GD&T基準約束鏈在汽車懸架、電驅系統及激光焊接工程的應用與實踐
2021-10-30 01:28:00張正季東方楊春青張兆軒劉晉趙敬全
汽車工藝師 2021年10期
張正,季東方,楊春青,張兆軒,劉晉,趙敬全
1.開沃汽車集團輕型車事業部 江蘇南京 211215 2.驊擎技術管理咨詢(上海)有限公司 上海 201700
在汽車產品開發設計、過程制造、測量和試驗驗證的全過程中,對動力總成匹配、底盤裝配、車身激光焊如何定義其產品關鍵特性?如何匹配可靠的工藝裝備?又如何去測量和驗證產品是否滿足設計功能?
由于傳統的坐標尺寸公差,不能準確和完整地表達產品數據的功能要求或形位公差要求,檢測結果因人和基準不同,檢測結果也大相庭徑。GD&T(幾何尺寸公差)以基準約束為邏輯鏈,貫穿設計、工藝和測量全過程,保證了數據在設計、工藝及測量過程中的唯一性解釋。
GD&T幾何尺寸公差的核心及邏輯關系
1.核心
GD&T可以由輪廓度和位置度來詮釋形位公差的內涵,如平面度就是面輪廓度的極限狀況,平行度、垂直度就是位置度的特殊狀況。
在驅動電動機與主減速器裝配和前懸架系統裝配系統中,以位置度公差控制為主;在車身懸架連接件前后副車架的沖壓、焊裝,車身門蓋裝調匹配、車身頂蓋與側圍總成、行李箱蓋上下外板及燃料電池極板的激光焊接就結合了位置度和面(線)輪廓度的公差控制,并結合工藝過程特點需要進行復合公差控制。
2.邏輯關系
1)在新品開發時,要定義產品的關鍵功能和關鍵特性。
2)在過程規劃時,要分析產品制造過程各零部件裝配關系。
3)當試制批產時,要選用測量設備、儀器和測量分析軟件(MINTABLE,SpatialAnalyzer等專家級測量和分析軟件等),特別是結合SPC統計過程控制方法,科學地理解統計公差ST,并在試生產階段,對模夾具修整、調試、匹配以降低制造成本。
GD&T在前懸架系統的應用
以麥弗遜懸架為例,對汽車制造過程中零部件偏差與裝配過程進行分析,確定各影響因素對外傾角的影響范圍,保證四輪定位偏差以及提高整車質量。
