翼子板材料利用率提升方案研究
2021-11-02 03:32:34蔣松,喻航
模具制造 2021年9期
關(guān)鍵詞:優(yōu)化
蔣 松,喻 航
(四川成飛集成科技股份有限公司,四川成都 610092)
1 引言
白車身鋼材采購成本是車身采購成本的重要組成部分,提升白車身材料利用率是降低汽車制造成本的重要手段[1~3]。翼子板是白車身重要組成部件,并且翼子板的材料利用率通常低于白車身材料平均利用率。在確定的制件造型下,如何提高翼子板的材料利用率顯得尤為重要。
2 問題分析
翼子板拉伸成形通常采用雙模膛,通過兩塊板料的方式實現(xiàn)左右件共模。當(dāng)客戶產(chǎn)線具備垂直于送料方向調(diào)整前后工位制件位置功能時,可以考慮一張板料一模雙件的成形方式。翼子板材料料片典型形狀如圖1 所示。通常翼子板的板料形狀以擺剪為主(圖1a、圖1b),遇到擺剪形式無法滿足拉伸成形性需求時,采用級進落料或單片落料的方式進行(圖1c、圖1d、圖1e)。翼子板的材料利用率有兩種計算方法:①以落料前方板料/擺剪后梯形板料的重量作為基準(zhǔn)(采購卷料);②以落料后板料的重量作為基準(zhǔn)(采購落料后料片)。造成翼子板材料利用率較低的主要原因:將翼子板拉伸補充面按照圖2方式分區(qū),為了保證分模線光順、制件成形力平衡、制件減薄、沖擊線及控制棱線滑移等,區(qū)域1、2、5、6造型會帶來大量的材料浪費,修邊線展開及控制材料減薄率造成3、4位置的補充面存在大量廢料,兩者共同作用,造成翼子板的材料利用率較低。
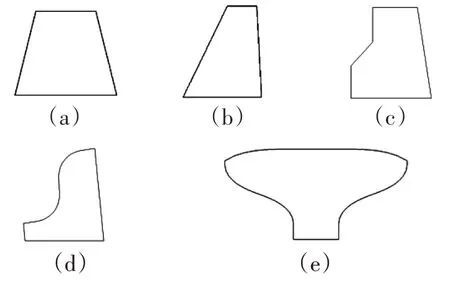
圖1 典型翼子板板料形狀

圖2 翼子板拉伸工藝補充面分區(qū)
3 材料利用率提升辦法
以購買卷料的方式探討翼子板材料利用率提升思路:①優(yōu)化落料排樣在料片切斷處采用波浪形狀,減小送料步距,從而較小料片重量達(dá)到提高材料利用率目的;②通過沖壓工藝方案優(yōu)化:拉伸深度、補充面、分模線及拉伸筋形狀優(yōu)化,減小廢料區(qū)重量實現(xiàn)材料利用率的提高;③在生產(chǎn)條件允許的情況下采用雙拼的方式,減小拼合處廢料尺寸,提高材料利用率,如圖3所示。

圖3 翼子板材料利用率提升思路
以某車型翼子板為例,設(shè)計沖壓工藝對比分析優(yōu)化前、后成形性指標(biāo)及材料利用率提升情況。板料材料牌號DC54D,材料厚度0.6mm。其中:密度ρ=7,800kg/m3,屈服強度=160MPa,彈性模量E=211GPa,硬化指數(shù)n=0.22,強度系數(shù)k=537.2MPa,泊松比=0.3,厚向異性指數(shù)r=1.54,r0°=1.5,r45°=1.52,r90°=1.62。材料硬化曲線選擇Ludwik 公式表達(dá),屈服準(zhǔn)則選擇Hill 屈服準(zhǔn)則,F(xiàn)LC 曲線選擇Keeler 公式。由于壓料面弧度較大,在板料送料方向前后設(shè)置擋料器,如圖4 所示。壓邊力及拉伸行程根據(jù)拉伸工藝具體情況設(shè)定,摩擦系數(shù)0.15,板料初始網(wǎng)格20mm。

