切邊整形復合型刀塊在汽車模具上的應用
2021-11-02 03:32:36譚榮貴
模具制造 2021年9期
譚榮貴
(柳州福臻車體實業有限公司,廣西柳州 545006)
1 引言
汽車工業經過20余年的發展,已經成為國家的產業支柱之一。隨著能源的消耗速度日益增快,環境日益惡化,節能減排在各行業被反復強調。以一部轎車為例,需要1,500副以上沖壓模,減小模具的數量是汽車行業節能減排的有效手段。工序的減少可以大幅度的減少模具套數及壓力機的使用數量,提高生產生產效率。
切邊整形復合模可以有效的減少制件的生產工序。汽車外覆蓋件的成形工序較多,通常情況下有拉伸、修邊、整形、沖孔。修邊后設置整形工序,一方面是校正制件回彈,確保制件精度;另一方面是改善修邊后的毛刺缺陷。在保證制件品質的前提下如何減工序的數量,需要在切邊和整形工序的合并上綜合考慮,通過CAE軟件的分析,現場經驗的總結反饋,總結了3種復合型刀塊:固定式、活動式、刃口一體式。
2 固定式復合刀塊
(1)結構裝配關系。
固定式刀塊的整形刀塊是通過螺釘固定在上模座上,切邊刀塊通過螺釘固定在整形刀塊上,下模整形型面末端為切邊刃口,結構圖具體如圖1所示。整形刀塊與切邊刀塊做為一個整體向下沖壓成形。

圖1 固定式刀塊
(2)運動過程。
固定式復合刀塊的切邊整形順序隨著制件工藝特點的不一樣而改變:一種是法蘭面拉伸到位的制件,如圖2a所示;另一種是法蘭面拉伸不到位的情況,如圖2b所示。
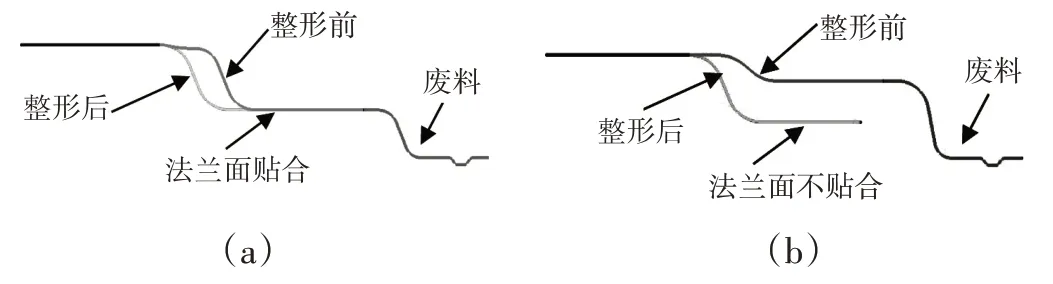
