
一種等離子切割鋼管坡口機構的技術研究
2021-11-02 08:09:14趙艷紅
粘接 2021年10期
關鍵詞:技術研究
趙艷紅
摘 要:針對管-管對接焊接前的坡口加工技術,文章采用一種等離子切割鋼管坡口的機構進行切割試驗。綜合分析,經過實際的切割試驗,在等離子氣工作壓力為0.26MPa,割嘴距離鋼管表面2~3mm,切割電流75~80A,針對∮30~106mm、壁厚2.8~6mm的鋼管,以10~10.60 mm/s的切割速度進行切割,可以得到符合職業院校焊接技術應用專業實訓教學需求的鋼管坡口。
關鍵詞:等離子切割;坡口機構;技術研究
中圖分類號:TG483 文獻標識碼:A ? ? 文章編號:1001-5922(2021)10-0140-04
Research on the Technology of Plasma Cutting Steel Pipe Groove Mechanism
Zhao Yanhong
(Urumqi Technical College, Urumqi 830026, China)
Abstract:Aiming at the groove processing technology before pipe pipe butt welding, In this paper, a mechanism of plasma cutting steel pipe groove is used for cutting experiment. Comprehensive analysis, after the actual cutting test, when the working pressure of plasma gas is 0.26MPa, the distance between cutting nozzle and steel pipe surface is 2~3mm, the cutting current is 75~80a, for steel pipes of ∮30~06mm and wall thickness of 2.8~6 mm, cutting at a cutting speed of 10~10.60mm/s can obtain steel pipe grooves that meet the requirements of professional training and teaching of welding technology application in vocational colleges.