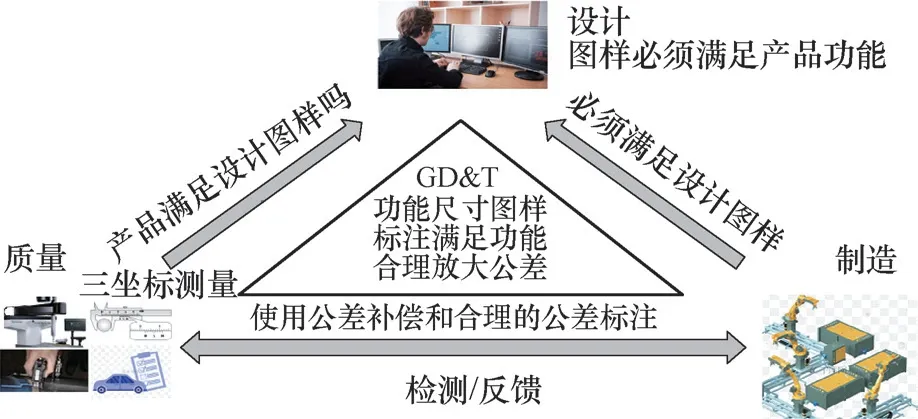
圖1 設計、制造與測量邏輯關系
1.GD&T在前懸架系統的定義
(1)裝配關系及特性分析 車架與副車架關系如圖2所示。
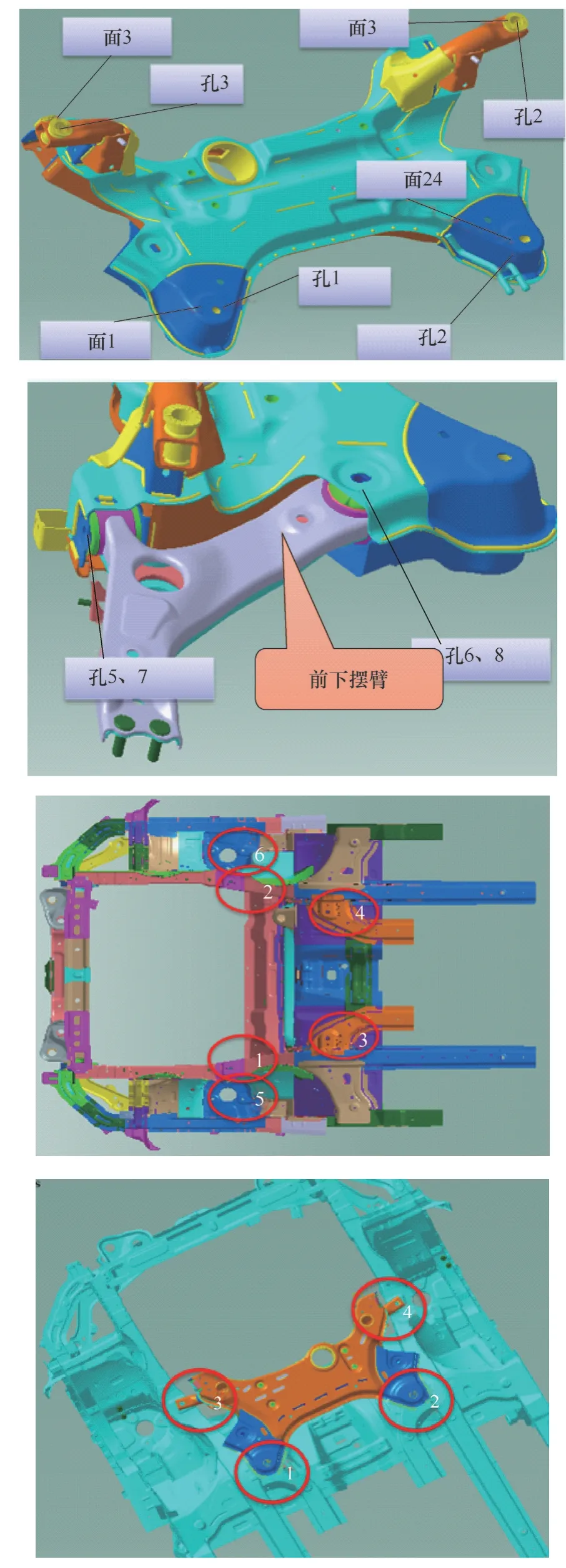
圖2 車架與副車架裝配關系圖
1)關鍵型面及孔位。前副車架與車身車架前底部連接的主要配合安裝面和裝配安裝孔有:孔1、2、3、4,面1、2、3、4;前下擺臂在副車架上的安裝孔有:孔5、6、7、8。
2)相關安裝孔。安裝前副車架的四個孔在發動機艙縱梁上,其中孔3和孔4經常出現偏差。安裝前減振器的兩個孔5、6在發動機艙輪罩上。
(2)副車架的GD&T定義及基準約束鏈之間的邏輯關系 副車架是連接車身、懸架、電動機、發動機及擺臂等的中間關鍵部件。
副車架的GD&T基準約束鏈之間的邏輯關系如下:
1)A、D基準是副車架和車身連接的四個接觸面,有高低差,作為基準面,不可能是標準平面。作為共同基準,把它作為一個整體,以此構建三維空間的基準平面坐標系。
2)構建的三維坐標系要保證副車架與車身后左右的四個安裝點相對于A、D基準的空間,控制在理想的位置及公差范圍。
3)根據A、D基準建立B、C基準,通過A、D、B、C四大基準控制車身前后左右的四個安裝點相對于A基準及D基準的空間控制在理想的位置及公差范圍。
4)擺臂的前后兩個安裝孔空間位置控制也是如此。
(3)副車架的設計、制造與測量關系
1)系統性原則。檢具設計與夾具設計原理相同,依據GD&T的基準邏輯關系,確定主定位基準及輔助基準,也就是第一、第二至第N基準。和傳統過程規劃階段專門定義RPS參考點系統原理相同,只是運用GD&T后,在產品設計階段已經根據功能、加工、裝配及檢測需要,系統、完整地將RPS系統納入產品數據中,這樣產品、工藝和測量對圖樣數據的理解就能夠保持一致。
2)測量。CMM三坐標測量,不僅反映坐標位置、位置度測量,還能進行面輪廓度測量。位置度測量主要是檢測安裝孔的尺寸及位置度公差,面輪廓度主要是檢測與車身及下擺臂的安裝面的輪廓度。
