HXN5B調機車架起吊梁制作質量控制
2021-10-25 17:20:11陳士恩趙云飛陳潔
科學與財富 2021年25期
關鍵詞:產品質量
陳士恩 趙云飛 陳潔

摘 要:針對調機起吊梁的結構特點及工藝要求,詳述該部件的制作過程,通過對來料狀態、組裝過程、焊接過程、調修過程控制,最終確保產品質量符合圖紙和工藝要求。
關鍵詞:起吊梁;結構特點;工藝要求;產品質量
0 概述
車架起吊梁(以下簡稱起吊梁)是機車車底架的重要零部件之一,在車架端部組裝時起吊梁與箱型梁對接,是車架上的主要受力件。主要由起吊板裝配和起吊梁上下蓋板組焊件兩部分組成。其對焊縫、平面度以及接口處尺寸要求高。
1.起吊板裝配質量控制:
從圖1上可以看出下墊板平面度圖紙要求0.5,按照工藝要求:組焊順序是:立板、撐板、下墊板組焊、調修——下墊板加工——底板、吊車座、小立板組焊——吊車座、下墊板組焊。下墊板調修后平面度應控制在1.5,吊車座、下墊板、小立板的交接位置避免起弧、收弧,拐角位置應包角。
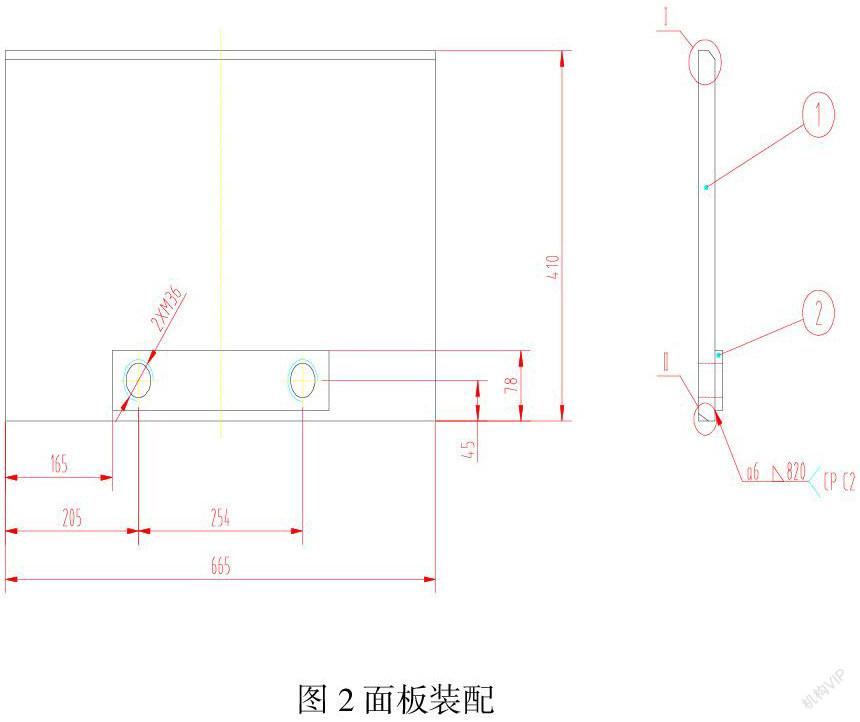
2.面板裝配上M36螺紋定位尺寸控制:
補板和面板組焊,組焊后嚴格檢查尺寸。先加工M36螺紋孔后與立板組焊,一方面M36螺紋孔中心線可能與起吊梁中心線偏差,另一方面M36螺紋孔可能會受到周邊焊接的影響,螺紋孔發生變形,綜合考慮,M36螺紋孔在整個起吊梁組焊后,整體劃線、加工,見圖2.
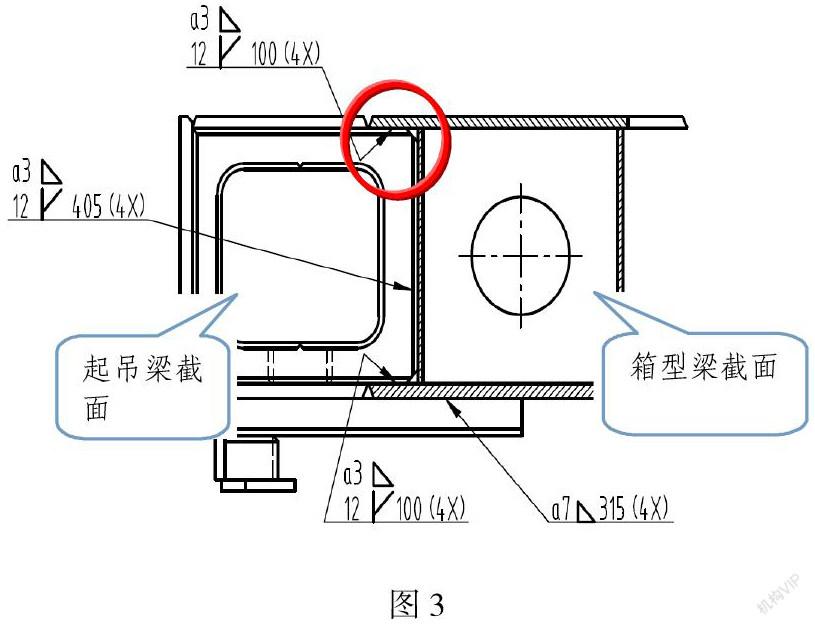
3.立板接口處尺寸控制:
起吊梁與箱型梁拼接屬于嵌入式結構拼接,起吊梁與箱型梁接口處設計無公差要求,但在實際生產過程中,接口處箱型梁蓋板由于角焊縫發生變形,起吊梁立板由于組裝、焊接變形原因導致起吊梁中心不能與箱型梁中心完全重合。所以組裝時需要現配、現割立板接口處(按負公差),確保起吊梁順利嵌入,起吊梁蓋板與箱型梁蓋板對接位置組裝間隙均勻,見圖3。
4.焊縫質量控制:
起吊梁選用的母材是Q420E、Q460E,選用的焊材是TWE711Ni、TWE811Ni2,焊接時確保Q420E與Q420E、Q420E與Q460E用焊絲TWE711Ni,Q460E與Q460E焊接選用TWE811Ni2焊接后焊縫按要求打磨平滑,吊車座的位置按要求打磨平滑,避免起吊時直角切口處損傷鋼絲繩,見圖4。
5.總結
HXN5B調機車架起吊梁是車架主梁的重要組成部分,在車架端部組裝時起吊梁與箱型梁對接,是車架上的主要受力件。熟知圖紙、工藝流程及技術要求,嚴格控制各個工序階段產品質量,最終才能確保起吊梁的產品質量。
作者簡介:
陳士恩(1991.03.01)男,湖北武漢人,本科,冷作鈑金工高級技師,主要從事內燃機機車鋼結構部分產品組裝工作。
猜你喜歡
紡織標準與質量(2022年5期)2022-10-27 06:52:14
中國眼鏡科技雜志(2019年9期)2019-11-11 12:15:30
勞動保護(2019年7期)2019-08-27 00:41:04
質量技術監督研究(2018年1期)2018-03-26 08:04:36
玩具世界(2017年7期)2017-10-16 01:31:05
新農業(2016年20期)2016-08-16 11:56:22
工業設計(2016年8期)2016-04-16 02:43:39
特區實踐與理論(2015年5期)2015-07-21 15:21:24
現代鹽化工(2015年1期)2015-02-06 01:49:42
中國質量與標準導報(2014年1期)2014-02-28 22:21:31