Ti3Al合金加中間層擴(kuò)散連接界面性能及在SPF/DB工藝中的應(yīng)用
2021-10-29 02:49:22許慧元李志強(qiáng)付明杰曲海濤劉佳佳
新技術(shù)新工藝 2021年9期
許慧元,李志強(qiáng),付明杰,曲海濤,劉佳佳
(1.中國(guó)航空制造技術(shù)研究院,北京 100024;2.塑性成形技術(shù)航空科技重點(diǎn)實(shí)驗(yàn)室,北京 100024;3.數(shù)字化塑性成形技術(shù)與裝備北京市重點(diǎn)實(shí)驗(yàn)室,北京 100024)
鈦-鋁金屬間化合物是替代高溫合金的新型輕質(zhì)耐高溫高強(qiáng)材料,在比強(qiáng)度、耐高溫、抗氧化、抗蠕變等方面具有很多優(yōu)點(diǎn),在航空航天領(lǐng)域極具應(yīng)用前景[1-2]。與此同時(shí),也是由于這些特性,導(dǎo)致其成形和連接工藝即使在高溫條件下仍具有相當(dāng)?shù)碾y度。過去的幾十年里,在鈦-鋁金屬間化合物成形與連接工藝領(lǐng)域開展了大量研究。如Ti3Al、TiAl合金材料的超塑性能和超塑成形工藝(SPF)、熔化焊、釬焊、擴(kuò)散焊方面等取得了很大的進(jìn)步[3-11]。雖然還有很多問題有待解決,如熔焊工藝過程中的冷卻裂紋及組織惡化、釬焊接頭性能較低等。但總的趨勢(shì)是鈦-鋁金屬間化合物材料已經(jīng)步入工程化應(yīng)用的階段。擴(kuò)散連接工藝作為一種固態(tài)連接方法相比熔焊、釬焊有很多優(yōu)點(diǎn),尤其與超塑成形工藝結(jié)合為超塑成形/擴(kuò)散連接組合工藝(SPF/DB),可以實(shí)現(xiàn)復(fù)雜多層空心結(jié)構(gòu)整體成形,起到減重、降低成本、提高整體性和可靠性的作用,是解決鈦-鋁金屬間化合物這類難成形材料制備復(fù)雜薄壁空心結(jié)構(gòu)的理想工藝方法。