GD&T在電驅系統的應用
電動汽車的電驅系統(見圖3)裝配后要保證電動機花鍵套與減速器花鍵齒的同軸度(見圖4),否則影響輸出轉矩,加速軸承損壞,進而打壞減速器齒輪、甚至殼體。
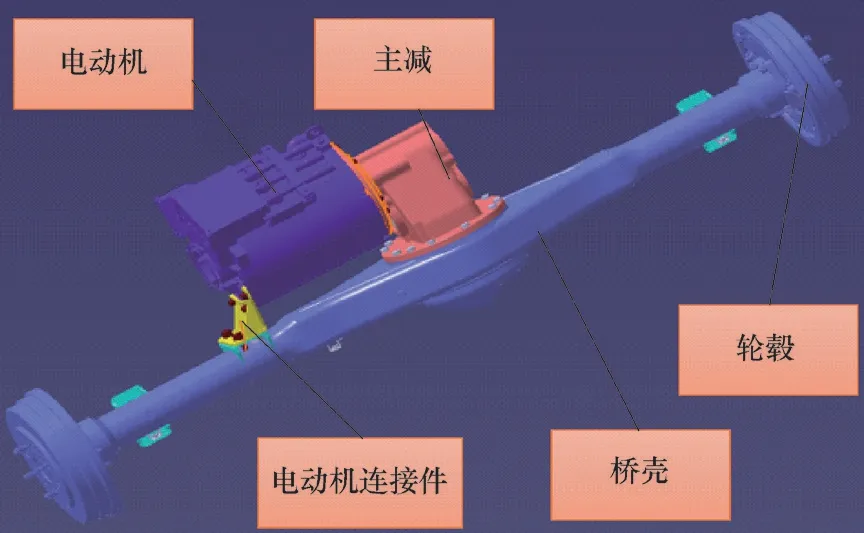
圖3 電驅系統結構
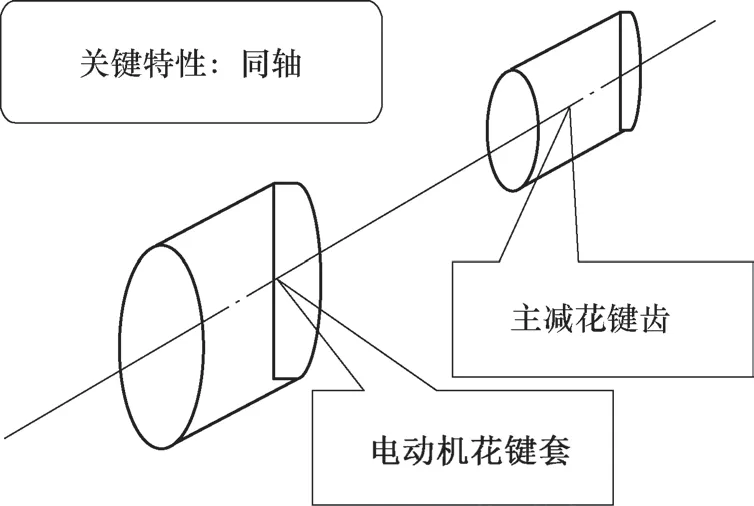
圖4 電動機與主減速器同軸要求
1.電驅系統的功能及制造過程
1)從產品功能分析:關鍵的特性要求是電動機花鍵套和主減速器速器的花鍵齒的同軸度。
2)從制造過程分析:要保證花鍵套和花鍵齒的同軸度,必須保證主減速器和電動機的配合公差。
2.關鍵部件及裝配重要度
關鍵的部件是主減速器和變速器,它是驅動電動機與半軸的橋梁。其次是電動機、半軸、橋殼及其他輔助連接件。電動機的花鍵套與減速器的花鍵齒同軸需要電動機與減速器的裝配凸圓來保證。如圖5所示。
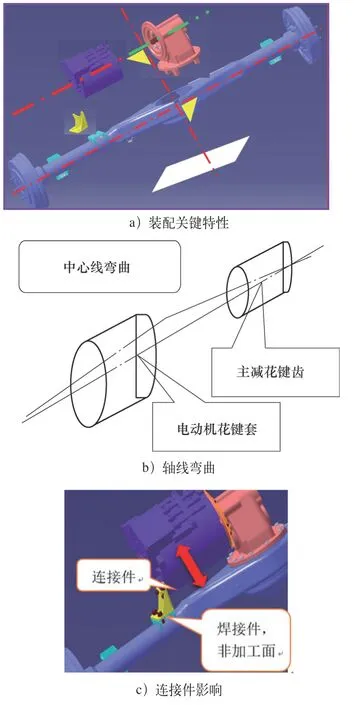
圖5 電驅系統裝配
3.關鍵零部件公差要求
減速器中有一級輸入齒輪、二級輸出齒輪、軸承及減速器殼體,相對于所有零件,其中主減速器殼體最為關鍵,它是軸承、齒輪軸等安裝載體。
特別強調:電動機連接件的結構設計不能形成過度限制,否則會導致電動機中心線與一級輸入齒輪及花鍵齒中心線彎曲,如圖6所示。如果電動機加強連接件上下方向安裝孔設計成圓孔,那么一旦安裝時將電動機與橋殼支架安裝板之間距離變大或變小,就會導致電動機尾部變形,以致電動機軸線和一級轉動軸不同軸。
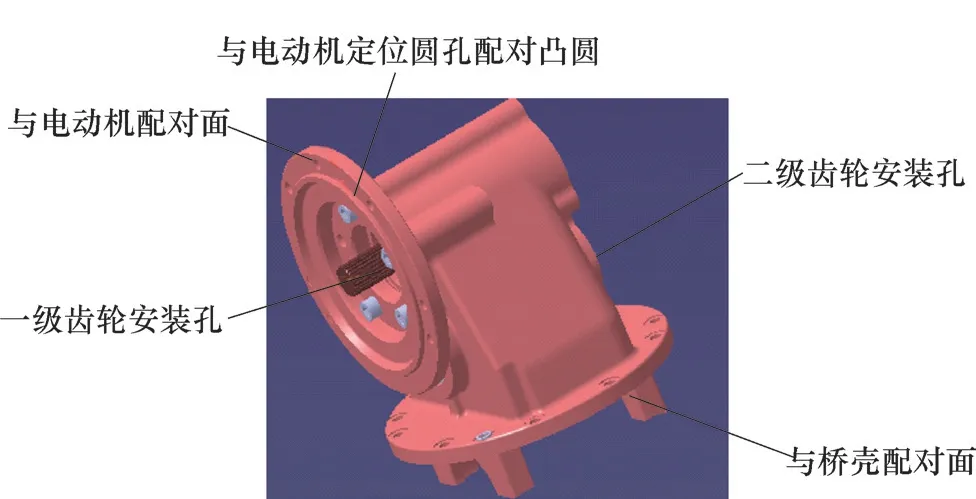
圖6 主減速器速器結構示意
主減速器結構特性及裝配過程分析及公差定義
主減速器結構如圖7所示。關鍵零件是主減速器,它與橋殼裝配后,通過定位凸臺與電動機裝配定位圓配對,保證電動機輸出軸與減速器輸入軸同軸。
1.功能特性分析