圖4 有限元模型
3.1 拉伸深度及補充面形狀優(yōu)化
沖壓方向、拉伸成形后制件減薄率、塑形應(yīng)變、最小次應(yīng)變、滑移線、拉伸筋布局、材料尺寸關(guān)鍵點及修邊方式的選擇等綜合影響拉伸深度及補充面形狀設(shè)計[4~5]。通過沖壓工藝優(yōu)化降低整體拉伸深度及優(yōu)化補充面形狀是減少廢料區(qū)域占比,是提高材料利用率的直接手段。
翼子板拉伸深度及補充面優(yōu)化主要從優(yōu)化圖2中的2、3、4、6區(qū)域著手,在保證合理的修邊方式基礎(chǔ)上進行優(yōu)化。將圖2 中1、2、3 區(qū)域修邊線展開后全部或大部分在壓料面上,如圖5 所示,優(yōu)化后拉伸深度降低20mm,優(yōu)化前壓料力100t,優(yōu)化后壓料力120t;優(yōu)化前、后成形分析對比結(jié)果如圖6、圖7、圖8所示,優(yōu)化后局部最小次應(yīng)變小于零的區(qū)域略有增大,制件區(qū)域塑形應(yīng)變均大于0.04,制件A 面潛在面品缺陷區(qū)域位置及面積發(fā)生變化外,但與優(yōu)化前處于同一級別,優(yōu)化后材料利用率由44.5%提升到50.2%。

圖5 修邊線展開
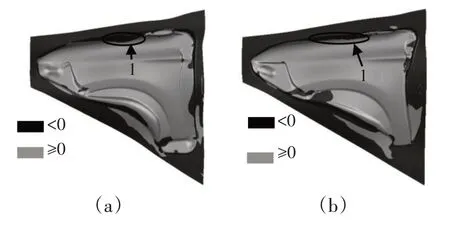
圖6 最小次應(yīng)變

圖7 塑性應(yīng)變

圖8 潛在面品缺陷
3.2 板料形狀優(yōu)化
采用擺剪方式的料片(見圖9),在翼子板輪罩處存在較大區(qū)域的無效廢料;通過優(yōu)化輪罩部位補充面及分模線,調(diào)整板料輪廓,將輪罩處擺剪直線輪廓優(yōu)化成隨形曲線形狀,按圖10所示方式進行落料排樣,實現(xiàn)無廢料落料。優(yōu)化后分析結(jié)果如圖11所示,與優(yōu)化前相比輪眉處局部最小次應(yīng)變小于零,但制件整體塑形應(yīng)變大于0.04,A面潛在面品缺陷在翼子板與發(fā)蓋搭接附近位置出現(xiàn)新增潛在缺陷區(qū)域,但與優(yōu)化前處于同一級別。優(yōu)化后材料利用率由50.2%提升至65.2%。
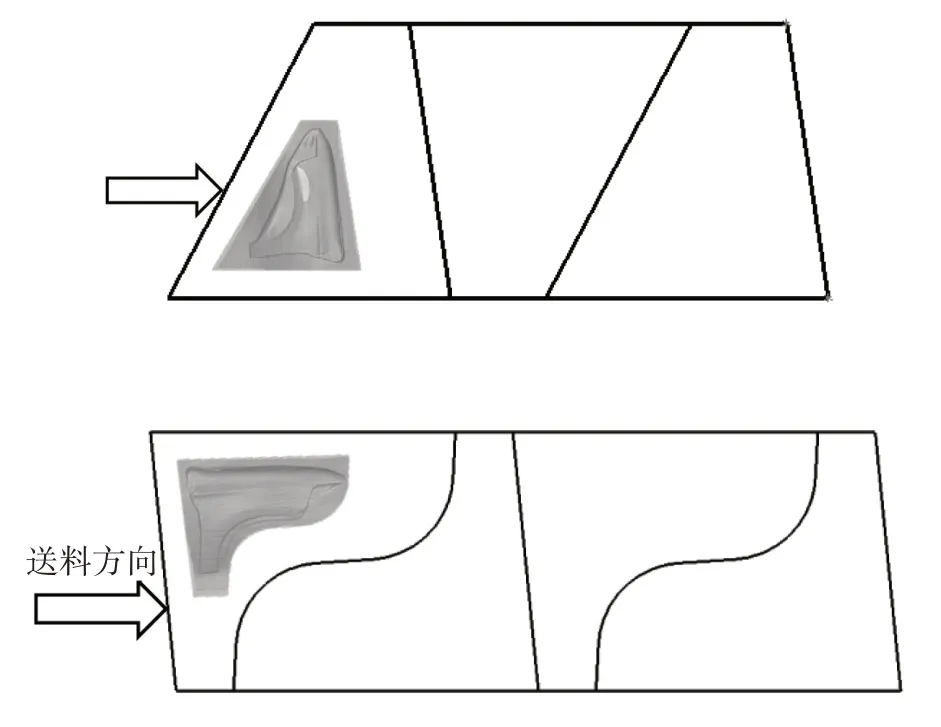
圖9 擺剪排樣方式