然而,在實(shí)際工程應(yīng)用中,為實(shí)現(xiàn)耐高溫難變形材料的高質(zhì)量連接,常常需要在高溫高壓下擴(kuò)散較長(zhǎng)時(shí)間,對(duì)設(shè)備、模具要求苛刻,增加了工藝難度和生產(chǎn)成本。針對(duì)這一問題,本文嘗試通過在Ti3Al合金擴(kuò)散連接工藝中引入中間層,以降低Ti3Al合金擴(kuò)散連接難度并提高擴(kuò)散連接質(zhì)量。研究了不同工藝條件對(duì)接頭界面擴(kuò)散連接質(zhì)量和界面性能的影響規(guī)律,分析了擴(kuò)散界面組織變化和斷裂行為,并將該方法應(yīng)用于Ti3Al合金SPF/DB組合工藝。
1 試驗(yàn)材料及過程
本文采用鋼鐵研究總院提供的2.8 mm厚Ti3Al細(xì)晶軋制板材,其合金化學(xué)成分見表1,交付狀態(tài)為退火態(tài),原始板材的金相組織為α2、O和B2三相構(gòu)成的雙態(tài)組織。中間層采用2種厚度的TC4箔材,一種為原始厚度100 μm,另一種為采用化銑工藝將100 μm箔材減薄至厚度30 μm,晶粒尺寸為5~10 μm。將Ti3Al板材用電火花線切割為20 mm×20 mm和7 mm×9 mm的方形小塊,將100 μm和30 μm的TC4箔材裁剪為10 mm×10 mm的方形,將切好的Ti3Al板材和TC4箔材進(jìn)行表面酸洗處理,酸洗后用純凈水沖洗干凈并烘干。按圖1所示將Ti3Al板材和TC4箔材按順序裝配并點(diǎn)焊固定。將固定好的試樣用涂有止焊劑的0.8 mm鈦合金板包覆并封焊為口袋,持續(xù)對(duì)口袋抽真空,分批次加熱到900 ℃,采用加氣壓的方式對(duì)口袋施加2.5 MPa壓力,保壓2和2.5 h,隨爐冷卻后取出,沿試樣中線切開,其中一半進(jìn)行金相觀察,另一半進(jìn)行界面力學(xué)性能測(cè)試。