1)主減速器輸入軸與電動機花鍵套需要定義同軸要求。
2)主減速器與橋殼及電動機安裝面的平面度要求需要定義。
3)主減速器一、二級齒輪軸中心之間相對位置及平行度需要定義。
4)主減速器一、二級齒輪軸中心與殼體底面相對位置及平行度需要定義。
5)主減速器一、二級齒輪軸中心與殼體電動機安裝端面的垂直度需要定義。
2.主減速器殼體的形位公差要求
1)主基準面A為減速器與橋殼裝配面,其平面度要求為0.05mm;該基準為加工、測量和裝配的主要基準。
2)第二基準面B為電動機與減速器殼體裝配面,其平面度要求為0.05mm。
3)第三基準面C為電動機和主減速器裝配時的配對圓柱面,需定義圓度要求。
4)電動機配對的定位凸臺與輸入軸軸心線也可以作為一個基準C。第三基準C與第一基準A之間有相對位置要求,當基準模擬體與A面有差異時,基準C必須與基準模擬體的切面平行,且距離為212mm。基準C和基準D共軸線,但其加工工序不同,對二級輸出軸的軸承安裝孔約束也不一樣。
5)第四基準D對輸出軸軸承安裝孔的公差帶有限制要求,其公差帶中心與D基準平行,且公差帶中心距離D基準為106mm。
6)減速器殼體涉及加工及裝配關聯的主要GD&T的公差標注如圖7所示。
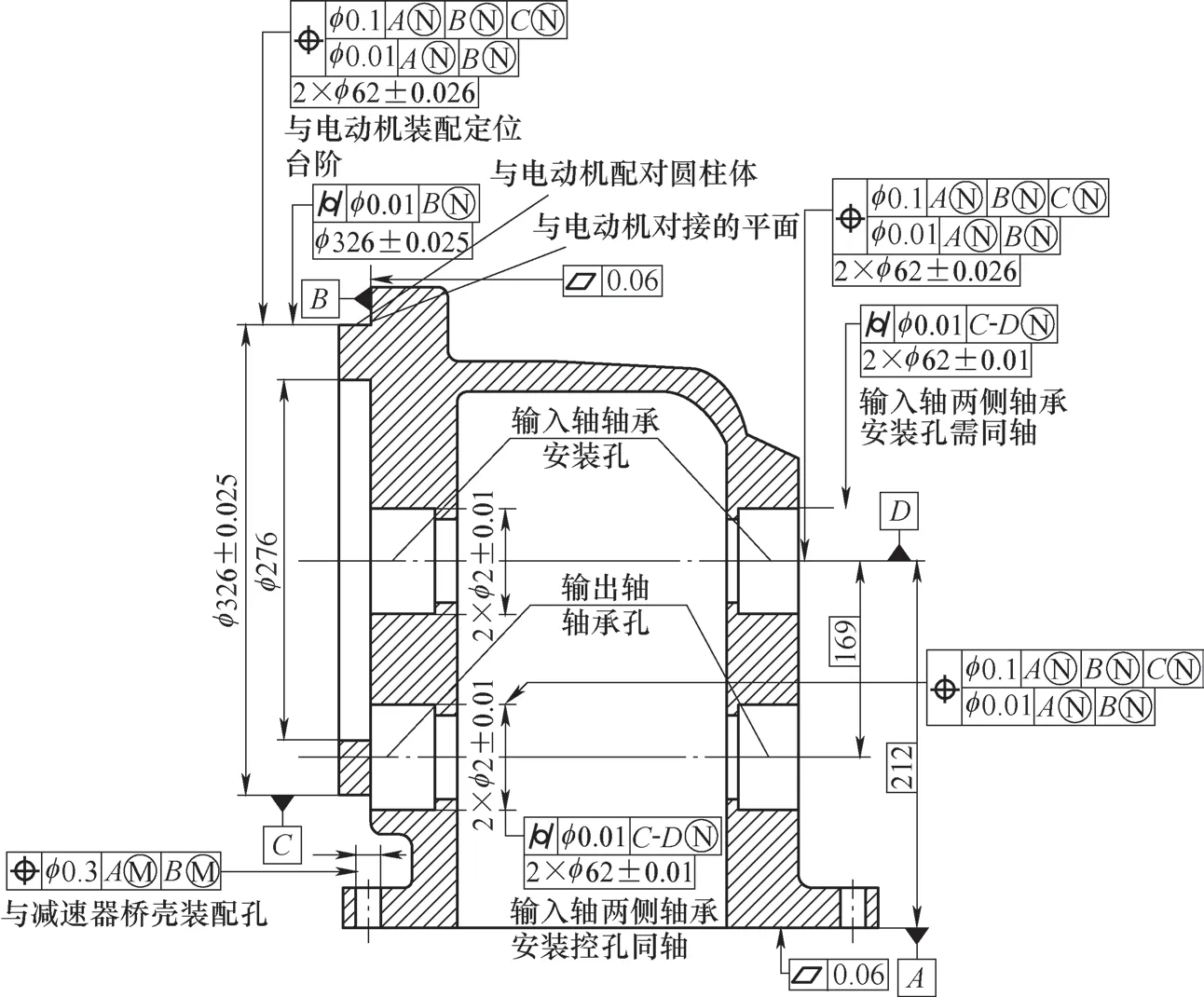
圖7 殼體GD&T的公差標注
3.基準約束鏈的邏輯關系
圖8是一份簡化的殼體主要功能需求,A、B、C、D各基準的定義及基準約束鏈的邏輯關系示意圖。
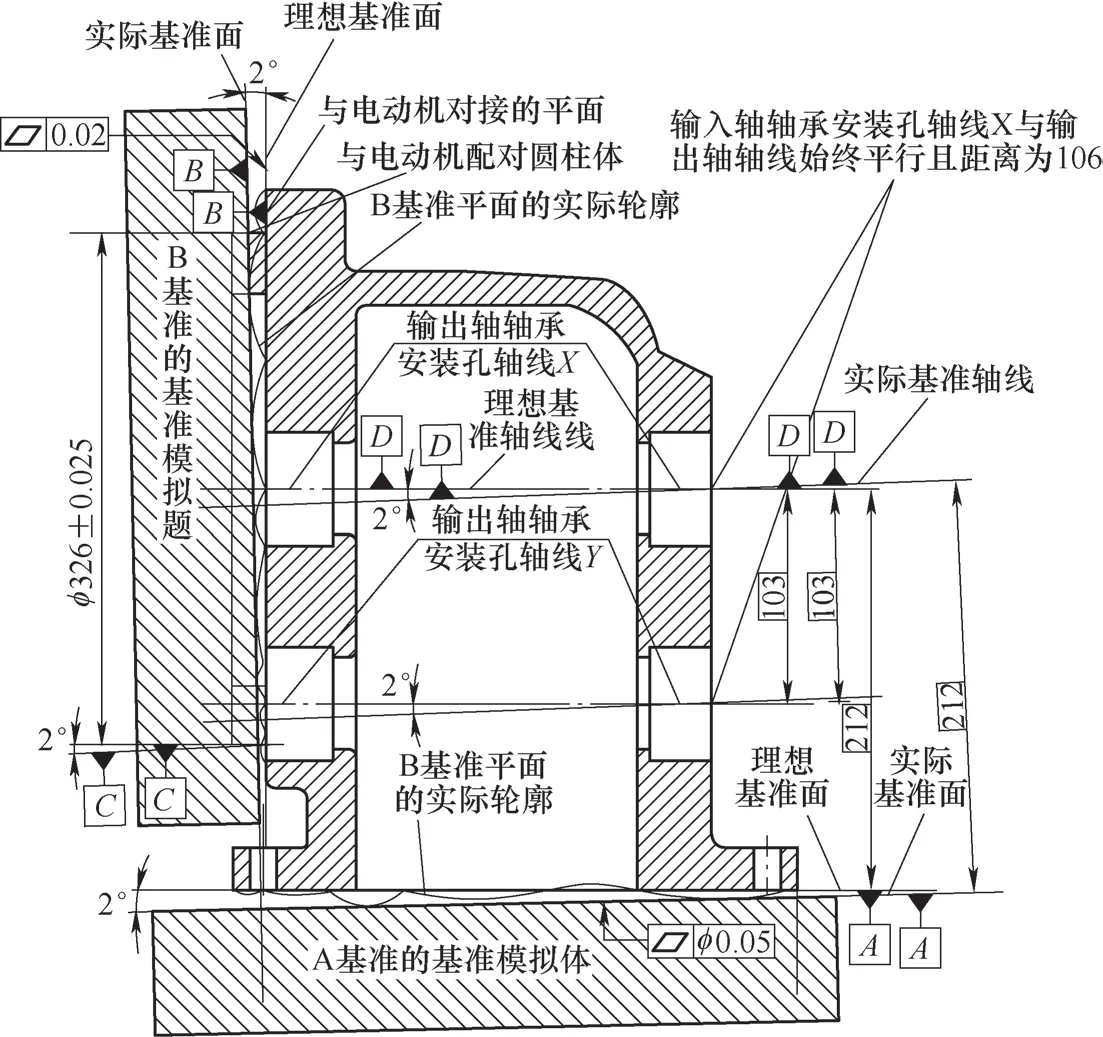
圖8 基準鏈約束鏈邏輯關系示意
1)首先確定基準A面的形狀公差,即平面度要求,也是后續加工、裝配和測量的主基準。當該面加工后,其表面是高低不平的凹凸面,擬合最高的凸點做切面,這就是基準模擬體表面(相當于CMM測量的大理石平板),既是后續加工的基準面,也是實際的測量基準面。
2)根據“天賦極權”原則,基準B面是與電動機端面配合面,所以該面也有平面度要求。同時B面與A面有位置度要求,所以B面與基準A面垂直,在實際加工過程中也是如此。在測量過程中,定義B基準時,B基準面必然垂直于A基準面。
