
消失模球墨鑄鐵球化處理工藝探索
2021-10-29 08:14:54張英李兆軍馬冬霞
金屬加工(熱加工) 2021年10期
關鍵詞:工藝
張英,李兆軍,馬冬霞
淄柴動力有限公司 山東淄博 255000
1 序言
球墨鑄鐵作為一種高性能材料,在許多行業領域得到廣泛應用,經過多年的發展,球墨鑄鐵的產量僅次于灰鑄鐵,是第二大應用材料。因此,越來越多的廠家都在對工藝進行不斷地優化和改進。球墨鑄鐵的生產工藝一般包括以下幾個環節:熔煉合格的鐵液;球化-孕育處理;爐前檢驗;澆注鑄件;清理及熱處理;鑄件質量檢驗。其中,鐵液的球化-孕育處理的作用是改變石墨生長方式,使石墨球圓整細化。因此,熔煉工藝決定了球墨鑄鐵的性能。
消失模鑄造是一種采用與鑄件尺寸相近的泡沫塑料模,經刷涂料后埋入干砂中,在抽真空狀態下澆注鐵液,鐵液凝固后形成鑄件的鑄造方法。它的優點是操作簡單,鑄件精度高,清潔生產,可實現大規模、大批量生產。在用消失模生產球墨鑄鐵時,多采用常規的倒包球化工藝,即將一定量的球化劑放置于球化包包底,其上用覆蓋劑和孕育劑覆蓋嚴實,然后將鐵液沖入即可。
然而,消失模生產球墨鑄鐵時采用上述工藝存在以下問題:一是消失模生產球墨鑄鐵的倒包處理溫度高,球化劑反應快,球化時間較難控制,以致球化劑中鎂的吸收率低;二是處理后的鐵液中鎂的殘余量低,高溫狀態下燒損較快,以致鑄件的球化等級低,球化衰退嚴重。由于消失模鑄造在常規倒包球化工藝中不能生產高質量的球墨鑄鐵件,廢品率高,從而亟需提高工藝水平。圖1、圖2所示為采用原球化工藝時石墨球數量和珠光體占比情況。
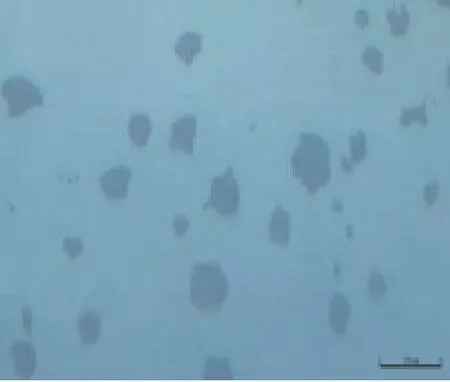
圖1 石墨球數量占比30%
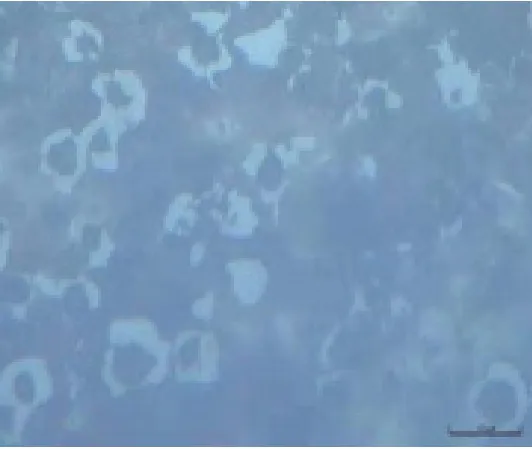
圖2 珠光體占比85%
從圖1、圖2中可以看出,石墨球數量少,珠光體含量偏少,會影響球墨鑄鐵的力學性能和球化等級。
綜上所述,如何有效地解決消失模生產球墨鑄鐵球化等級低、球墨鑄鐵件質量差、廢品率高等問題,是目前消失模鑄造領域技術人員亟需解決的問題。
鑒于此,開發出一種新型消失模球墨鑄鐵倒包球化、孕育工藝勢在必行。新型消失模球墨鑄鐵倒包球化、孕育工藝可以有效地解決消失模生產球墨鑄鐵球化等級低、鑄件質量差、廢品率高的問題。為此我們進行了有針對性的試驗。
2 孕育劑的選擇與實施辦法
針對消失模鑄件澆注溫度高、孕育劑易產生衰退的問題,決定采用熔點高、衰退慢的孕育劑加上普通孕育劑,多次加入的方法,以達到最佳孕育效果。同時,根據不同孕育劑的孕育效果及抗衰退效果的不同,決定采用復合式孕育劑,按一定的比例分別加入硅鐵、硅鋇、硅鋇鈣孕育劑[1],分別稱為第一孕育劑、第二孕育劑、第三孕育劑。