采用圖2所示裝置進(jìn)行界面力學(xué)性能測(cè)試,剪切試驗(yàn)在Instron_1186萬能拉伸機(jī)上進(jìn)行,壓頭速度設(shè)定為2 mm/min。界面擴(kuò)散連接質(zhì)量和金相組織采用掃描電鏡(型號(hào)為JSM-7001)觀察。界面處的擴(kuò)散反應(yīng)生成物化學(xué)成分采用X射線電子探針(EPMA, EDAX-Ⅱ)進(jìn)行分析。

表1 Ti3Al合金化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

圖1 試驗(yàn)樣塊制備示意圖
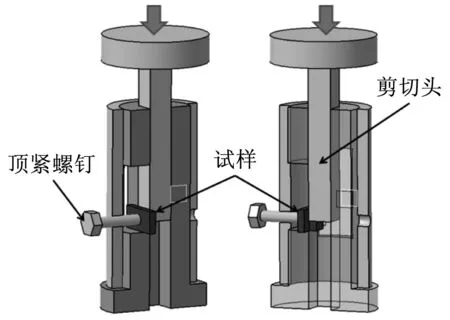
圖2 擴(kuò)散界面剪切強(qiáng)度測(cè)試裝置
2 結(jié)果分析
2.1 不同工藝條件對(duì)擴(kuò)散焊合率和界面剪切強(qiáng)度的影響
對(duì)不同工藝狀態(tài)下的試樣擴(kuò)散界面焊合率進(jìn)行了金相觀察和評(píng)估(見圖3和表2)。從結(jié)果可以看出,當(dāng)沒有采用中間層時(shí),試樣擴(kuò)散焊合率不超過20%,相同條件下,采用0.1 mm的TC4箔材作為中間層時(shí),擴(kuò)散焊合率均可達(dá)到100%。采用圖2所示試驗(yàn)裝置對(duì)擴(kuò)散界面的剪切強(qiáng)度進(jìn)行了測(cè)試,結(jié)果見表2。從剪切強(qiáng)度看,沒有中間層的擴(kuò)散界面強(qiáng)度最差,平均只有41.1 MPa,而采用TC4箔作中間層進(jìn)行擴(kuò)散的界面剪切強(qiáng)度均值最高達(dá)到626.9 MPa,相同中間層厚度和溫度,保壓時(shí)間延長(zhǎng),界面強(qiáng)度越高。相同溫度和保壓時(shí)間,中間層厚度由0.1 mm減少到0.03 mm,界面強(qiáng)度反而降低。
