
車削粗糙表面法向接觸剛度仿真研究
2021-10-23 07:10:50伍偉敏盧耀暉
中國測試 2021年9期
伍偉敏,盧耀暉
(1.湖南財經工業職業技術學院,湖南 衡陽 421002;2.國防科技大學智能科學學院,湖南 長沙 410073)
0 引 言
法向接觸剛度對機械系統穩定性具有重要影響[1]。目前,對于精密儀器整體剛度的接觸仿真而言,大都忽略了粗糙結合面的法向接觸剛度參數,進而造成儀器整體剛度偏低的設計缺陷。由于缺少準確的法向接觸剛度參數,難以開展高端裝備機械結構設計工作。如何準確有效地獲取機械結合面法向接觸剛度是亟需解決的問題[2]。并且,隨著機床加工精度的提高,機械系統中多數連接端蓋、連接法蘭等機械加工表面都是采用精車的加工方式進行[3-4]。因此,本文針對車削表面法向接觸剛度進行研究。
對于粗糙表面法向接觸剛度的獲取主要存在理論解析、有限元仿真及實驗測試3種方法。理論解析方法是采用模擬粗糙表面表征實際粗糙表面,通過對模擬粗糙表面上單個微凸體的接觸分析,繼而結合微凸體的表面統計學理論,實現對粗糙表面法向接觸剛度的解析計算。具有代表性論著的是1966 年Greenwood 與Williamson 提出GW 模型[5]。此后Chang 對GW 模型進行了改進,基于微凸體塑性變形的體積守恒理論提出了CEB 模型[6]。Kogut基于球形微凸體的有限元分析,提出了KE 模型[7]。國內西安理工大學張學良團隊對法向接觸剛度的理論解析模型進行了較為深入的研究[1,8-9]。雖然理論解析對于法向接觸剛度的研究取得了很大進展,但是仍存在以下兩點缺陷:模擬粗糙表面假設方面,目前理論解析模型中的模擬粗糙表面與實際加工表面偏差較大[10];微凸體接觸變形計算方面,對于微凸體的受力變形分析過程,并未考慮微凸體之間的相互作用以及基體變形等因素。
對于粗糙表面法向接觸剛度的實驗測試方法,由于實驗樣本的多樣性、傳感器精度高以及實驗條件苛刻等問題,導致實驗成本高,實驗數據覆蓋面少等缺點。