第一孕育劑加入量為0.15%,球化反應開始20s后,在球化包中撒入重量為鐵液重量0.35%~0.45%的第二孕育劑,再撒入重量為鐵液重量0.2%~0.4%的第三孕育劑。通過3次加入提高了孕育效果,延緩了孕育衰退的時間,減少鑄件的石墨畸形及非球形石墨數量,有利于提高鑄件的質量。
3 采用有堤壩的球化包,以延緩球化衰退
消失模鑄造球墨鑄鐵之所以球化等級低,主要是因為球化溫度高(由于澆注溫度高)造成的。如何在保證澆注溫度的情況下提高球化率,我們采用了在堤壩式球化包的堤壩一側底部先設置一層球化劑,在球化劑表面設置一層覆蓋劑并搗實,在覆蓋劑上放置蓋板,再于蓋板上依次放置球化劑、第一孕育劑和覆蓋劑,蓋板為無銹碳素鋼板或成形球墨鑄鐵板。
將電爐鐵液升溫至1560~1600℃,表面除渣后撒入重量為鐵液重量0.05%~0.15%的碳化硅預處理劑,并保溫9~11min。將鐵液包內扒除浮渣后的鐵液倒入堤壩式球化包內未設置球化劑的一側[1]。
消失模球墨鑄鐵倒包球化、孕育工藝,是在堤壩式球化包的堤壩一側底部先設置一層重量為鐵液重量0.7%~0.9%的球化劑,在球化劑表面覆蓋一層重量為鐵液重量0.05%~0.15%的覆蓋劑并搗實,在覆蓋劑上放置蓋板,蓋板上再依次放置重量為鐵液重量0.55%~0.65%的球化劑、重量為鐵液重量0.05%~0.15%的第一孕育劑和重量為鐵液重量0.05%~0.15%的覆蓋劑。蓋板的頂面為平面,底面形狀與球化包的包底形狀相同,蓋板頂面邊緣與包體的內壁四周間隙≤5mm。因此,加入鐵液進行球化反應時,由于中間蓋板的存在,整個球化反應分兩次進行。第一層球化反應為蓋板上層的球化劑先反應,使鐵液吸收一部分稀土鎂。隨著球化反應的進行,蓋板逐漸熔化。當蓋板熔化后,設置于蓋板下方的球化劑開始反應,也就是第二次球化反應。通過兩次球化反應相繼進行的方式,延長了球化反應的時間,提高了稀土鎂的吸收率,減小了后期燒損,提高了球化等級,保證了最終的鑄件質量。球化工藝改進后,球墨鑄鐵件的金相組織如圖3、圖4所示。
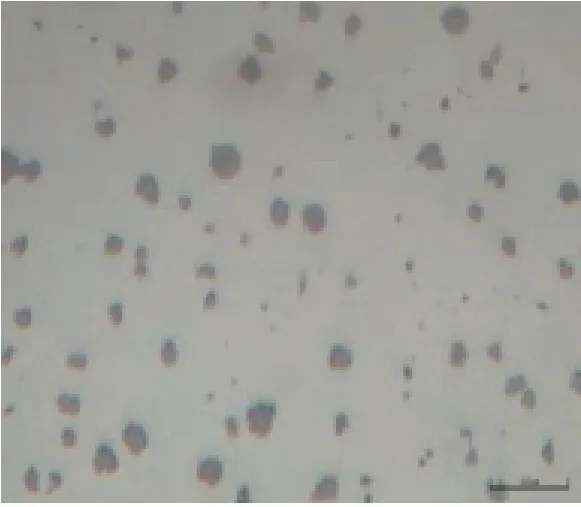
圖3 改進后石墨數量占比60%
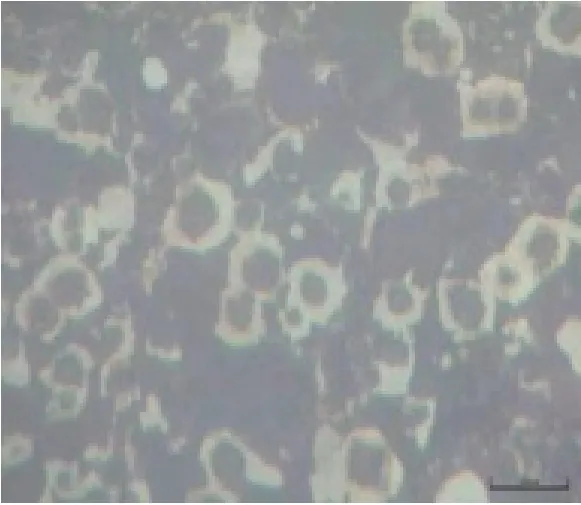
圖4 改進后珠光體含量占比90%
從圖3、圖4可以清晰地看到,通過工藝的改進,石墨數量和珠光體含量都有明顯的提升,工藝改進取得了明顯的效果。
4 結束語
以上是我們在進行消失模鑄造球墨鑄鐵熔煉中球化工藝改進的探索,取得了較好的效果,但是珠光體含量仍然需要提高,有待在今后的工作中對工藝做進一步改進。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