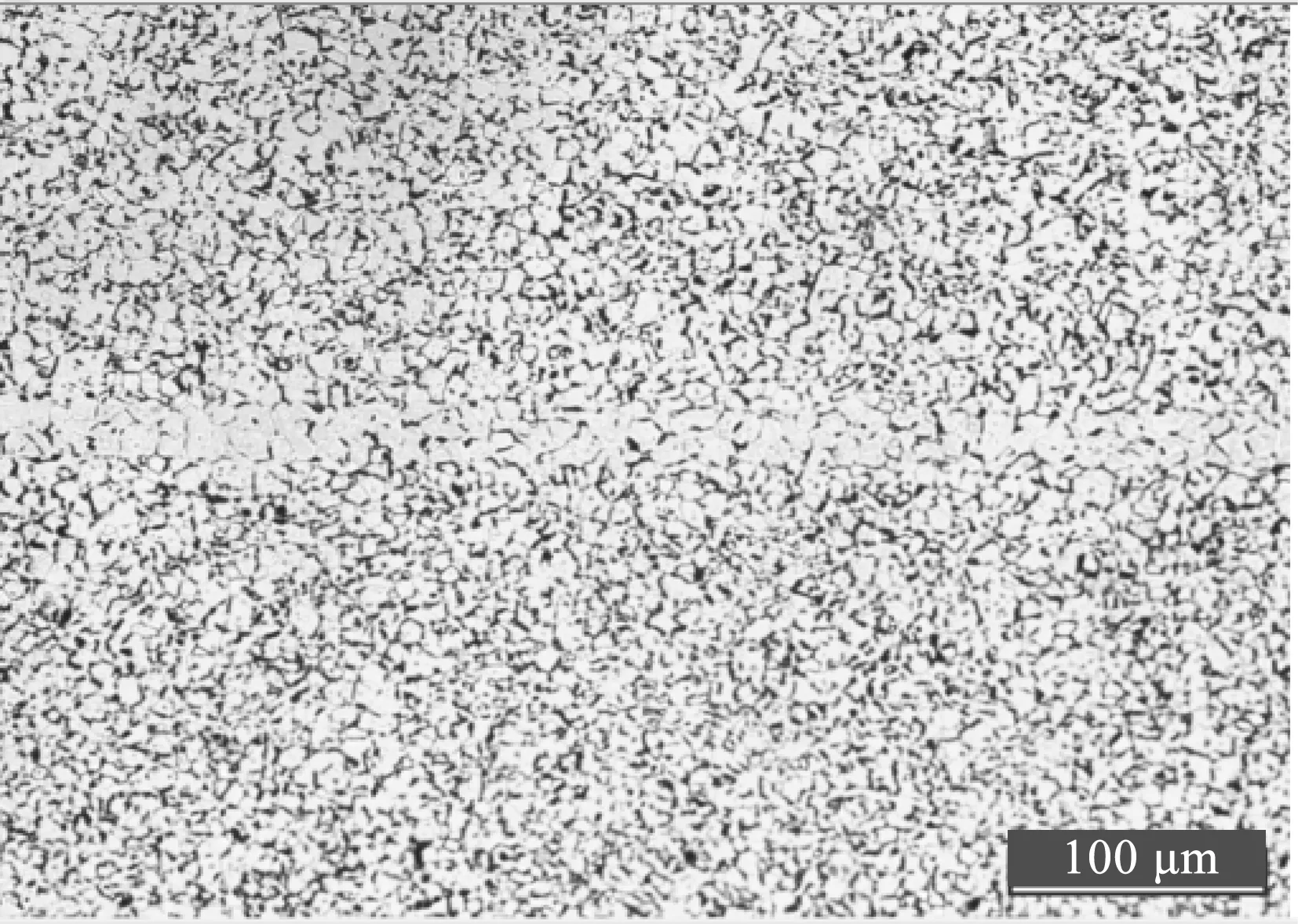
a) 中間層厚度為0.03 mm
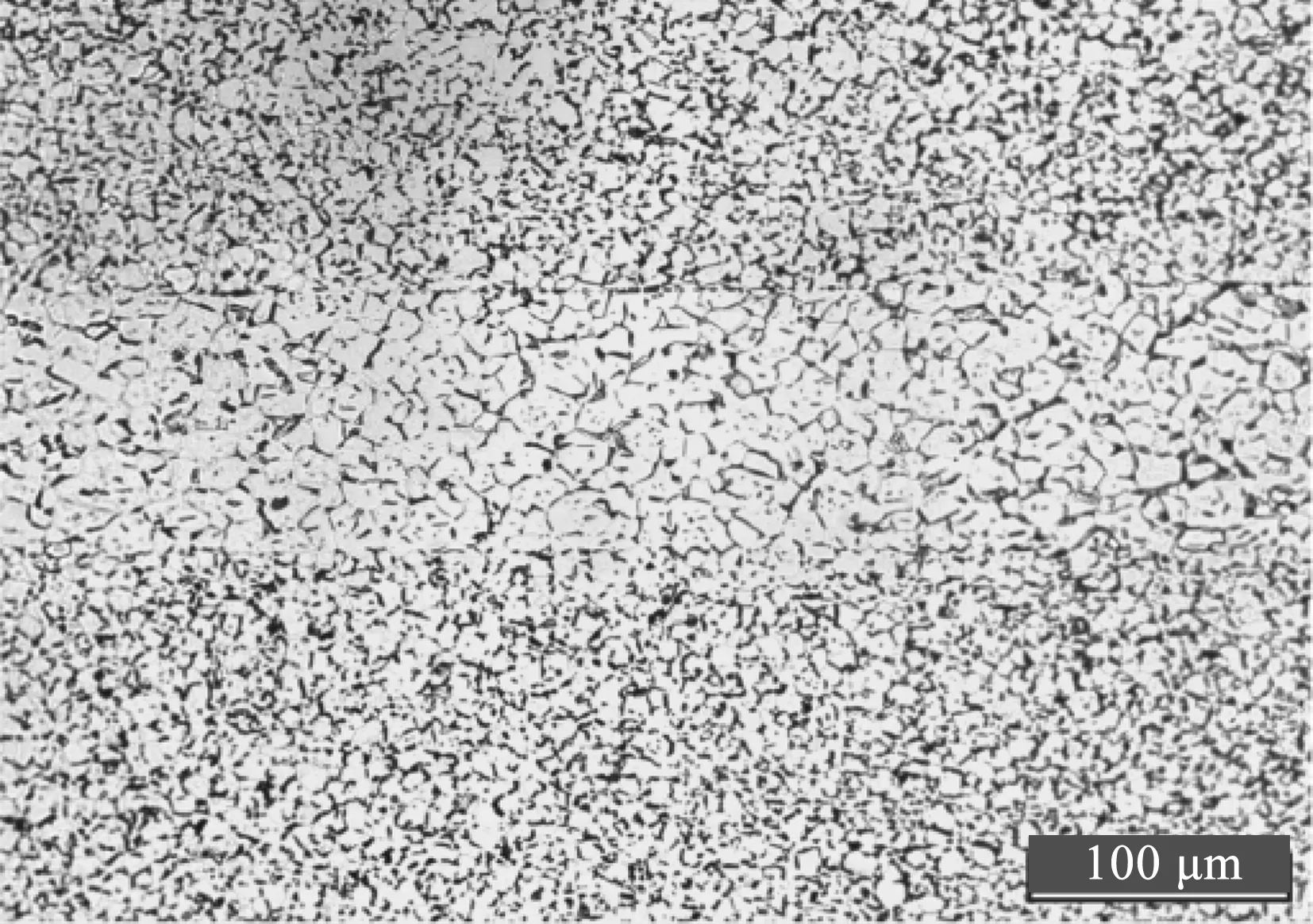
b) 中間層厚度為0.1 mm

表2 不同條件下的擴(kuò)散焊合率和界面剪切強(qiáng)度
2.2 界面的擴(kuò)散行為和相變
從Ti3Al和TC4合金箔片擴(kuò)散連接的界面進(jìn)行觀察,可以看到其擴(kuò)散質(zhì)量較好,實(shí)現(xiàn)了整個(gè)界面全部擴(kuò)散。從對(duì)擴(kuò)散界面的金相組織進(jìn)行SEM觀察(見圖4),可以分為擴(kuò)散界面、擴(kuò)散影響區(qū)和基材區(qū),其中擴(kuò)散影響區(qū)靠近TC4一邊的標(biāo)記為A區(qū),靠近Ti3Al一邊的標(biāo)記為B區(qū)。從對(duì)A、B區(qū)相的形態(tài)可以看出,由于Ti3Al與TC4合金在擴(kuò)散界面發(fā)生了強(qiáng)烈的元素互擴(kuò)散,導(dǎo)致在擴(kuò)散影響區(qū)的相組織形貌與基材的形貌有明顯區(qū)別。A、B區(qū)內(nèi)的相尺寸相比各自母材均有不同程度的長(zhǎng)大,其中A區(qū)表現(xiàn)的較明顯。A、B區(qū)內(nèi)的相比例也與各自母材不同。對(duì)比A、B區(qū)還可以發(fā)現(xiàn),A區(qū)的寬度較B區(qū)要寬很多,說明在Ti3Al合金中元素?cái)U(kuò)散速度遠(yuǎn)比在TC4合金中要慢,這有可能是由于Ti3Al合金中穩(wěn)定元素Nb導(dǎo)致。由于Nb元素的原子半徑較大,影響到了其他元素的擴(kuò)散,導(dǎo)致其他元素在Ti3Al合金中的擴(kuò)散速度沒有在TC4合金中快[12]。