隨著有限元技術的發展,有限元方法的有效性以及低成本的絕對優勢近年來在各領域得到廣泛的應用[9]。本文基于車削運動學原理,實現了車削表面微觀形貌點云數據的獲取。運用逆向建模方法實現了車削表面模型的構建。采用Abaqus 有限元仿真軟件對車削表面法向接觸剛度進行了仿真分析。并且,通過改變車削加工參數獲得了不同粗糙度參數的粗糙表面,繼而探討了車削加工參數對法向接觸剛度的影響規律。
1 有限元仿真模型的構建
區別于傳統宏觀結構的有限元仿真分析,對于微觀機械結合面法向接觸剛度接觸仿真研究的重點在于如何基于表面微觀形貌的點云數據實現有限元仿真模型的構建。法向接觸剛度有限元仿真流程如圖1 所示。
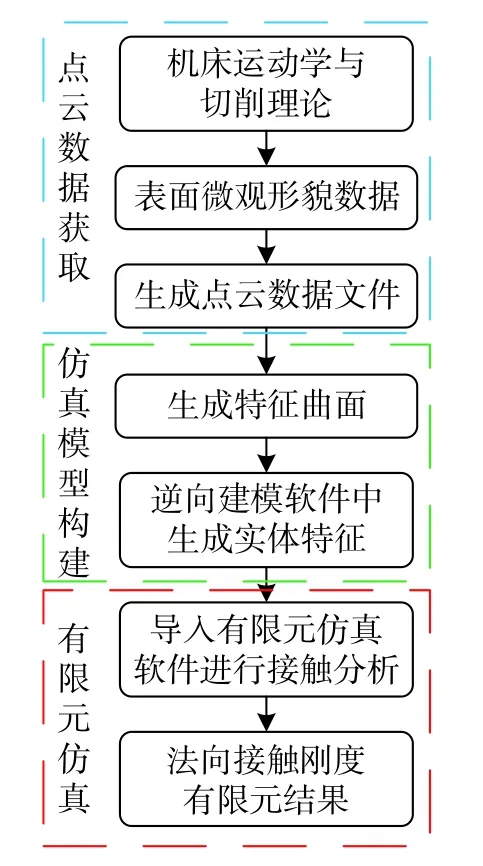
圖1 有限元仿真流程圖
如圖1 所示,對于法向接觸剛度(后文皆用接觸剛度表示)的有限元仿真,首先需要基于車削運動學原理獲取表面微觀形貌數據,并形成點云數據文件。基于點云數據文件生成特征曲面,并將特征曲面采用逆向建模軟件生成實體特征。至此實現了基于表面形貌數據到三維實體模型的構建。之后,將三維實體模型導入到有限元仿真軟件進行接觸分析,最終得到接觸剛度的有限元結果。
1.1 點云數據獲取
基于車削運動學原理,本節針對車削表面微觀形貌的形成過程進行介紹。圖2 所示為基于車削運動學原理的車削表面理論形貌形成原理圖[2]。文獻[11]對車削加工表面微觀形貌進行了實驗研究,對比分析了理論形貌與實際形貌的誤差。研究結果顯示,兩者相對誤差的最大值小于4%。由此可見,兩者相對誤差較小。因此,對于車削加工表面理論形貌的殘余高度Rt的探討,本文僅討論刀具的刀尖圓弧半徑r以及進給量f兩個加工參數。并且上述3 個參數有式(1)所示關系。

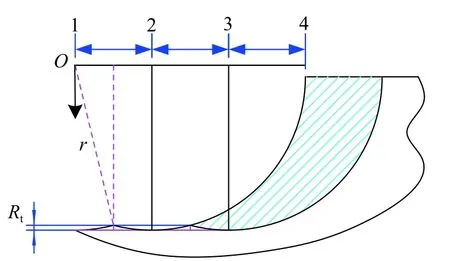
圖2 車削表面理論形貌建模原理圖
將加工參數作為初始參數,將刀具的刀尖圓弧半徑r與車削進給量f代入式(1),采用Matlab 軟件編制程序,即可實現對車削表面微觀形貌的仿真。圖3 所示為刀尖圓弧半徑r=0.2 mm、進給量f=0.2 mm 加工參數下車削表面微觀形貌仿真圖像。