3)基于同樣原理,基準C的軸心線和基準D軸心線與基準A平行,且垂直于基準B(注意:此時基準模擬體是一個垂直于B基準面的最小外切圓孔和最小內切圓柱)。
4)第四基準D,平行于基準A,并與基準A平面的理想距離為212mm,垂直于基準B,與基準C同軸。
5)輸出軸軸承安裝孔的不作為基準,僅為被測要素,它與基準A平行、與基準B垂直,與基準C-D平行,且公差帶中心與C-D基準中心線理想距離為106mm。
6)注意B基準面先與A基準面垂直,逼近實際輪廓的最高點。而不是簡單的垂直,其余C、D基準做法以此類推。
4.GD&T測量時基準約束和要素測量
GD&T是基于對功能展開、實際加工裝配過程和測量過程的模擬,特別是三維設計技術及CMM三坐標測量及測量軟件技術的發展,GD&T的更新也和三維設計、三維測量技術同步進行。
GD&T在車身激光焊接工程全過程的應用
車身激光焊接匹配面如圖9所示。由于激光焊接對板材材質、覆蓋件精度、焊裝夾具、機器人運行軌跡及焊縫實時監控、跟蹤和調整,模具、夾具、檢具及激光焊接設備要求極為嚴苛,一旦在沖壓、焊接過程中任何一環出現問題,便會出現漏焊、焊穿、縫隙等缺陷。
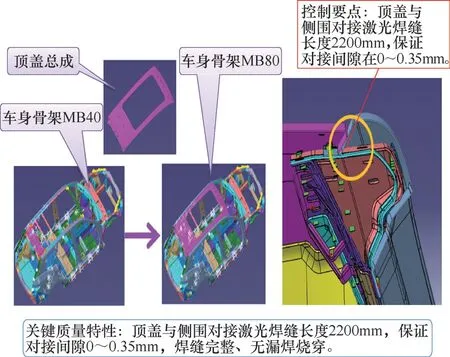
圖9 車身激光焊接的匹配面
1.影響車身激光焊接的因素
1)對車身薄板件激光焊接的關鍵特性缺乏理解。
2)對沖壓、焊接工序的關鍵工藝過程(見圖10)缺乏有效控制。
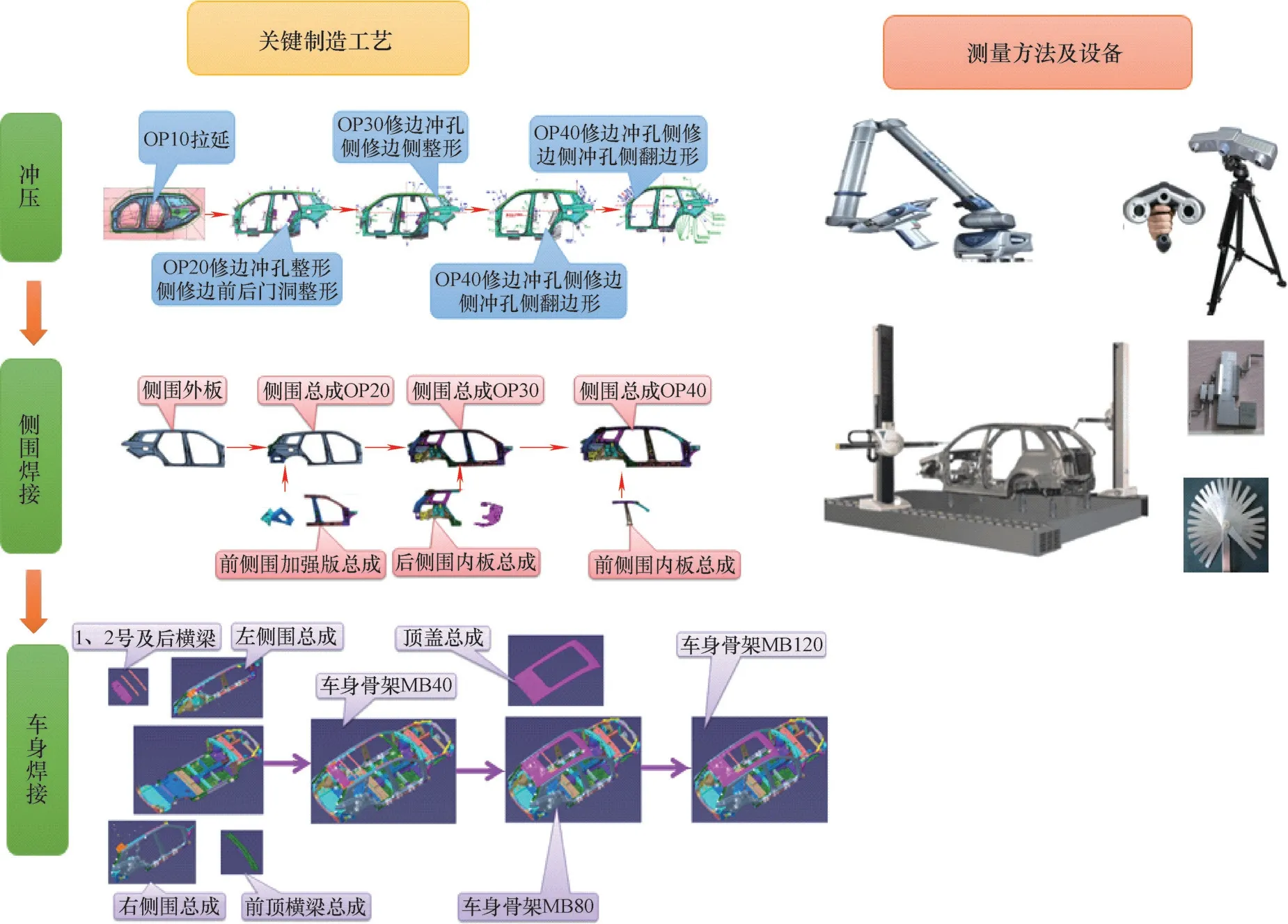
圖10 沖壓、焊裝關鍵工序過程
3)對車身頂蓋和側圍的表面輪廓度要求及彼此的位置關系不理解,對如何進行補償和匹配缺乏有效策略。
2.車身結構及關鍵工藝分析
(1)車身頂蓋激光焊接結構分析 車身頂蓋與側圍外板的貼合長度2200mm。模具制造、側圍總成焊接、頂蓋焊接各個階段,影響貼合縫隙的因素較多,深入理解激光焊接處結構關系,對如何在過程規劃階段早期控制其關鍵孔位、型面非常重要。