在A區(qū)中β相的尺寸要遠(yuǎn)大于箔材基體中的β相,對(duì)A區(qū)中β相成分進(jìn)行EDX定量分析(見表3)表明,其Nb元素含量高達(dá)20.9wt%,遠(yuǎn)遠(yuǎn)高于基體β相的Nb含量,而V元素含量較基體降低較多。Nb元素是β相的穩(wěn)定元素,Nb元素增加促進(jìn)了β相的長(zhǎng)大,這就是A區(qū)的β相長(zhǎng)大的原因。進(jìn)一步觀察發(fā)現(xiàn),長(zhǎng)大的β相晶粒內(nèi)部有網(wǎng)籃狀新生相,其Nb元素和Al元素比例約為1∶1,根據(jù)其形態(tài)和成分比例推斷其為初生O相[13]。在Ti3Al一邊的B區(qū),隨著Ti、Al和V元素由TC4合金一側(cè)向Ti3Al一側(cè)遷移,α2相發(fā)生了長(zhǎng)大,同時(shí)隨著Ti元素含量增高和Nb元素含量的降低,逐漸發(fā)生了B2→α2相轉(zhuǎn)變。
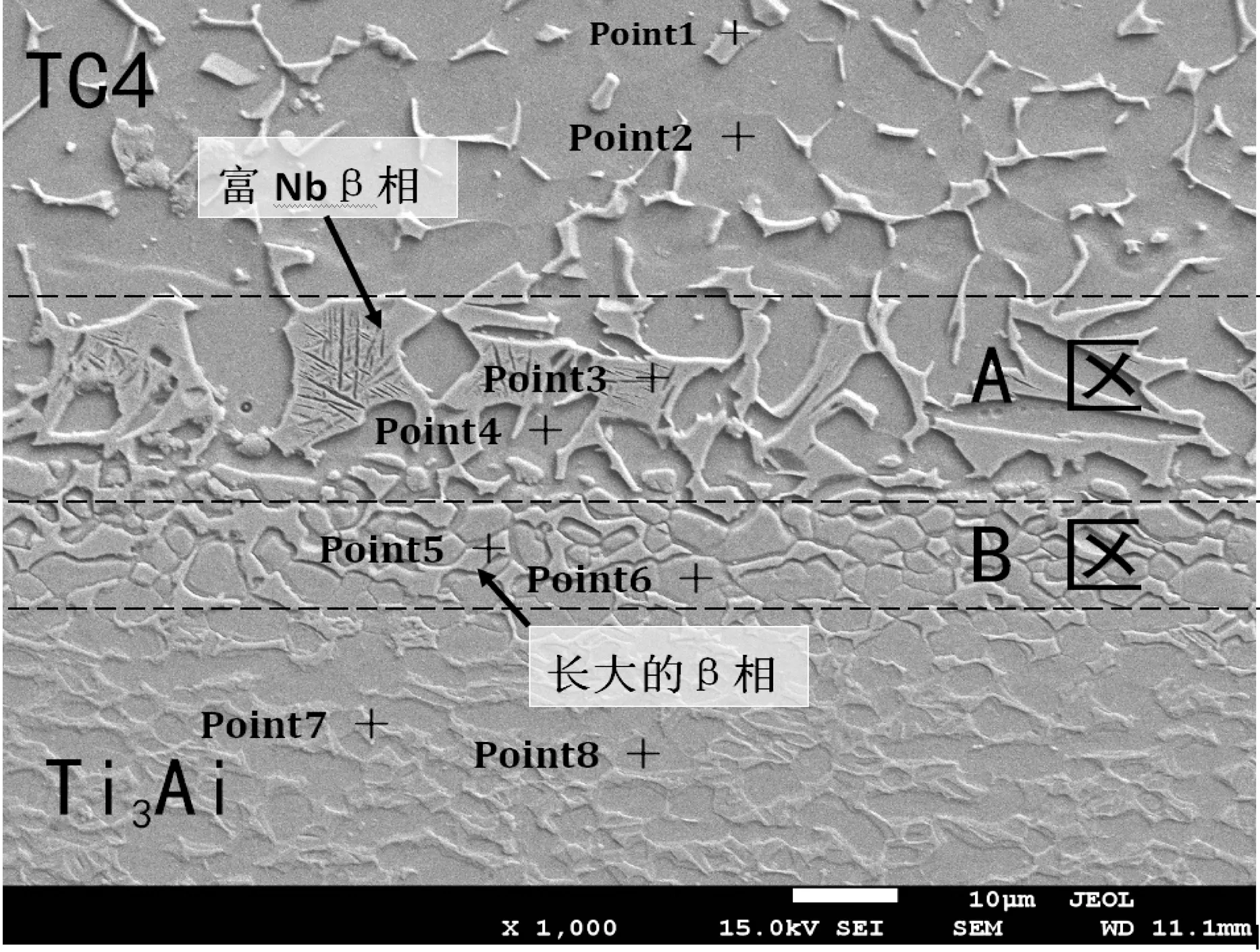
圖4 對(duì)中間層擴(kuò)散連接界面的SEM照片和EDX點(diǎn)分析
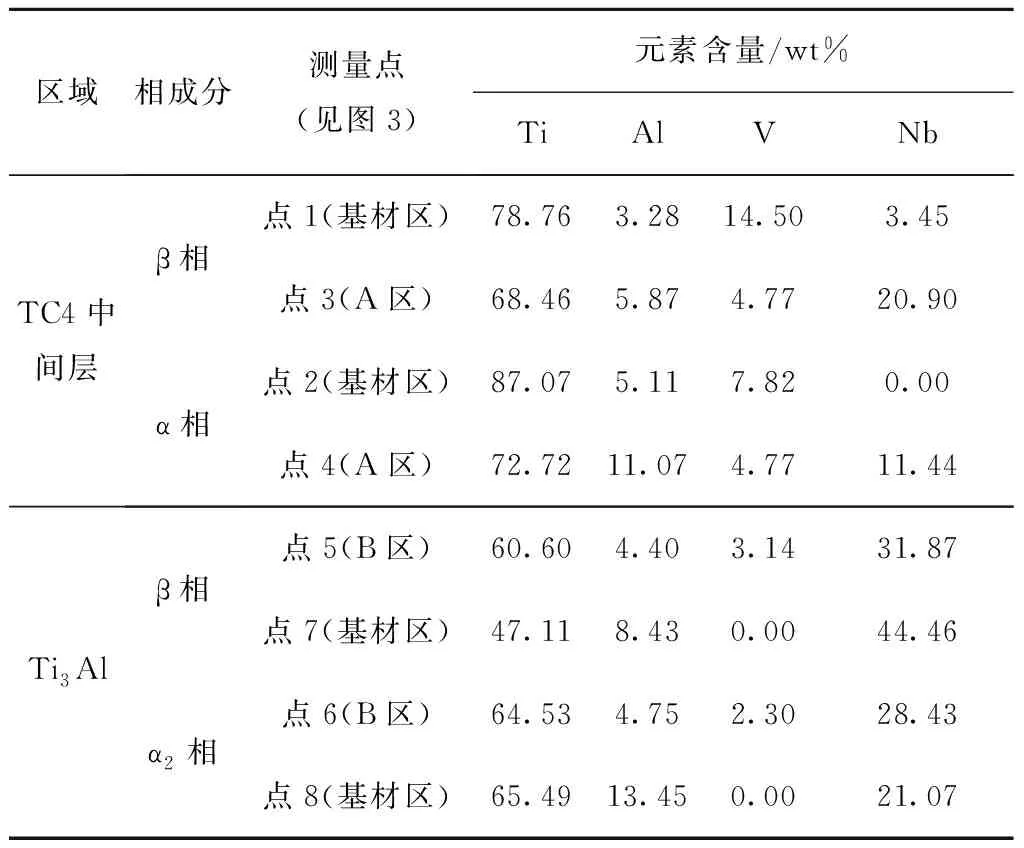
表3 擴(kuò)散界面兩側(cè)不同相成分的EDX結(jié)果對(duì)比
2.3 剪切斷口分析
從斷口的形態(tài)(見圖5)看,沒有中間層的擴(kuò)散界面斷口宏觀上較平整光滑,沒有觀察到任何韌窩等延性斷裂痕跡。放大1 000倍后,可以觀察到微觀局部有沿晶解理的現(xiàn)象。說明在試驗(yàn)條件下,沒有中間層直接擴(kuò)散,擴(kuò)散焊合率很低,有效連接區(qū)域僅限少數(shù)局部微區(qū),并且在剪切變形時(shí)發(fā)生了脆性的沿晶解理,所以強(qiáng)度值很低。