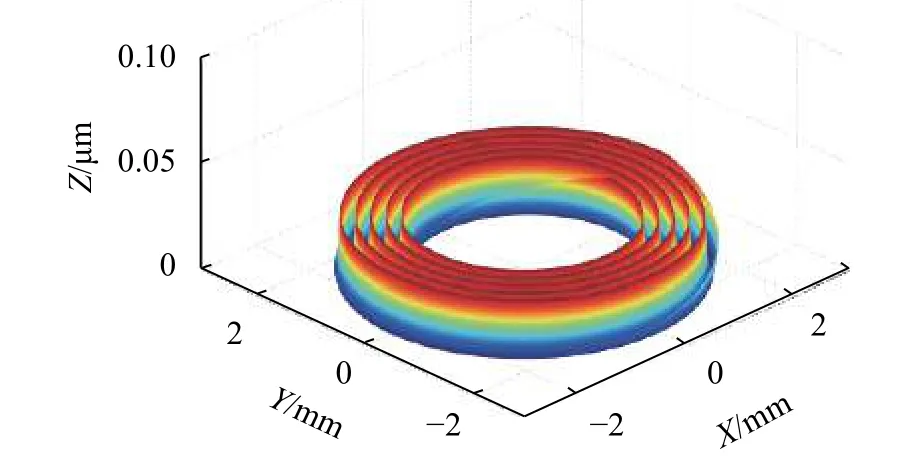
圖3 r=0.2 mm、f=0.2 mm 時車削表面微觀形貌仿真圖像
篇幅有限,本文僅對刀尖圓弧半徑r=0.2 mm、進給量f=0.2 mm 加工參數下車削表面仿真圖像進行展示。工件半徑為1.5~2.5 mm 的圓環區域。之后的處理流程也以此工況條件為例進行介紹。
按照上述流程,通過改變初始加工參數,即可得到不同工況條件下車削表面微觀形貌。同時可以得到表面微觀形貌數據。基于表面形貌數據,形成點云數據文件,為后期車削仿真模型的構建奠定基礎。
1.2 仿真模型構建
基于1.1 節得到的車削表面形貌的點云數據文件,本節采用Solidworks 逆向建模軟件實現從點云數據到仿真模型的構建。具體流程介紹如下:采用Solidwork 插件ScanTo3D 導入點云數據文件,采用網格處理向導構造網格曲面。經由上述流程,構造出了特征曲面模型之后,構造圓柱體其余的3 個表面,然后進行曲面縫合,創建實體特征。
刀尖圓弧半徑r=0.2 mm、進給量f=0.2 mm 加工條件下仿真模型如圖4 所示。為降低后期仿真計算的時間成本,高度方向只取2 mm。仿真模型建立之后,輸出成通用格式,便于后期將模型導入到有限元軟件進行接觸仿真分析。

圖4 r=0.2 mm、f=0.2 mm 條件下仿真模型
2 法向接觸剛度有限元仿真
基于仿真模型,本節對車削表面法向接觸剛度的有限元仿真流程進行介紹。本文選用有限元分析軟件ABAQUS[12-13]對1.2 節建立的仿真模型進行有限元仿真分析。
車削表面法向接觸剛度的有限元仿真也包含前處理、分析計算以及后處理三個步驟。首先將1.2節建立的模型導入到有限元分析軟件之中,并且為實現后期不同層次網格密度的劃分,定義截面將導入的模型拆分成兩個部分。并且定義材料屬性:彈性變形過程的彈性模量為210 GPa,泊松比為0.3。塑性變形的應力應變對應關系如表1 所示。

表1 塑性變形的應力應變對應表
由于理論解析方法中,對于粗糙結合面的法向接觸剛度參數的獲取是將粗糙表面與剛性平面進行的接觸分析。為方便后期引入后期理論模型解析結果進行對比,采用粗糙界面與剛性平面相互接觸的接觸仿真方式。因此,此處需要定義一個剛性平面。
