JWF1313 型并條機的創新設計
2021-10-29 04:09:54沈陽宏大紡織機械有限責任公司李響鄭升圓劉迪王丹邢士通
紡織機械 2021年4期
關鍵詞:智能
沈陽宏大紡織機械有限責任公司 李響 鄭升圓 劉迪 王丹 邢士通/文
1 引言
隨著國內勞動力成本不斷攀升,棉紡廠面對的人工成本壓力越來越大。為了提升生產效率,減少用工數量,整個棉紡行業在逐步向大條筒輸入輸出方向發展,從最早的條筒直徑230mm 到300mm、400mm、500mm、600mm,再到目前的輸出1000mm、1200mm 條筒。
2017 年3 月,沈陽宏大研發的輸出條筒1000mm、1200mm 大條筒JWF1313 型智能雙眼非勻整并條機項目完成,并順利量產。
2 結構設計
JWF1313 型并條機作為沈陽宏大公司推出的最成熟、最先進的非勻整電子牽伸并條機(見圖1),以沈陽宏大傳統的牽伸機構為核心,采用全新的工字型框架結構,并采用雙電機電子牽伸。顛覆傳統的創新結構設計,從外形到核心,均為自主研發,已取得8 項發明專利和9 項實用新型專利。

圖1 JWF1313 型并條機立體圖
JWF1313 并條機與傳統框架兩端支撐結構不同,采用創新的工字型主機架構,中間主體支撐,兩側相對開放,解決了條筒大小受框架限制的問題。主傳動結構布置于中間區域,方便用戶維護,采用雙電機傳動牽伸區,實現電子牽伸,調整棉條定量無需更換傳動輪。同時延續傳統的機前操作,用戶操作能夠快速適應。新型大條筒自動換筒機構,采用單側驅動,推桿回程時采用扭轉、折疊、旋轉的復合運動形式,配合創新的旋轉式可延展腳踏,最大程度上減少占地面積,同時穩定可靠的滿足設備連續工作的需要。
3 智能化功能
沈陽宏大公司從2003 年FA328 型并條機起,開始應用電子牽伸技術,擁有近20 年電子牽伸技術使用經驗,并致力于將此技術運用得更穩定、更可靠、更精準。為了提高JWF1313 并條機的生產效率和自動化程度,減少停車時間,降低人工勞動強度,我們在傳統電子牽伸技術基礎上進行拓展,增加了便于操作者使用的智能化功能。
(1) 智能斷條
智能斷條較傳統電子斷條形式,具有設置參數少,易于操作者上手的特點,是一種操作簡單的電子斷條方式(見圖2)。

圖2 智能斷條控制原理框圖
使用過程中,用戶根據不同的品種生產,僅需調整“斷條強度”一個參數,系統會自動計算出斷條參數,因為控制參數可調范圍大,使得智能斷條可以適用于絕大部分生產品種的斷條需要,斷條效果穩定、良好。
(2) 羅拉監控
在并條機工作過程中,利用羅拉和皮輥的作用將分散的棉條并合、牽伸,提高了棉條的均勻度及纖維的伸直度、平行度。對于傳統非勻整并條機來說,棉條的合并與牽伸是依靠機械傳動來實現的,出條質量依靠實驗室工作人員定期抽查來進行人工監控,不能夠對棉條質量進行實時監控。
羅拉監控是一種可實時監測棉條質量的系統(見圖3),當并條機出現牽伸區皮帶松動、羅拉丟轉等機械傳動異常現象時,會導致出條質量的變化,羅拉監控系統通過檢測羅拉轉速的變化,控制設備的運行狀態,避免產生大量的廢條的情況。
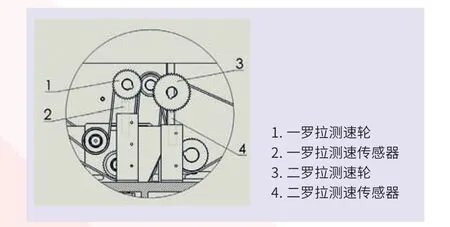
圖3 羅拉監控系統局部視圖
(3) 智能換班