對(duì)有中間層的擴(kuò)散試樣斷口觀察,可以看到大量韌窩,顯示了明顯的延性斷裂特征。斷口的韌窩沿剪切方向被拉伸延長(zhǎng),以斷面鏡像耦合排列。對(duì)比0.1 mm中間層和0.03 mm中間層的擴(kuò)散界面斷口可以發(fā)現(xiàn),0.1 mm中間層擴(kuò)散界面斷口的韌窩數(shù)量和特征較0.03 mm中間層斷口明顯,0.1 mm中間層擴(kuò)散界面剪切斷裂主要發(fā)生在強(qiáng)度較低的TC4中間層,其剪切斷裂行為與TC4鈦合金室溫?cái)嗔严嗨疲⑶译S著擴(kuò)散時(shí)間延長(zhǎng),Ti3Al與TC4合金在擴(kuò)散界面不斷加強(qiáng),剪切斷裂就越趨于發(fā)生在相對(duì)薄弱的TC4中間層,剪切強(qiáng)度值就越接近TC4中間層的強(qiáng)度[14]。而對(duì)于0.03 mm中間層,由于TC4中間層厚度過小,Ti3Al與TC4之間的擴(kuò)散導(dǎo)致原有TC4中間層逐漸消失,取而代之的是擴(kuò)散過渡區(qū),因此,剪切斷裂不僅發(fā)生在TC4中間層,還有Ti3Al基材和界面反應(yīng)產(chǎn)物的參與,是以延性斷裂為主,又有沿晶解理等脆性斷裂的特征。因此,相比0.1 mm中間層擴(kuò)散界面剪切強(qiáng)度有所下降。
a) 無中間層剪切斷口
b) 0.1 mm中間層剪切斷口
c) 有中間層斷口的剪切面

d) 有中間層斷口的沿剪切方向的韌窩
2.4 中間層在SPF/DB工藝中的應(yīng)用試驗(yàn)
采用厚度為0.1 mm的TC4箔材作為中間層,在900 ℃、2.5 MPa壓力下保壓2.5 h進(jìn)行擴(kuò)散連接,在940 ℃進(jìn)行超塑成形,成功制備SPF/DB三層結(jié)構(gòu)(見圖6),從三層結(jié)構(gòu)的筋條與蒙皮擴(kuò)散連接的質(zhì)量看,滿足工藝要求。
