方式相同的玻璃鋼楔形條表面使用葉片合模用的粘接膠粘接10mm 直徑的拉拔柱,經 70℃固化 8h后測試玻璃鋼楔形條的表面附著力。
方案二:對樹脂含量相同、表面噴砂方式不同的玻璃鋼楔形條與玻璃鋼鋪層之間的拉伸剪切性能進行測試。
由于玻璃鋼楔形條形狀不規則,無法制作拉剪測試需要的標準樣條,無法采用拉剪的方式直接測試玻璃鋼楔形條與玻璃鋼鋪層之間的結合力,故采用相同的拉擠工藝制作了玻璃鋼楔形條板材(圖1)。

圖1 拉擠板剪切試樣形狀及搭接灌注制樣Fig.1 Shape of shear specimen of pultrusion plate and its lap pouring preparation
通過不同的表面噴砂處理方式,分別制作了4個規格的玻璃鋼楔形條板材試樣(以下簡稱楔形條 1、楔形條2、楔形條3、楔形條4),再分別對4個楔形條板材與玻璃鋼鋪層按照圖 1所示的方式采用灌注方式進行制樣,然后對樣件的拉剪性能進行測試和對比。
1.2 實驗測試內容
實驗測試內容見表1。

表1 測試內容Tab.1 Test content
2 實驗測試結果
2.1 方案一:玻璃鋼楔形條表面附著力測試
樹脂含量不同、表面噴砂方式相同的玻璃鋼楔形條表面附著力測試數據見表2。
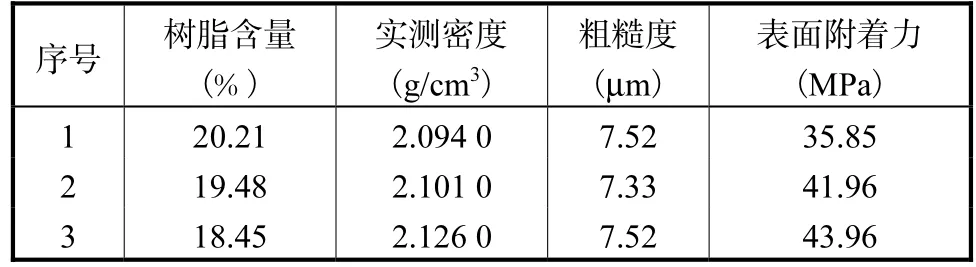
表2 不同樹脂含量楔形條表面附著力測試數據Tab.2 Test data of wedge strips with different resin contents
通過以上數據對比發現,樹脂含量越高,其密度越小;在相同噴砂條件下,樹脂含量越低,其表面附著力越大。
2.2 方案二:玻璃鋼楔形條表面附著力測試
樹脂含量相同、表面噴砂方式不同的玻璃鋼楔形條表面附著力測試數據見表3。

表3 不同噴砂方式楔形條與玻璃鋼鋪層間的拉伸剪切測試數據Tab.3 Tensile shear test data between wedge stripand FRP laminate with different sandblasting methods
以上測試數據表明,相同樹脂含量的楔形條在不同噴砂處理后,在相同測試條件下,其樹脂粘接拉剪強度在22~25MPa之間波動;從楔形條2和楔形條4的測試結果看,經過噴砂處理的楔形條的拉剪強度要高于無噴砂處理的楔形條的拉剪強度。由此說明噴砂處理有助于提高楔形條表面結合力。
3 結 論
玻璃鋼楔形條的樹脂含量和表面噴砂方式都對玻璃鋼楔形條的界面結合力有著較大影響,實驗結論如下:
①玻璃鋼楔形條的樹脂含量越高,其密度越小;在相同噴砂條件下,樹脂含量越低,其表面附著力越大。
②玻璃鋼楔形條在樹脂含量相同的條件下,經噴砂處理的玻璃鋼楔形條表面具有較高的界面結合力,噴砂處理在一定程度上可提高玻璃鋼楔形條界面結合力。
綜上,玻璃鋼楔形條的制作應根據葉片葉根連接的設計要求,對制作過程的樹脂含膠量、噴砂方式及時間、表面處理情況等影響本體性能的過程參數進行精確設定和嚴格控制,才能保證風電葉片的葉根連接質量。