圖2 兩類帶法蘭面制件
對于A 類制件,固定式復合刀塊的成形順序是:上模下行→壓料板壓料→上模繼續下行→修邊刃口切除廢料→上模繼續下行→整形刀塊整形→整形完成→開模,如圖3 所示。開模時,整形刀塊先于修邊刀塊離開板件。

圖3 A類制件切邊整形過程
對于B 類制件,成形順序與A 類制件基本一致,區別在于,切邊刀塊先將制件板件擠壓變形后切斷,成形過程如圖4所示。
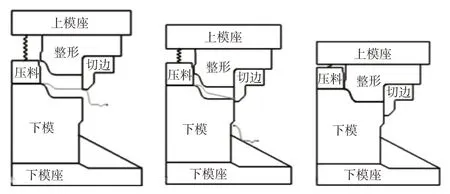
圖4 B類制件切邊整形過程
(3)優缺點分析。
切邊整形雖然在同一副模具上完成,但動作順序還是要先完成修邊再完成整形。因為同時進行會產生鐵屑且模具壽命銳減。固定式凸模為先完成切邊動作,必然的結果就是切邊吃入量較大。進而產生以下兩個缺陷:一個是切邊刀塊強度細長,強度差;另外一個是開模時干涉回彈后的制件,造型制件變形。固定式切邊整形刀塊回彈過程整形刀先于離開凸模,切邊刀塊離開凸模時,是無壓料狀態。在制件側壁回彈時,存在制件干涉切邊刀塊,造成制件變形的情況,如圖5所示。
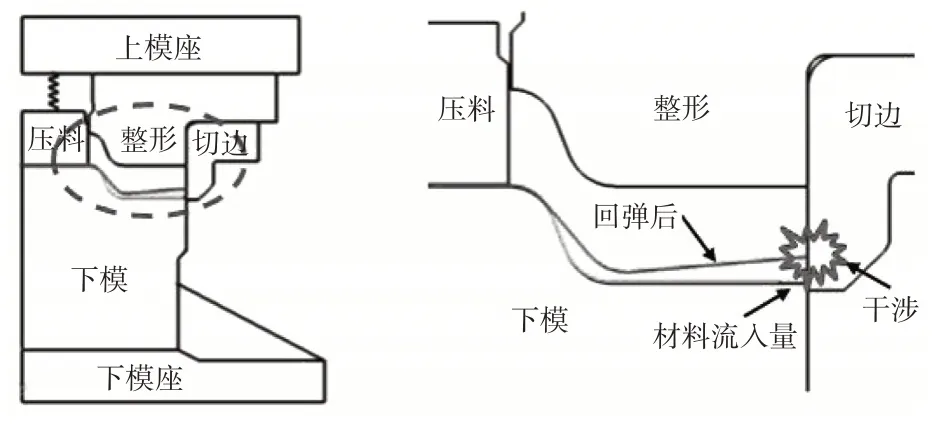
圖5 開模時制件干涉切邊刀塊
3 浮動式復合刀塊
(1)結構裝配關系。
浮動式切邊整形刀塊與固定式的區別在于整形刀塊的裝配關系,浮動式整形刀塊為活動式的,其整形力來源于氮氣彈簧類彈性元件。正式由于此類結果,切邊動作時,整形刀塊充當了壓料板的角色,很好的解決了固定式刀塊的前文所述兩個缺陷。