在相互接觸的兩部件設置完成之后,對兩部件進行裝配,兩部件裝配需留有0.01 mm 的間隙,保證兩部件在接觸分析之前避免干涉。下面對于摩擦函數與摩擦系數的選取依據進行闡述。由于相互作用設置的是粗糙表面與剛性平面的表面與表面接觸方式。因此,接觸屬性設置為切向行為。摩擦函數采用罰函數,相對其他函數而言,具有更好的收斂性。對于鋼鐵材料而言,查表可知[13],摩擦系數為0.15。
載荷的施加采用剛性平面強制位移的加載方式。圓柱體底面采用完全固定的設置,剛性平面在豎直方向設置0.03 mm 的位移。兩部件的邊界條件如圖5 所示。
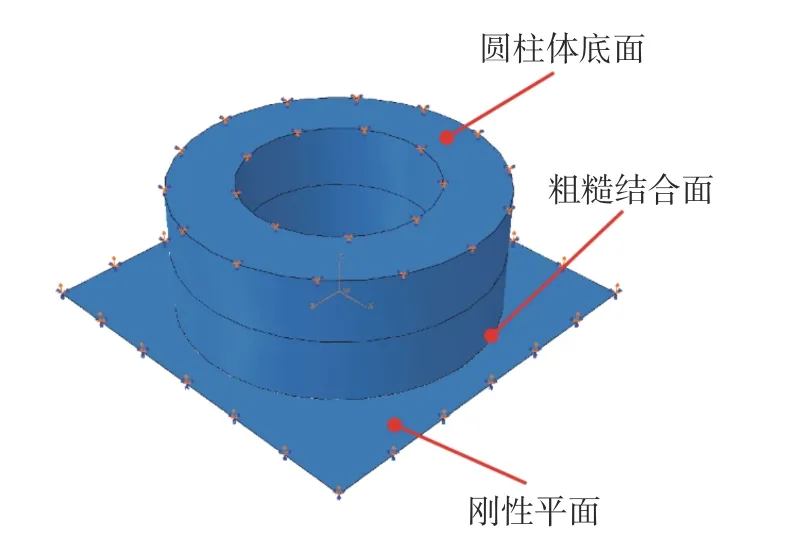
圖5 邊界條件設定示意圖
在設定邊界條件之后,對兩部件進行網格劃分。前期在導入部件的過程中,將圓柱體部件拆分為兩個部分,圖5 中也可以看出,圓柱體被拆分為兩個部分。
采用為邊布種設定方式對圓柱體進行網格劃分,3 個邊界的單元尺寸分別設定0.05 mm、0.2 mm 及0.8 mm。網格單元形狀采用C3D10H 型四面體單元。網格劃分示意圖如圖6 所示。
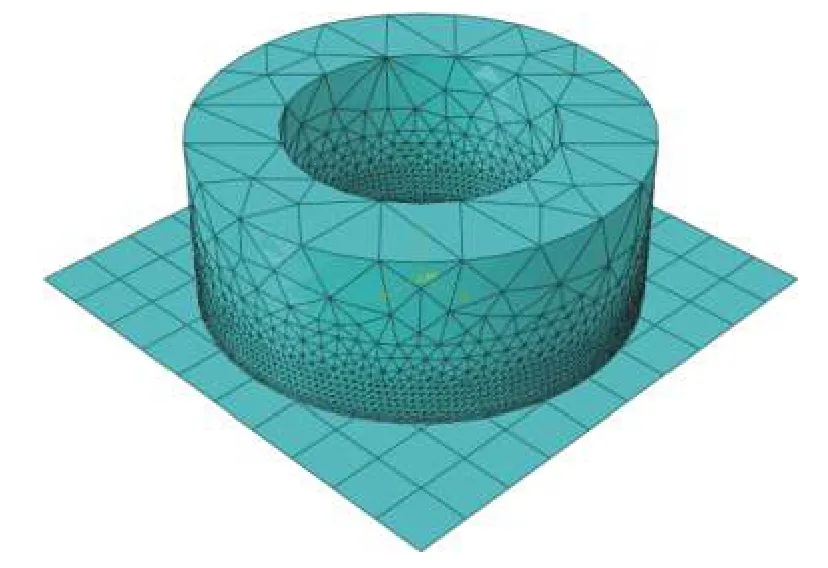
圖6 網格劃分示意圖
為方便后期數據處理,設定歷程輸出。法向接觸剛度的表達式如式(2)所示。

式中:ΔF——法向載荷變化量,N;
Δx——位移變化量,mm;
A——名義接觸面積,mm2。
由上式可以看出,法向接觸剛度參數的獲取需要已知3 個參數。其中名義接觸面積為已知條件。對于仿真分析需要輸出法向載荷的變化量以及位移的變化量。因此,對于歷程輸出的設定,選定剛性平面的位移量以及圓柱體底面的反作用力兩個參數。結合兩個參數,經后期數據處理,即可得到粗糙結合面的法向接觸剛度。
待完成上述設定之后,提交作業進行分析即可。
3 結果與分析
按照第2 節仿真流程即可獲取得到剛性平面的位移量以及圓柱體底面的反作用力兩個參數。按照如式(2)所示對得到的數據進行處理,即可得到不同載荷作用下法向接觸剛度的變化曲線。
