某典型零件壓鑄模定模頂出機構的設計
2021-10-29 02:07:50婁高峰李澤龍張明亮李戰庫
新技術新工藝 2021年9期
關鍵詞:設計
婁高峰,李澤龍,張明亮,李戰庫,王 衛
(西北工業集團有限公司,陜西 西安 710043)
常規的壓鑄模具設計,鑄件型腔分設在定模和動模上,由于產品包緊力大的一側不容易脫模,因此,當沒有側向抽芯等特殊情況時,一般將鑄件中包緊力較大的一側設計在模具的動模方向,將包緊力較小的一側設計在模具的定模方向,開模后鑄件從定模一側先脫出,然后再被頂出機構從動模頂出,脫離模具。
壓鑄模具之所以要求鑄件在開模后都能留在動模型腔,是因為壓鑄機只在動模方向設置有頂出機構[1]。由于有壓鑄機動模板等,動模頂出機構在設計上可發揮較大作用,各構件的尺寸、強度完全滿足要求,頂出機構與設備連接,全部按設計的程序進行,頂出和復位動作穩定可靠。在定模方向,因為裝置有澆注、壓射機構,無法再設計頂出液壓缸,不便再設計頂出機構[2]。如果要在壓鑄機定模方向做頂出設計,顯然會造成機床結構的復雜化,所以受限于壓鑄機的結構和實際開合模動作情況,只設計了動模頂出機構,沒有設計定模頂出機構[3]。
現實生產中情況是千變萬化的,有些特殊結構的鑄件,當定模上的包緊力大于或接近于動模時,模具開模時鑄件會粘附在定模上,而定模上沒有頂出系統,鑄件無法從模具中取出,造成壓鑄件生產中常說的“卡模”現象[4]。一般通過在產品上增加工藝結構,增大動模包緊力,來達到鑄件開模后留在動模上的目的,但這樣會給后續加工、檢驗等造成一系列影響,會增加生產工序和成本等。
鑒于上述問題,需要在定模上設計一種機構,使鑄件在開模后留在動模上,解決“卡模”現象,避免采用增加工藝結構的方法來變相解決脫模,提高產品壓力鑄造的工藝性,避免二次機械加工,提高產品一次成型精度,降低生產成本,縮短生產周期。
1 定模頂出機構設計要點及要解決的問題
設計定模頂出機構時,需要考慮如下要點:1)定模頂出及復位動作自行完成,不借助機床裝置[5];2)定模頂出設計是動模頂出設計的補充和完善;3)整體構成應簡單、緊湊;4)關注鑄件的重要部位,防止其變形或損傷;5)頂出力較動模頂出小得多,頂出時間應盡量接近開模瞬間;6)頂出與復位動作應平衡穩定;7)不能與模具其他結構產生干涉[6]。
設計要解決的問題:本文以某典型鋁合金鑄件為例,闡述在動模包緊力小于或等于定模包緊力的情況下,在定模上設計一種可靠的頂出機構,利用該定模頂出機構,提高頂出力,定模上的包緊力被頂出力抵消。由此,動模上的包緊力遠遠大于定模上的包緊力,鑄件被頂出定模留在動模上,從動模被頂出順利脫模。
2 某典型零件存在的問題及解決方案
2.1 鑄件頂出機構存在的問題
圖1所示為渦盤壓鑄件簡圖,對于這樣的零件,可供選擇的分型面位置有限,如果不做特別的設計,開模后很難保證壓鑄件固定地留在動模型腔中。

圖1 渦盤壓鑄件簡圖
該壓鑄件生產的實際情況是,壓鑄后鑄件上留有較大的工藝凸環(見圖2),主要目的是在模具打開后,增大鑄件在動模方向上的包緊力,讓鑄件順利留在動模上,防止壓鑄件在模具開模瞬間,粘滯在定模上而不能脫離模腔。該工藝凸環在后序需要車床切削去除,這種工藝設計方式一直持續了多年,不僅造成了生產周期變長、成本增加等,而且使壓鑄件一致性差,良品率不高,多年來形成了生產的瓶頸。若想去掉工藝凸環,減少后序加工,就必須較好地解決壓鑄件脫模問題。