Key words:plasma cutting; groove mechanism; technical study
0 序言
職業院校焊接技術應用專業在技能訓練實際操作過程中,為了節約試件的(鋼板和鋼管)用量,都是進行重復使用,具體做法是將焊后的試件沿焊縫邊緣處切割開后再次進行坡口加工、組對、焊接練習,從而可以大大降低教學成本。
在管-管對接焊接的實訓教學工作中,鋼管的坡口加工是一個必不可少的重要環節。現階段,對于焊后的管焊縫,職業院校大都使用普通車床進行鋼管坡口的加工,傳統的車加工技術,需要在車加工前,先用無齒鋸將焊后的鋼管沿焊縫邊緣處切開,然后再用普通車床進行坡口加工,這種方法不僅加工工序多,而且加工效率較為低下,如果用無齒鋸切割后的鋼管端面成斜面、不垂直,還會增加車加工的難度,更加影響加工效率。
針對職業院校焊接技術應用專業實訓教學中,管-管對接焊接項目鋼管的坡口加工,文章對制作一種等離子切割鋼管坡口機構的技術研發與實踐進行研究,為一種等離子切割鋼管坡口機構切割材質為Q235、直徑為∮30~160mm的鋼管坡口提供一定的切割基礎數據,對擴大鋼管坡口加工領域會起到促進作用。
1 一種等離子切割鋼管坡口機構的設計
使用等離子切割鋼管坡口機構加工后的鋼管坡口,必須要滿足鋼管的坡口角度30°、坡口表面粗糙度等級為▽4~▽5級的基本要求,因此首先要做到鋼管穩固夾持、割槍角度靈活調節,切割速度穩定且均勻,背面掛渣少、切割質量好等;其次要做到加工工序少,對于焊后的管焊縫再次加工坡口,用一道工序就能完成,提高加工效率,降低教學成本,而且制作簡單、操作使用方便;還要滿足不同直徑、不同長度鋼管的穩固裝夾要求,否則時間就浪費在工件裝夾上了,與提高效率的最終目的相悖。簡單、省時、高效、既有利于保證實操教學的進度,更有利于學生對此項焊接技能的訓練和掌握。在職業院校焊接技術應用專業管-管對接焊的實訓教學中,鋼管的坡口完全可以采用一種等離子切割鋼管坡口機構進行加工。
1.1 等離子切割鋼管坡口機構的結構組成
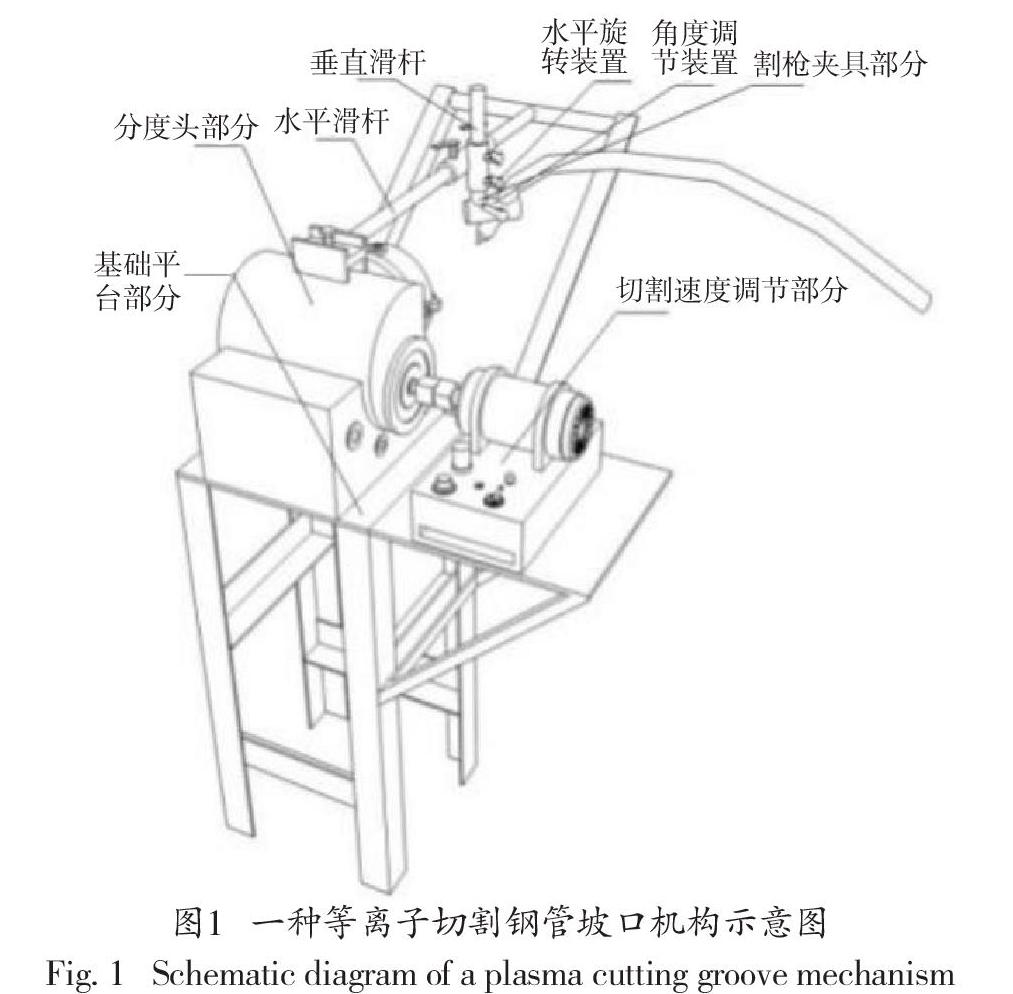
一種等離子切割鋼管坡口機構由分度頭、割槍夾具、切割速度調節控制器、基礎平臺4部分組成。
(1)分度頭部分:由一個型號為JZQ150分度頭組成、可穩固夾持直徑為30~160mm的鋼管。分度頭是該機構的核心部分。
(2)割槍夾具部分:由水平滑桿、垂直滑桿、水平旋轉裝置、角度調節裝置、加強筋組件組成。水平滑桿連接分度頭與加強筋以保證切割平穩并調節割槍橫向的起割位置;垂直滑桿調節割槍垂直方向的起割位置;水平旋轉裝置調節割槍水平方向的起割位置;角度調節裝置調節坡口角度30°。