浮動式切邊整形刀塊結構較復雜,空間分布較緊密,其結構圖如圖6所示。
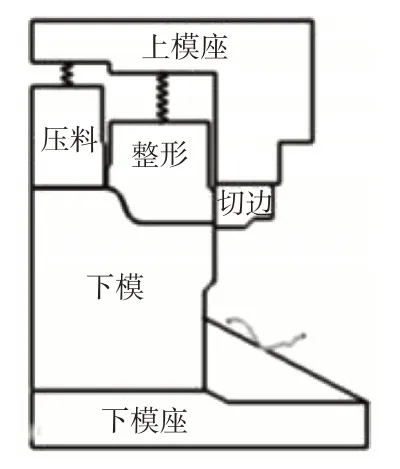
圖6 浮動式刀塊
(2)運動過程。
不同的結構決定了其切邊整形順序的不同,其成形順序為:上模下行→壓料板壓料→整形刀塊整形→整形完成→上模繼續下行→整形刀塊充當壓料作用→切邊刀塊切除廢料→切邊完成→開模。工作順序為先整形后切邊,如圖7所示。開模過程中切邊刀塊先離開下模,整形刀塊隨著彈簧力的恢復而離開下模。
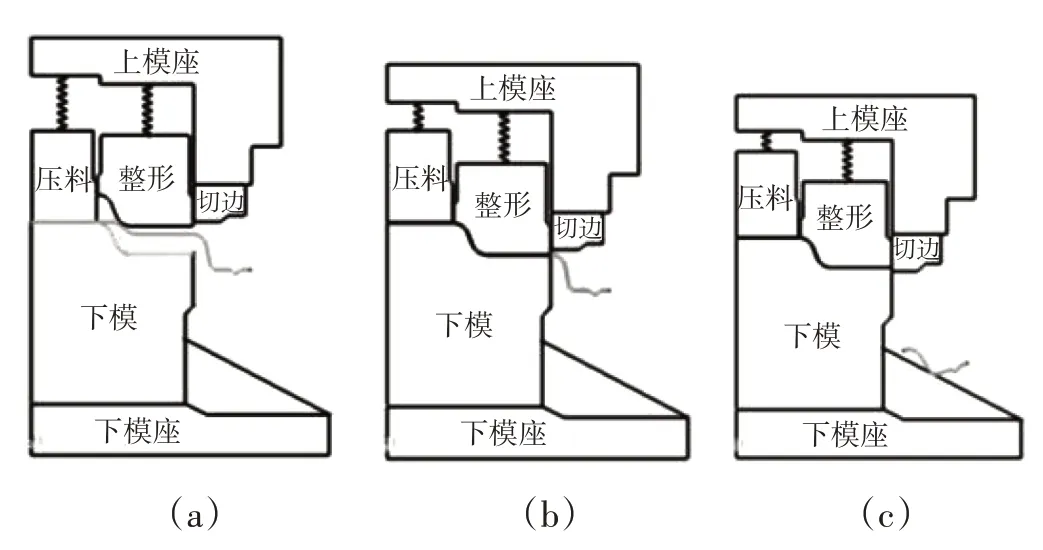
圖7 浮動式刀塊切邊整形過程
(3)優缺點分析。
浮動式刀塊很好的解決了固定式的強度差及回彈變形的缺陷,但由于其整形刀塊整形力來源于彈性元件,故對于整形量大的制件適應性差,另外由于彈性元件的連接需要導向、側銷等機構,導致整形鑲塊尺寸較大,結構復雜,設計加工成本高。
4 刃口一體式復合刀塊
(1)結構裝配關系。
固定式與浮動式針對的都是切邊整形復合,當切邊翻邊工序復合時,需要加工成刃口一體式的復合刀塊。刃口一體式相對上述兩種結構,結構簡單,沒有多余的輔助裝置,其整形面和切邊刃口分布在同一個鑲塊的兩側,下模翻邊外側設置切邊刃口鑲塊,結構圖如圖8所示。

圖8 刃口一體式刀塊
(2)運動過程。
其運動過程為:上模下行→壓料板壓料→上模切邊下行→切邊刀塊切除廢料→上繼續下行→翻邊完成→開模,運動圖示如圖9所示。

圖9 浮刃口一體刀塊切邊整形過程