隨著用工成本壓力不斷加大,一些紡織廠已由傳統N班N 倒的換班模式,改為N 班M 倒(N ≠M)的換班模式,比如三班兩倒。
我們在傳統自動換班模式基礎上,設計了一款靈活性高,操作更簡便,即可適用N 班N 倒模式,又適用N 班M 倒模式的智能換班功能。
(4) 機械波位置對照表
通過JWF1313 型并條機觸摸屏,用戶可以查看機械波位置對照表。根據條干儀顯示的機械波波長長度,并參考對照表,進行機械波位置的確定及處理。此機械波位置對照表內“機械波波長”會隨著控制系統中“工藝參數”內工藝輪的變化而變化,可適用不同工藝輪配置。
以二羅拉為例,當該位置及其相關傳動輪、帶、座、軸承等出現機械波,以其運轉特性,得出其機械波波長公式為:
L=D2×Π×E1÷E2
式中,D2 為二羅拉直徑,E1 為總牽伸倍數,E2 為后區牽伸倍數。
(5) 非勻整重量調整功能
JWF1313 型并條機在傳統電子牽伸并條機基礎上,開發了一種操作更加方便、實用的非勻整重量調整功能。用戶在觸摸屏上直接輸入目標重量和實測重量,即可完成類似勻整并條機的重量調整功能,實現非勻整并條機重量調整的數字化操作。
(6) 智能羅拉清潔
并條機羅拉、皮輥在運轉時,會有飛花和塵屑附著在其表面。為了防止飛花和塵屑積累成堆后落入棉條形成紗疵,通常在并條機羅拉、皮輥處增加清潔機構對其進行揩拭,將飛花及塵屑揩拭下來,并由吸風裝置吸走。由于喂入品種、吸風力調節程度及羅拉轉速的不同,羅拉處堆積的飛花和塵屑量也不同,而傳統往復式下清潔機構的清潔頻率是固定的,無法適應多變的環境。當喂入品種產生飛花和塵屑的量很大,如果不能增大清潔頻率,就會造成未被及時清理的飛花和塵屑落入棉條行程紗疵;當喂入品種產生飛花和塵屑的量很小,不用頻繁地清潔,如果不能減小清潔頻率,就會造成清潔機構使用壽命的浪費。
JWF1313 型并條機增加的智能羅拉清潔功能,可以根據吸棉箱內廢屑堆積情況,自動改變羅拉清潔頻率,以此到達最優的牽伸區清潔狀態。
(7) 條筒容量擴增的圈條裝置
該裝置是一種通過修改并條機下圈條傳動形式及條筒內棉條的疊層比例,實現不改變輸出條筒直徑和高度的并條機條筒容量擴增的圈條裝置。
其本裝置的下圈條盤由伺服電機通過傳動機構驅動,進行往復運動。設初始位置距離為E0, 下圈條盤移動n 次后所處的坐標位置Ex 為:
Ex=E0-n×h
式中,h 為棉條筒每次移動的距離。
設下圈條盤初始位置轉速為S0,下圈條盤的回轉運動速度Sx 與坐標位置ex 所成函數關系為:
Sx=S0×(E0/Ex)×a
式中,a 為纖維品種修正系數。
下圈條盤在各個坐標位置ex 每回轉360 度形成一層棉片,按照疊層比例值控制下圈條盤在每個坐標位置ex圈放的層數。
上述內容是該裝置可以實現的基本技術方案。經過在無錫經緯紡織科技試驗有限公司現場試驗,單筒容積可增加30%以上,是一項在高速高產狀況下降本增效,降低管理難度的裝置。
(8) 遠程運維
依托工業云平臺搭建的具有沈陽宏大特色的遠程運維系統,可以進行遠程數據讀取和顯示以及調試(見圖4)。既可遠程集中統一控制,又可分散逐一管理,方便不在現場的服務人員與現場人員遠程交流,分析問題原因,使得服務人員能夠提供更加高效、便捷的服務,為用戶排憂解難,快速解決問題。