圖11 優(yōu)化后分析結(jié)果
3.3 拉伸筋形狀優(yōu)化
將拉伸成形深度降低后,拉伸成形后材料流入量不大;將普通的雙圓筋,更改為同阻力系數(shù)的檻形筋,進一步減短拉伸筋部位廢料線長;以圖12a 所示形狀的圓筋(線長37.38mm)為例,更改為同樣阻力(圖12c、圖12d 分析結(jié)果)的拉伸檻(21.46mm)圖12 中b形狀,拉伸筋部位線長相對于圓筋減短15.95mm。將圖13 中1、2、3 位置雙圓筋優(yōu)化為拉伸檻。優(yōu)化后材料利用率由65.2%提高到69.1%。
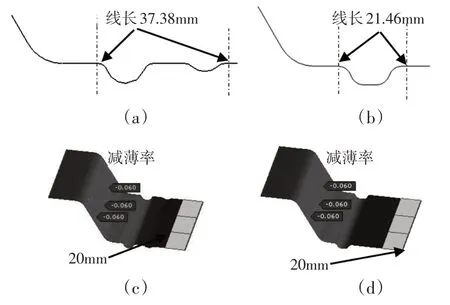
圖12 拉伸筋對比分析

圖13 拉伸筋優(yōu)化
3.4 拼合優(yōu)化
在圖13中區(qū)域2位置,當(dāng)采用雙模膛兩張板料方案時,存在拉伸筋部位及拉伸筋外廢料浪費問題。按圖14 方式將制件進行拼合,拉伸成形后(見圖15)最小次應(yīng)變、塑形應(yīng)變滿足工藝要求,潛在面品缺陷與兩張板料拉伸后處在同一級別。采用單張板料拼合的方式材料利用率為57.2%,由于落料過程中存在廢料造成材料利用率低于圖10方案方式,但高于圖9方案的擺剪方式。
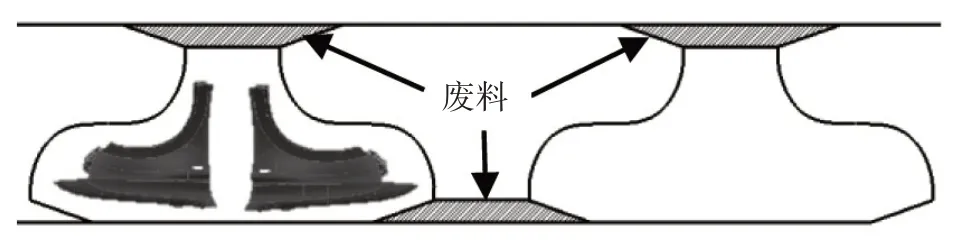
圖14 拼合落料排樣

圖15 雙拼方式及分析結(jié)果
4 結(jié)論
從降低拉伸深度、補充面、分模線、拉伸筋形狀及拼合方式優(yōu)化方面提出提高翼子板材料利用率的方法。沖壓工藝設(shè)計中需要根據(jù)翼子板的制件形狀特點,結(jié)合客戶產(chǎn)線功能及車型產(chǎn)量,綜合考慮增開落料模的性價比,選擇合理的優(yōu)化措施,在確保制件質(zhì)量的前提下,實現(xiàn)制件材料利用率的提升。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