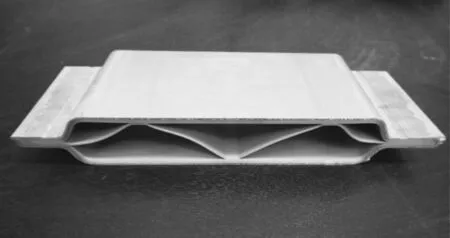
圖6 采用中間層擴(kuò)散連接制備SPF/DB三層結(jié)構(gòu)
3 結(jié)語
通過上述研究可以得出如下結(jié)論。
1)在900 ℃、2.5 MPa壓力條件下,直接擴(kuò)散連接工藝無法實(shí)現(xiàn)Ti3Al合金有效連接。通過加鈦合金中間層可以實(shí)現(xiàn)高質(zhì)量擴(kuò)散連接和較高的界面剪切強(qiáng)度。
2)對(duì)中間層擴(kuò)散連接界面的SEM觀察和EDX定量分析結(jié)果顯示,在Ti3Al合金和鈦中間層之間發(fā)生了明顯的元素互擴(kuò)散,由于元素?cái)U(kuò)散導(dǎo)致在擴(kuò)散過渡區(qū)內(nèi)的相發(fā)生了長(zhǎng)大和相變現(xiàn)象。
3)對(duì)剪切斷口的研究發(fā)現(xiàn),當(dāng)中間層厚度為0.1 mm時(shí),剪切斷裂發(fā)生在鈦合金中間層,為明顯的韌性斷裂模式。當(dāng)中間層厚度減少為0.03 mm時(shí),剪切斷裂不僅發(fā)生在TC4中間層,還有Ti3Al基材和界面反應(yīng)產(chǎn)物的參與,具有延性斷裂和沿晶解理等脆性斷裂的混合模式,正是因?yàn)橛写嘈詳嗔训募尤耄瑢?dǎo)致其界面剪切強(qiáng)度下降。
4)采用中間層擴(kuò)散連接的工藝方法成功制備SPF/DB三層結(jié)構(gòu)試驗(yàn)件,表明該方法可以應(yīng)用于SPF/DB組合工藝。
猜你喜歡
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國(guó)材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
新聞傳播(2015年11期)2015-07-18 11:15:04