從結構分析來看:側圍與頂蓋貼合邊,側圍型面控制是關鍵,因為外板厚度為0.7mm,側圍單件即便符合公差要求,也滿足激光焊接的極差要求,但其強度和剛性差,在裝焊過程中受內板影響很大,這就要求必須嚴格控制側圍焊接的5道工序,當全部焊接完成,形成剛性體后才不會產生新的波浪變形。
按照傳統的尺寸公差,通過極差法來控制側圍和頂蓋型面的偏差;要求T≤±0.5mm;在導入GD&T之前,模具、夾具、檢具設計,在工藝方面采用頂蓋和側圍搭接面的極差R≤±0.1mm;當二者取上下極限偏差時,如果極差在0.1mm,在焊接過程中還能通過定位塊予以調整,保證其貼合面間隙偏差不大于0.35mm。
控制要點:焊接邊長度2200mm,面輪廓度偏差在±015mm內。在這里可以采用ST 統計公差,當公差值偏向某一側,概率>80%,模面修整以此為基準,可以減少模具修整工作量(后續焊裝可以調整到合適位置)。
(2)關鍵的側圍總成焊接工序 如圖11所示,從側圍總成關鍵焊接工序來看,會產生以下問題:外板左右竄位,如果不規則,會導致長距離間隙不均勻。
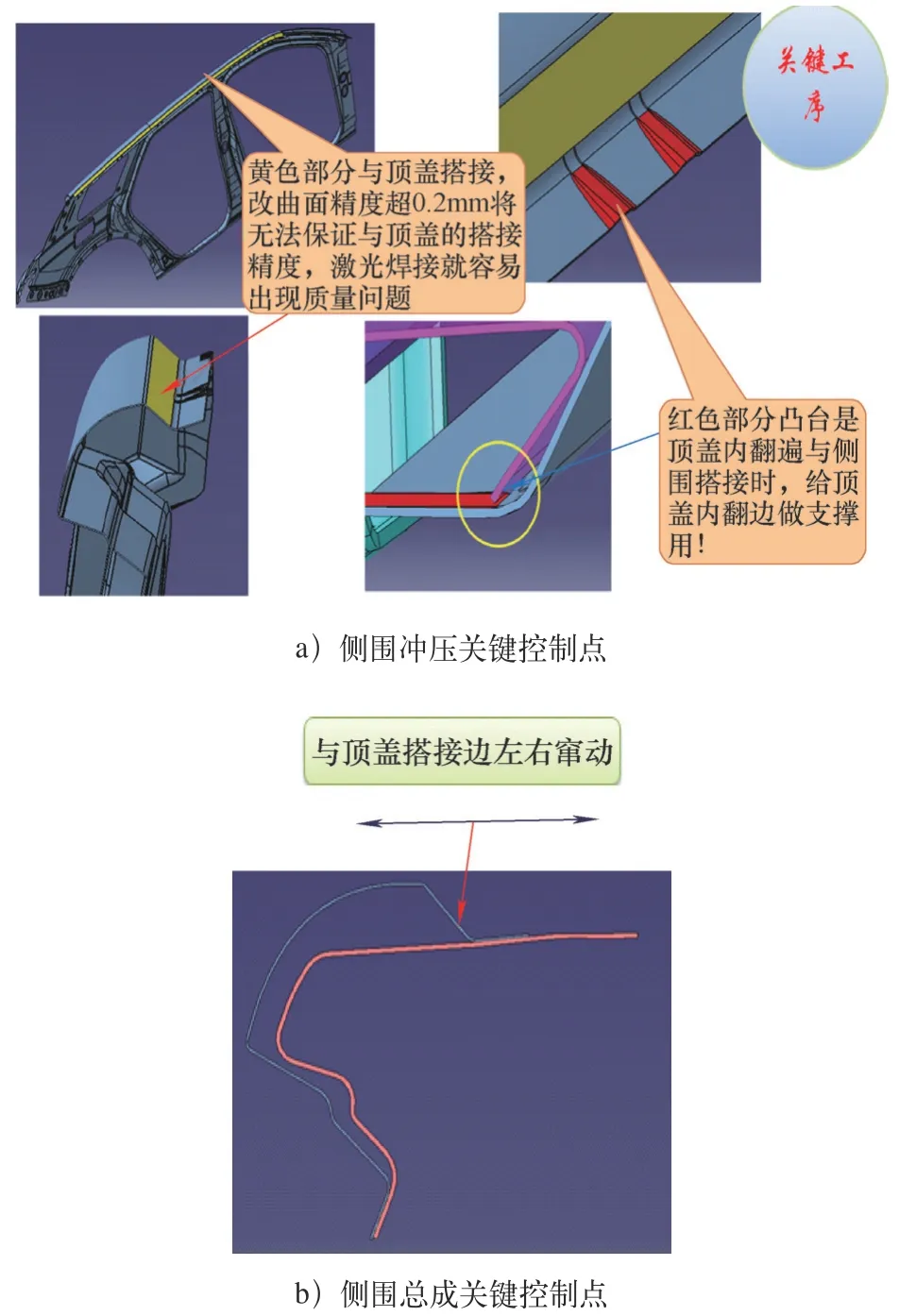
圖11 側圍總成控制
(3)關鍵的車身骨架合裝工序 如圖12所示,總拼工序是指頂蓋預裝,在頂蓋后部進行電阻焊點定,保證頂蓋定位要準確。夾具關鍵控制點如圖13所示,當夾具打開后,會有一定的偏移量,但不會影響最終位置,后續還有一次定位和頂蓋壓緊。
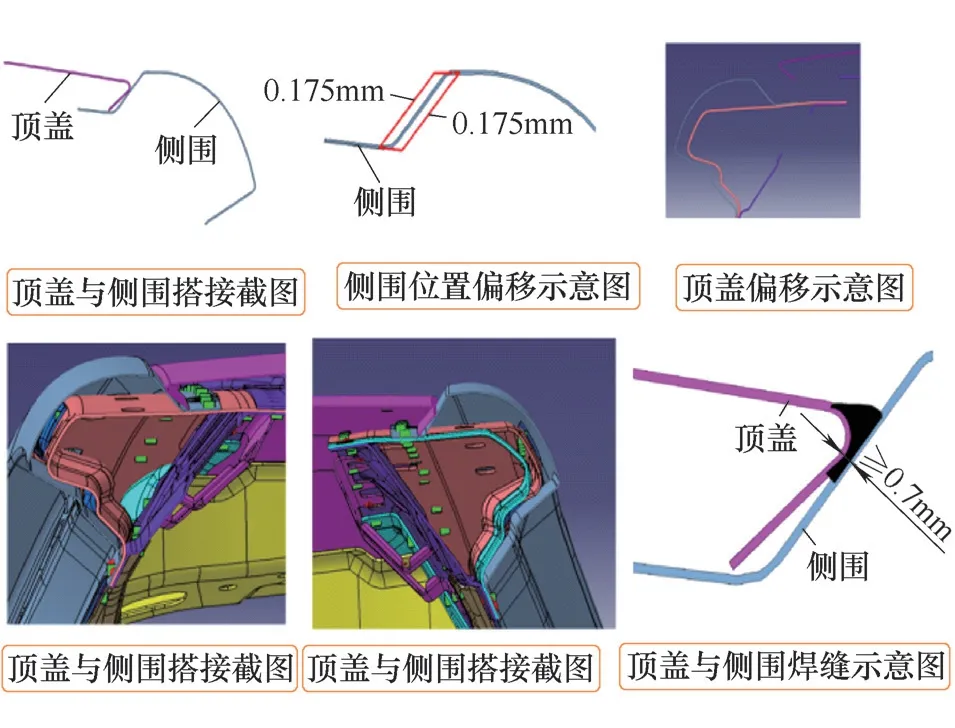
圖12 總拼工序示意
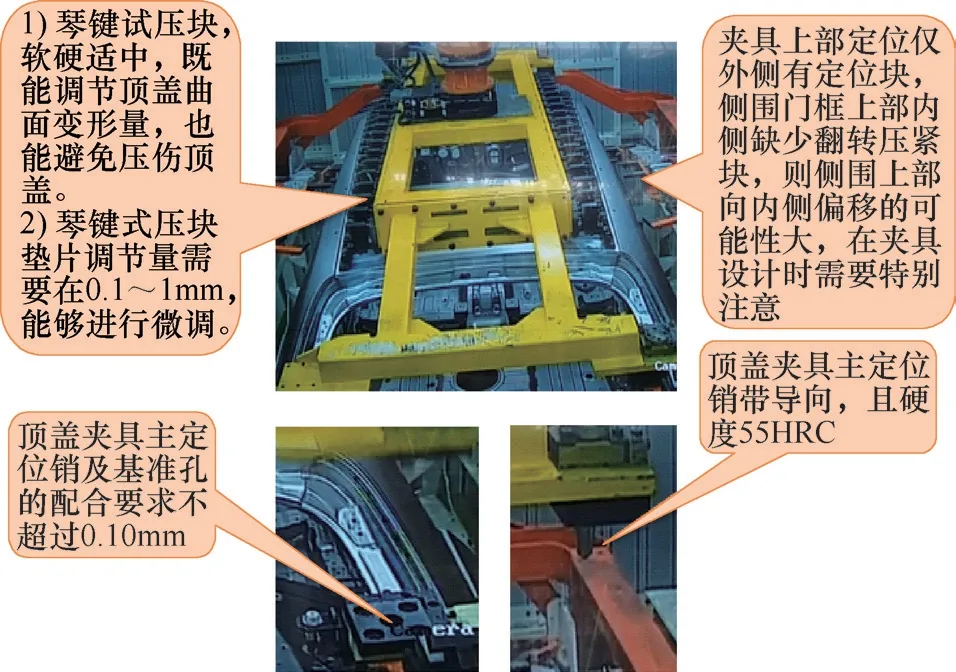
圖13 MB80合拼夾具關鍵控制點
3.車身關鍵部件的GD&T的定義
(1)產品特性和過程特性分析 產品的關鍵特性在于激光焊接連續完整美觀,關鍵是保證密封及強度。零部件過程特性表現在頂蓋、側圍是柔性件,其在沖壓和焊接過程中不斷組合、變化,由柔軟件到剛性件逐步演變,且各個環節的關鍵要素必須控制到位。