(3)優缺點分析。
從圖8中可以看出,這種翻邊刀塊雖然結構簡單,但其翻邊工作部分細長,模具強度差,另外一個下模增加的修變鑲塊,廢料掉落存在風險,需要增加類似頂出氣缸機構。刃口一體式刀塊較困難的一點是:保證切邊后再翻邊。由于大多數制件翻邊高度在10mm以內,意味著需要在10mm 范圍內制造此切邊翻邊型面,先切斷后翻邊,翻邊刀塊及切邊刃口強度非常弱。增加強度有以下兩個方式:①拉伸造型更改,如圖10所示;②工作順序更改為:翻邊部分型面→切邊→翻邊繼續,更改動作順序后保證了強度,但制件品質差,出現翻邊面尖角缺陷,如圖11所示。
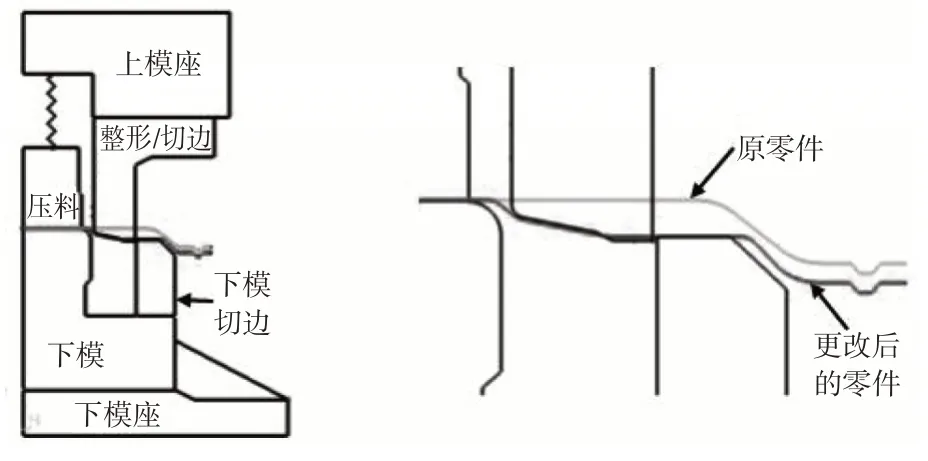
圖10 拉伸造型更改前后對比
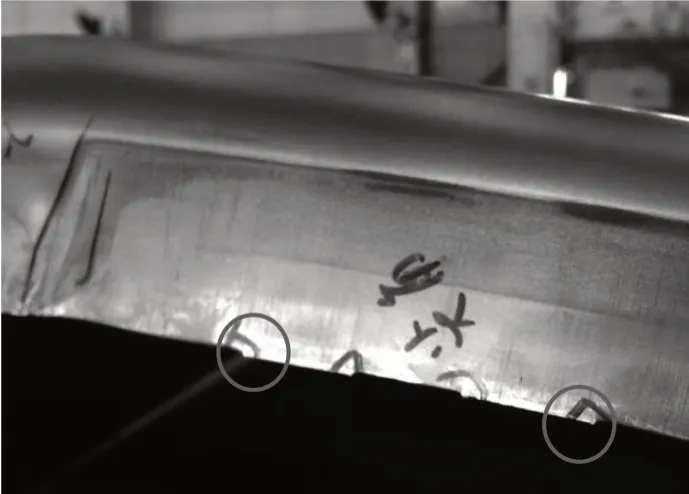
圖11 翻邊后出現尖角
5 使用范圍
通過上面對兩種切邊整形復合刀塊和一種切邊翻邊復合刀塊的介紹,歸納出如表1 所示的優缺點。結論:3 種形式的復合刀塊都有其局限性、特異性,在設計初期確定復合刀塊時需要根據制件的精度要求做出合理選擇。
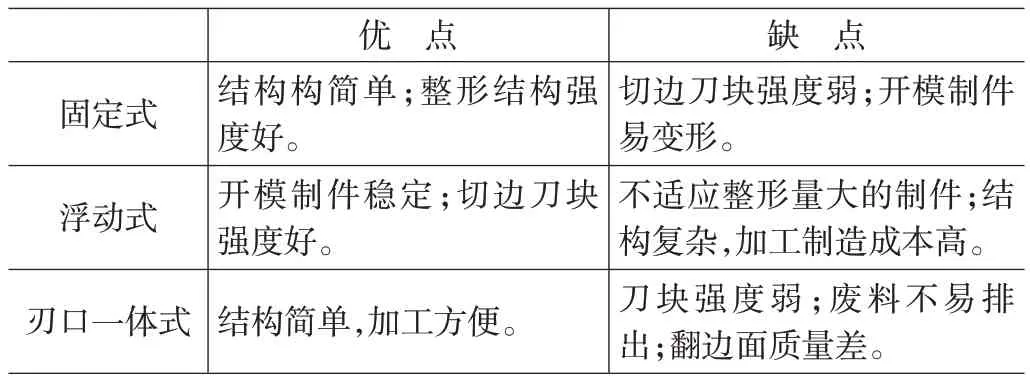
表1 復合刀塊優缺點
6 結束語
采用合理的切邊整形復合模具能夠有效地減少企業的生產成本,符合當前形勢下的環保汽車發展規范。切邊整形刀塊有其優勢之處,也有著較明顯的局限性。隨著生產實際經驗的不斷總結歸納,制造工藝水平的不斷進步,更多更優秀的復合型刀塊將不斷的呈現出來。