圖7 所示為刀尖圓弧半徑r=0.2 mm、進給量f=0.2 mm 加工條件下法向接觸剛度隨結合面載荷的變化曲線。并且為保證仿真數據的可靠性,引入KE 模型的理論解析結果進行對比分析。KE 模型初始參數的獲取及計算流程按照文獻[6]所述流程進行。
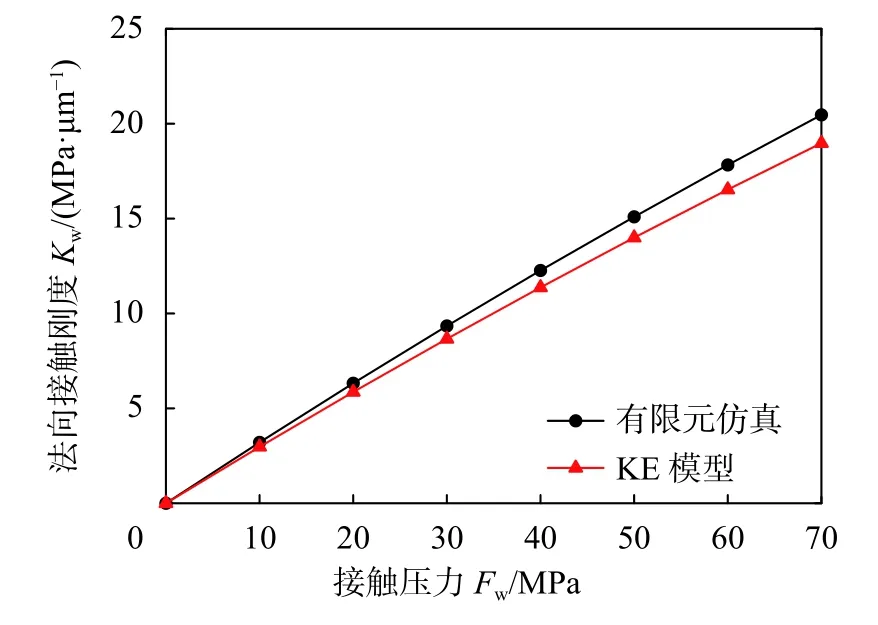
圖7 KE 模型結果與有限元仿真對比結果
由圖7 可以看出,KE 模型解析結果與本文有限元仿真結果具有相同的變化趨勢,即法向接觸剛度隨接觸壓力的增大而逐漸增大。在接觸壓力Fw=70 MPa 時,此時KE 模型解析結果與有限元仿真結果的法向接觸剛度具有最大值,分別為18.978 MPa/μm 與20.467 MPa/μm。在相同接觸壓力條件下,KE 模型的理論解析結果小于本文有限元仿真結果。
結合車削表面微凸體的接觸變形過程進行分析。在接觸初期(Fw<10 MPa),微凸體頂端首先參與接觸,KE 模型結果與本文有限元結果基本一致。隨著接觸壓力的增大,由于微凸體之間的相互作用,致使法向接觸剛度的增大。但在KE 模型建立過程中假設部分,忽略了微凸體之間的相互作用,致使隨著接觸壓力的增大,本文結果要大于KE 模型結果。
下面針對不同工況條件下車削表面法向接觸剛度的有限元仿真結果進行分析。由于車削加工表面理論形貌的殘余高度Rt只與刀具的刀尖圓弧半徑r、車削進給量f有關,因此本節將以上兩個參數作為變量,對車削表面法向接觸剛度隨接觸壓力的變化關系進行探討分析。
按照第1 節與第2 節分析流程,對不同參數下法向接觸剛度進行有限元仿真研究。刀尖圓弧半徑取0.2,0.4,0.8 mm;進給量分別為0.1,0.15,0.2 mm。圖8 所示為刀尖圓弧半徑r=0.2 mm 在不同進給量條件下法向接觸剛度隨結合面載荷的變化曲線。
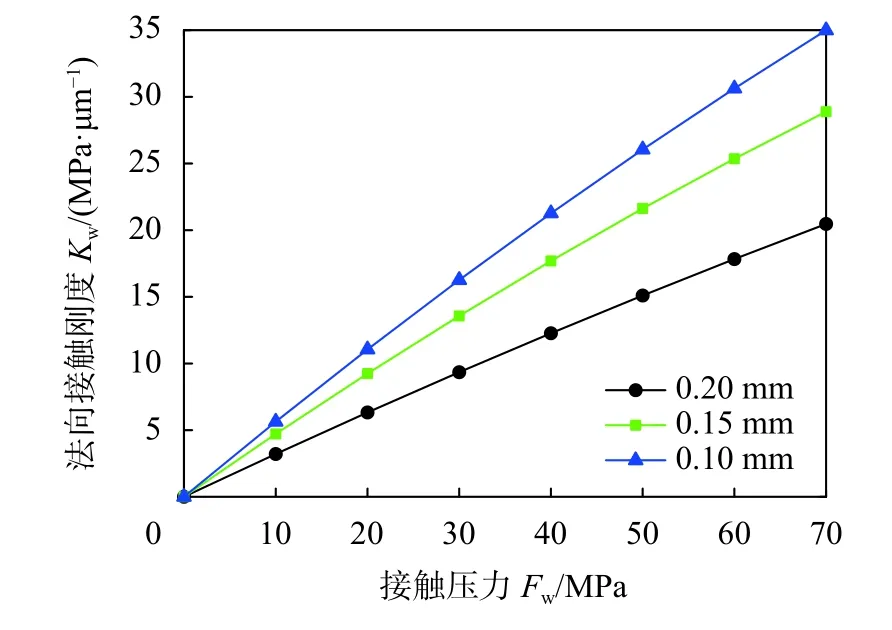
圖8 不同進給量下有限元仿真結果