(2)定義 基于車身關鍵特性和過程特性,確定第一基準后,依據需要控制要素的需求,第二基準、第三基準等。僅以側圍總成基準和關鍵型面來討論,車身總成是一個大范圍的立體空間,采用基準借用的方法。總拼夾具的BASE板(底板)及兩側BASE板構成,將另行討論。
GD&T產品定義明確,結合車身覆蓋件的特點,首先保證面輪廓度最終控制在±0.15mm(見圖14),基于最大實體原則,和焊裝工序的可調整性,適當降低定位位置度要求。其主要作用是:保證激光焊接的匹配要求;降低模具制造的過剩公差要求;減少模具制造成本;縮短模具調試周期。
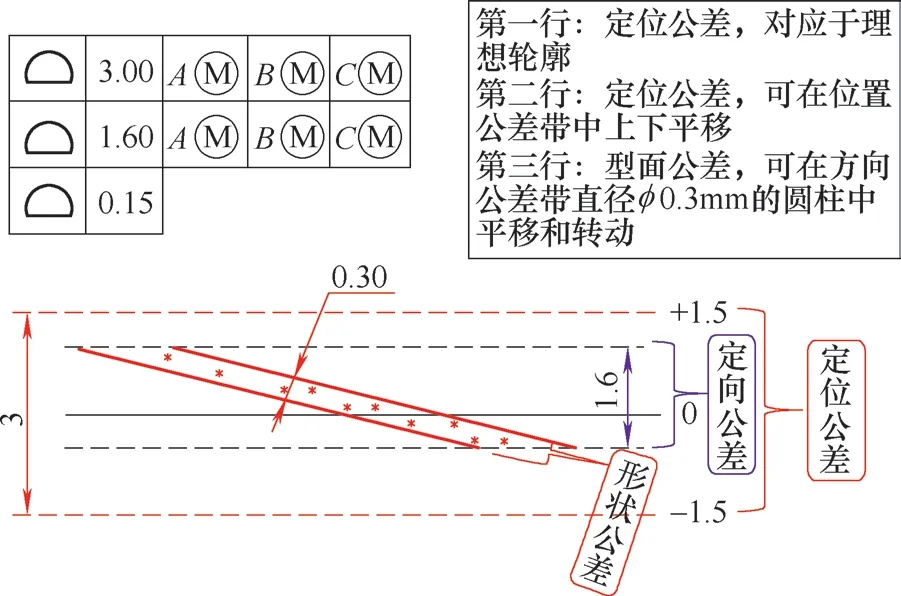
圖14 GD&T面輪廓度公差定義說明
4.側圍單件基準約束鏈的邏輯關系
為說明基準約束鏈之間的關系,選取側圍上主要基準以及與焊接型面相關的基準予以說明(見圖15)。

圖15 基準約束鏈關系
(1)第一基準A定義:在側圍A柱的主定位孔,不僅是單件,也是側圍總成、車身骨架上的基準孔,在制造過程中,是模、夾、檢具的主基準。
限制:基準軸心垂直于YZ面,它有X、Z方向的位置自由度(如果剛性體,可以限制方向,Y方向旋轉)。
(2)第二基準B定義:在側圍后部的主定位孔,受A基準約束,它的位置度公差帶是一個直徑為φ0.1mm的圓柱,且平行于A基準軸心線。
限制:B基準軸心線平行于A基準軸心線或與A基準軸心線垂直的面相垂直,公差帶為直徑為φ0.1mm的圓柱,它有X、Z方向的位置自由度(如果剛性體,可以限制方向,Y方向旋轉)。
(3)第三基準C定義:在側圍中部的主定位孔,受A基準和B基準約束,它的位置度公差帶是一個直徑為φ0.1mm的圓柱,且平行于A基準和B基準軸心線。
限制:C基準軸心線平行于A和B基準軸心線或垂直于A和B基準軸心線垂直的面,它有X、Z方向的位置自由度(如果剛性體,可以限制方向,Y方向旋轉)。