圖4 沈陽宏大遠程運維系統框架
4 JWF1313 型并條機的使用
JWF1313 型并條機尤其適合頭并、精梳預并使用,可提高棉條均勻度,消除彎鉤纖維,使半熟條質量得到提升。
大條筒設計,減少了生條接頭數,大幅度降低勞動強度,提升并條品質。輸出條筒直徑? 1000 規格,其條筒周轉次數較條筒直徑? 600 規格并條機減少50%,工人每天工作量平均減少1 小時;輸出條筒直徑? 1200 規格,其條筒周轉次數較條筒直徑? 600 規格并條機減少60%,工人每天工作量平均減少1.5 小時(見圖5)。
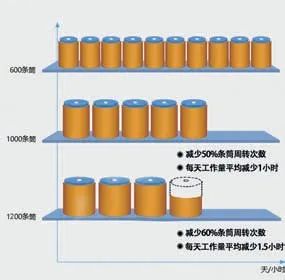
圖5 條筒周轉對比
雙電機結構設計,在速度控制上采用電機跟隨模式,不會影響出條質量。以500m/min 出條速度為例,使用伺服驅動器的示波器功能監控JWF1313 型并條機跟隨狀態曲線,對跟隨模式精度進行分析:
綠色曲線:位置指令;
紅色曲線:位置反饋;
粉色曲線:位置偏差;
黃色曲線:速度反饋;
藍綠色豎線:波形數據讀取起點A 線;
淡綠色豎線:波形數據讀取起點B 線。
(1) 啟動過程的跟隨誤差(見圖6);
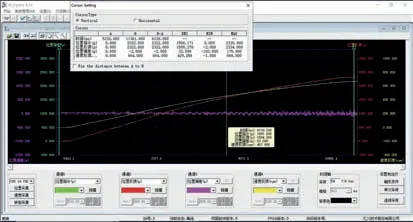
圖6 JWF1313 型并條機500m/min 車速啟動過程跟隨曲線
(2) 穩定速度的跟隨誤差(見圖7);

圖7 JWF1313 型并條機500m/min 車速穩定速度跟隨曲線
(3) 停車過程的跟隨誤差(見圖8);
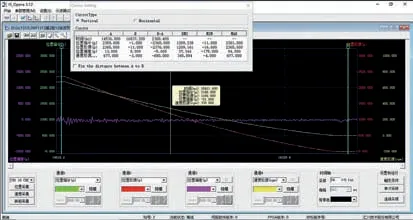
圖8 JWF1313 型并條機500m/min 車速停車過程跟隨曲線
從以上三個示波器跟隨波形可以看出:
啟動過程,跟隨誤差在-102 ~175 范圍內波動;
穩定速度,跟隨誤差在-25 ~27 范圍內波動;
停車過程,跟隨誤差在-175 ~94 范圍內波動。
JWF1313 型并條機選用伺服電機的編碼器分辨率為1048576,上述跟隨誤差范圍對應伺服電機軸的角度約為:
∠A=360°×(P/1048576)
JWF1313 型并條機跟隨誤差大約為±0.06°。
高精度的跟隨效果,使得JWF1313 型并條機高速運行更穩定,更可靠,不會因為電子牽伸的跟隨誤差造成出條質量下降。
5 結束語
JWF1313 型智能并條機作為輸出大條筒設備,在頭并、精梳預并環節優勢明顯,創新的結構和功能,使其能夠在最大程度減少占地面積的同時高速、可靠、穩定、連續地運行,提高生產效率,減少停車時間,提高自動化程度,為降低人工勞動強度提供了支持。FZJX
猜你喜歡
開放教育研究(2021年3期)2021-05-25 02:41:06
小學科學(學生版)(2020年12期)2021-01-08 09:28:04
裝備制造技術(2020年4期)2020-12-25 05:26:24
表面工程與再制造(2019年6期)2019-08-24 06:40:04
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
能源(2018年4期)2018-05-19 01:53:44