(3)切割速度調節控制器部分:由一個220V變壓器、一個速度調節器、一個型號為44ZYT05/H1電機、一個聯軸器組成。
(4)基礎平臺部分:由基礎平臺及控制臺組成。基礎平臺由25mm角鋼焊接制作,保證切割過程平穩;控制臺固定在基礎平臺側面用于安裝變壓器、速度調節器等裝置。
2 一種等離子切割鋼管坡口機構的使用方法與切 割工藝參數研究
2.1 一種等離子切割鋼管坡口機構的使用方法
一種等離子切割鋼管坡口機構是應用于職業院校焊接技術應用專業的實訓教學,主要功能是進行鋼管坡口的加工。
具體使用方法:①用分度頭部分穩固夾持鋼管;②通過割槍夾具部分調節割槍起割位置及切割角度;③確定正確的切割工藝參數;④佩戴焊帽,開啟切割閥門,進行切割,在切割過程中,要注意觀察,切割完成后及時關閉切割閥門。
2.2 切割工藝參數研究
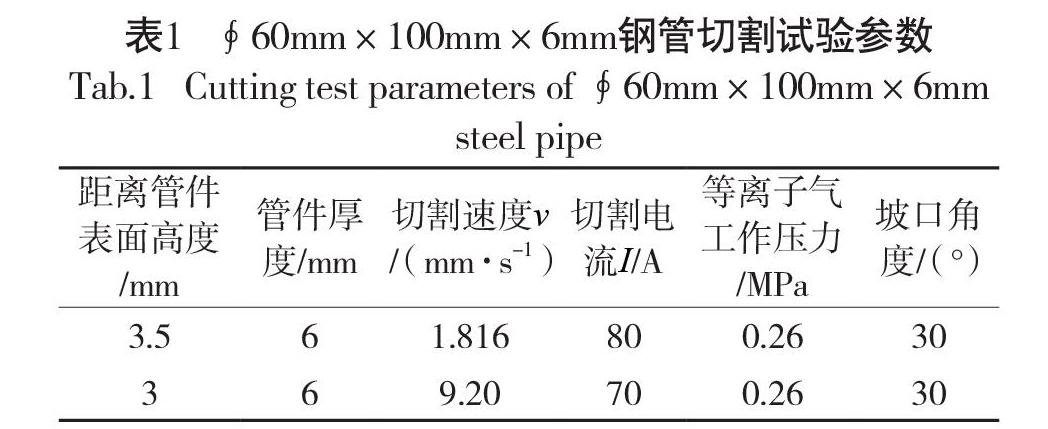
本次切割實驗采用的鋼管(一)材質是Q235、尺寸是∮60mm×100mm×6mm。
在進行切割試驗之前,初步設定的兩組切割工藝參數如表1所示。
按照表1的兩組參數進行切割試驗,完成切割的割口效果如圖2所示。
從圖2可以看出,鋼管坡口的切割質量不符合實訓要求,因此,表1的參數舍棄。
最終確定表2的切割參數進行切割,完成切割的割口效果如圖3所示。
從圖3可以看出,鋼管坡口的切割質量符合實訓要求,因此,確定表2為∮60mm×100mm×6mm鋼管的切割工藝參數。
切割實驗采用的鋼管(二)材質是Q235、尺寸是∮60mm×100mm×3mm。
在進行切割試驗之前,初步設定的兩組切割工藝參數如表3所示。
按照表3的兩組參數進行切割試驗,完成切割的割口效果如圖4所示。
從圖4可以看出,鋼管坡口的切割質量不符合實訓要求,因此,表3的參數舍棄。
最后確定表4的切割參數進行切割,完成切割的割口效果如圖5所示。
通過觀察圖3、圖5可以看出,坡口角度30°、坡口表面粗糙度等級為▽4~▽5級、切口處沒有掛渣,切口上邊緣也沒有熔化金屬,切口整體比較整齊和美觀。
試驗結果表明,在切割速度10.60mm/s,割嘴距離管件表面距離2~3mm,等離子氣工作壓力0.26MPa的工藝參數下,可以獲得符合實訓要求的鋼管坡口。