圖2 增加工藝凸環后的零件簡圖
2.2 解決方案
該產品零件技術要求非常嚴格,不允許改變其外形結構,且在定模部位可以設置頂出機構的空間非常小,無法按照常規形式設計。幾經方案論證后,筆者采用如下方案,解決了在沒有工藝凸環的情況下,鑄件不能順利脫出定模型腔仍留在定模上的問題,模具裝配圖如圖3所示。
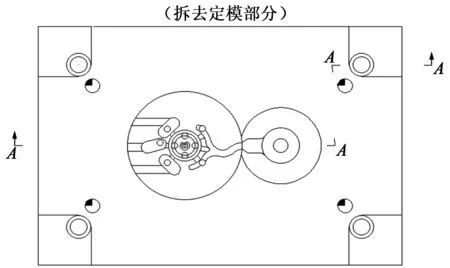

圖3 模具裝配圖
原動模部分不做大的變動,僅去掉型腔中的工藝凸環,并延長動模頂桿。定模部分在鑲塊背面加工出凹臺,凹臺內設計出定模頂出機構。該機構包含頂桿固定板、推板、頂桿和復位桿、蝶形彈簧等(見圖4)。

圖4 定模頂出機構
定模頂出機構動作過程如下:當模具內注入熔液保壓形成工件后,模具緩慢打開,此時動模作用在定模復位桿上的力逐漸消失,蝶形彈簧推動定模固定板和定模推板、定模頂桿向前頂出工件,此時工件附著在動模型芯上,由動模上的常規頂出系統頂出。中心導柱既加強了頂出與復位動作的平穩性,又控制著各個碟形彈簧間的規則排列,實現了作用力方向的一致性和動作的可靠性。
2.3 計算抽芯力
計算抽芯力并選擇合適的碟形彈簧,碟形彈簧的作用是以較小的變形量產生很大的彈性力,且不會因頻繁的熱作用發生明顯的疲勞失效,始終保持頂出與復位動作的自如;彈力的大小至少能克服開模瞬間定模方面的留模阻力。
抽芯力計算式[7]:
F=ALP(μcosa-sina)=29.94×1.93×120×
(0.25×0.999 4-0.034 9) =1 490.14 (N)
式中,F是抽芯力,單位為N;A是型芯成型部分斷面周長,單位為cm;L是型芯成型部分長度,單位為cm;P是單位面積包緊力,一般鋁合金取120 kg/cm2;μ是摩擦因數,一般取0.2~0.25;a是型芯成型部分的拔模斜度,單位為(°)。
依據所計算的抽芯力和安全系數(取1.4),參照GB/T 1972—2005[8]表A系列C選取D50蝶形彈簧5件。
3 安裝測試
制造安裝完成后進行試模與調整,在開模瞬間,定模頂出機構順利推出了鑄件,鑄件留在動模上由動模頂出機構頂出脫模,達到了設計目的。經過全面測試,生產出了沒有工藝凸環的合格鑄件,這項技術成果也成功應用于類似產品的生產中,替代了進口模具。
4 結語
突破傳統設計思想的束縛之后,采用定模頂出機構設計方案,解決了動模包緊力小于或者等于定模包緊力情況下鑄件留在定模型腔無法脫模的難題。采用該方案生產出的零件,新模具不到原來進口模具的1/2大小,所使用的設備也由HPM400改為DAK125h臥式冷式壓鑄機,產品形狀及尺寸穩定,一致性好,減少了后續機械加工工序,提高了生產效率,縮短了生產周期,同時創造出了顯著的經濟效益和社會效益,對有相似要求的壓鑄模具定模頂出機構設計具有一定的指導意義。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