(4)第四基準目標D定義:激光焊接型面長度2200mm,為保證側圍沖壓件測量的準確性及在側圍焊接過程中的穩定性和一致性,確定了約20個基準目標,來控制側圍外板在焊接過程中竄位。
限制:它受基準A、B、C限制。
(5)第五基準目標E定義:控制整個側圍面,為了保證側圍沖壓件測量的準確性和側圍焊接過程中的穩定性和一致性,確保側圍大面受到定位限制,焊接后不至于變形過大。
限制:它受基準A、B、C限制,相對于D基準獨立。
(6)基準約束鏈的總結 基準A、B、C構成空間坐標基準,控制側圍總成的相對位置,限制其他所有的基準和基準目標。車身部件直接受基準A、B、C限制,不僅要保證型面位置正確,也要保證其位置在規定的位置公差內:面輪廓度公差帶3mm的浮動面,既控制方向,也控制位置,面輪廓度公差帶1.6mm僅控制方向,它可以在公差帶3mm的范圍內浮動,面公差帶公差0.3mm表示型面的面輪廓度可以隨1.6mm公差帶在3mm的公差帶內浮動。
結語
在系統集成、加快產品開發速度、規避項目風險、降低制造成本和提高產品質量方面,GD&T/GPS提出了系統性及邏輯性極強的解決方案。其核心理念是在充分進行產品功能展開的基礎上,模擬實際加工、檢測過程,并將加工工藝的可實現性、測量方案的可行性集成到一起,進行先期分析和綜合完整的考慮。它是促進機械工業發展的重要工具,無論是基礎裝備、航天航空、汽車及電子技術等行業,都必然會得到廣泛應用。
猜你喜歡
中學生數理化(高中版.高考理化)(2021年6期)2021-07-28 06:21:04
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
山東青年(2016年1期)2016-02-28 14:25:25
NBA特刊(2014年7期)2014-04-29 00:44:03
當代修辭學(2014年3期)2014-01-21 02:30:44
中國商人(2013年1期)2013-12-04 08:52:52
公務員文萃(2013年5期)2013-03-11 16:08:37