坡口角度30°符合預期要求,這是因為割槍夾具部分的角度調節裝置可以靈活調節切割角度,即坡口角度;坡口表面粗糙度等級也符合預期要求,參照車床加工后的表面粗糙度Ra的等級為▽4~▽5,這是因為切割速度調節控制器可以使鋼管穩定且勻速轉動,而且等離子氣的工作壓力也適當,這兩個切割參數的正確選擇可以保證鋼管坡口表面粗糙度等級符合要求。
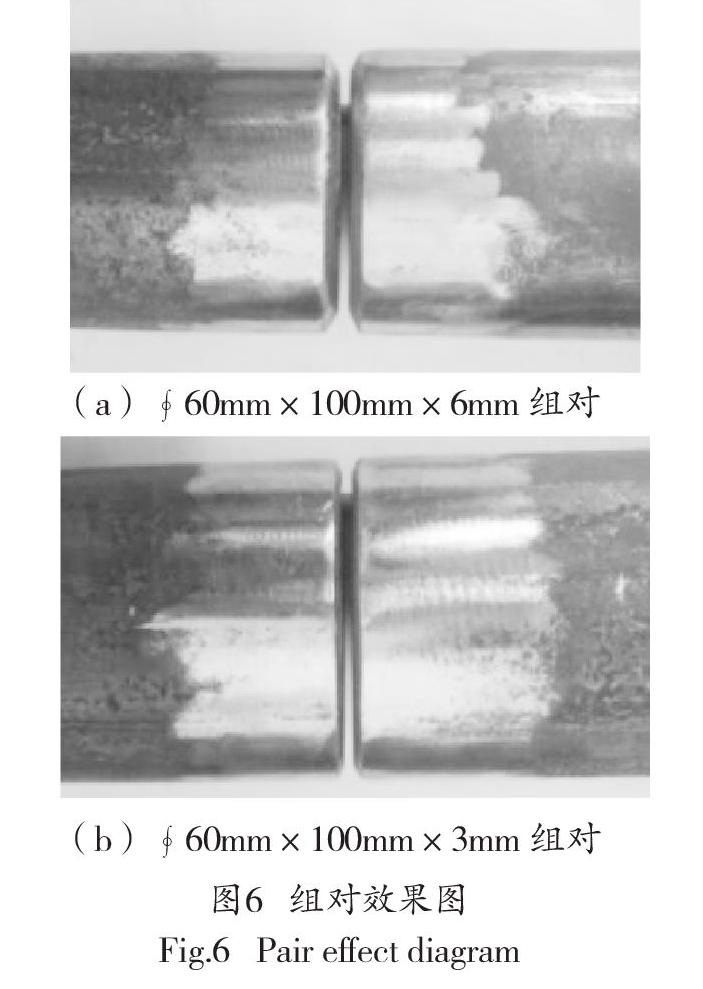
2.3 切割后鋼管的組對
當坡口切割完畢,需使用角向磨光機對切口兩側進行打磨,以去除坡口兩側的表面銹跡、氧化皮和其他雜質,為焊前做好準備。再用銼刀銼削出鈍邊p=1mm,然后進行組對,根部間隙b=2.5~3mm,錯邊量≤1mm,α=60°(V形坡口)。
從圖6可以看出,經過一種等離子切割鋼管坡口機構加工的鋼管坡口,組對后的尺寸能滿足管-管對接焊接的要求,兩鋼管端面垂直且平行,并可完全保證組對尺寸。
3 結論
通過本次使用一種等離子切割鋼管坡口機構對鋼管進行坡口加工,在整個切割過程中可以歸納出以下結論:
(1)在等離子氣工作壓力為0.26MPa,針對∮30~106mm,壁厚2.8~6mm,割嘴距離鋼管表面2~3mm,切割電流75~80A,以10~10.60mm/s的切割速度進行切割,可以得到符合實訓教學需求的鋼管坡口。
(2)對已切割好的鋼管進行組對,可以看到,組對后的尺寸等能夠滿足后續管-管對接焊接實際操作訓練規范的要求。
參考文獻
[1]高飛,李勇,陸堯,等.機器人馬鞍形切割軌跡研究[J].焊接技術,2017,291(4):65-68.
[2]丁志東.復雜長焊縫焊接機器人工作站及其工裝夾具設計[J].焊接技術,2017,291(4):57-60.
[3]陳月峰,嚴得忠,程定富,等.國內數控等離子弧切割技術的發展與應用[J].焊接技術,2017,295(8):1-4.
猜你喜歡
電子技術與軟件工程(2016年22期)2016-12-26 16:05:49
安徽農學通報(2016年21期)2016-12-22 16:12:49
電子技術與軟件工程(2016年19期)2016-12-19 19:59:57
電子技術與軟件工程(2016年19期)2016-12-19 17:53:16
東方教育(2016年4期)2016-12-14 11:29:43
科學與財富(2016年26期)2016-12-01 11:05:43
科學與財富(2016年26期)2016-12-01 10:55:07
新媒體研究(2016年18期)2016-11-15 00:51:06
企業技術開發·中旬刊(2016年10期)2016-11-12 14:55:41
數字技術與應用(2016年9期)2016-11-09 23:24:20