由圖8 可以看出,不同進給量下,法向接觸剛度具有相同的變化趨勢,法向接觸剛度隨接觸壓力的增大而逐漸增大。在接觸壓力Fw=70 MPa 時,此時不同進給量下法向接觸剛度具有最大值,分別為20.467,28.890,34.993 MPa/μm。在相同接觸壓力條件下,法向接觸剛度隨進給量的增大而逐漸減小。
結合第1 節中基于車削理論得到的表面微觀形貌進行分析。在相同刀尖圓弧半徑的條件下,隨著進給量的增大,車削表面殘余高度Rt逐漸增大,表面粗糙度數值的增大,進而導致法向接觸剛度的減小。
圖9 所示為進給量f=0.2 mm 在不同刀尖圓弧半徑條件下法向接觸剛度隨結合面載荷的變化曲線。
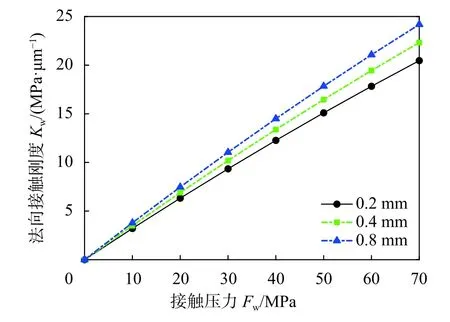
圖9 不同刀尖圓弧半徑下有限元仿真結果
由圖9 可以看出,不同刀尖圓弧半徑下,法向接觸剛度具有相同的變化趨勢,法向接觸剛度隨接觸壓力的增大而逐漸增大。在接觸壓力Fw=70 MPa 時,此時不同刀尖圓弧半徑下法向接觸剛度具有最大值,分別為20.467,22.326,24.187 MPa/μm。在相同接觸壓力條件下,法向接觸剛度隨刀尖圓弧半徑的增大而逐漸減小。
同樣結合第1 節中基于車削理論得到的表面微觀形貌進行分析。在相同進給量的條件下,隨著刀尖圓弧半徑的增大,車削表面殘余高度Rt逐漸減小,表面粗糙度數值的減小,進而導致法向接觸剛度的增大。
4 結束語
1)本文基于車削運動學原理,實現了車削表面微觀形貌點云數據的獲取。運用逆向建模方法實現了特征曲面與三維模型的構建。采用Abaqus 有限元仿真軟件對三維模型進行了接觸分析。
2)對比分析了有限元仿真結果與KE 理論模型解析結果。對比結果顯示,在相同工況條件下,理論解析結果與仿真結果結果的變化趨勢相同,法向接觸剛度隨接觸壓力的增大而逐漸增大。在相同接觸壓力條件下,KE 模型結果小于有限元仿真結果。
3)對比分析了不同加工參數下的仿真結果。在相同接觸壓力條件下,法向接觸剛度隨車刀刀尖圓弧半徑r的增大而逐漸增大,隨車削進給量f的增大而逐漸減小。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
