625堆焊冶金式雙金屬?gòu)?fù)合管堆焊層稀釋率的研究
2021-11-03 06:19:54黃迪,高鵬,吳磊
世界有色金屬 2021年14期
關(guān)鍵詞:工藝
黃 迪,高 鵬,吳 磊
(1.中國(guó)石油物資有限公司,北京 100032;2.北京新能源汽車股份有限公司,北京 100176;3.國(guó)標(biāo)(北京)檢驗(yàn)認(rèn)證有限公司,北京 100032)
海洋油氣田的開采保證了我國(guó)的石油供應(yīng),減少了對(duì)進(jìn)口原油的依賴,在油氣開采過程中各種腐蝕介質(zhì)含量較高,對(duì)管道的腐蝕嚴(yán)重,所以石油管線的要求越來越高,為了保證管道在安全運(yùn)行的前提下節(jié)約成本,油氣田開發(fā)項(xiàng)目設(shè)計(jì)多采用內(nèi)襯不銹鋼雙金屬?gòu)?fù)合管,在保證耐腐蝕的情況下降低生產(chǎn)成本[1],同時(shí)為了現(xiàn)場(chǎng)使用方便,通常配套一定數(shù)量的冶金式雙金屬?gòu)?fù)合管,便于現(xiàn)場(chǎng)關(guān)鍵部位的連接。
冶金式雙金屬?gòu)?fù)合管,通常采用整管內(nèi)壁堆焊方式生產(chǎn),為了保證焊接的效率,通常采用高電流,大的送絲速度進(jìn)行生產(chǎn)。但若相關(guān)工藝參數(shù)控制不當(dāng),很容易導(dǎo)致堆焊層性能不合格的現(xiàn)象發(fā)生,造成稀釋率過大,F(xiàn)e含量超標(biāo)等問題,為了兼顧焊接過程的穩(wěn)定性與堆焊層的各種性能,本文對(duì)整管堆焊工藝進(jìn)行了各種改進(jìn)。
本次工藝改進(jìn)主要是針對(duì)堆焊層Fe含量超標(biāo)的問題,結(jié)合本項(xiàng)目的特點(diǎn),通過優(yōu)化焊接工藝參數(shù),提高整管堆焊質(zhì)量,以滿足項(xiàng)目的技術(shù)要求。
1 堆焊工藝分析
堆焊層焊縫中的Fe元素主要來源于碳鋼母材,在焊接過程中,碳鋼母材熔入堆焊層焊縫的比例直接影響堆焊層中的各種元素的含量,即堆焊層的稀釋率。在實(shí)際焊接過程中,稀釋率的存在不可避免,稀釋率是指金屬在堆焊過程中,熔敷金屬被稀釋的程度,稀釋率的大小決定著堆焊層的質(zhì)量和貴重合金的利用率,稀釋率越低意味著堆焊層合金成分被母材成分沖淡越小,其合金純度也越高,堆焊層性能越好[2]。堆焊層的稀釋率與熔深大小、電弧熱量分配在碳鋼母材和625焊絲上的比例有直接關(guān)系。
(1)影響熔深的因素主要有焊接電流的大小和電弧的挺度(即電弧能量的集中程度,與鎢極的形式有關(guān)),電流越大,熔深越大;電弧挺度越高,熔深越大。熔深越大,碳鋼母材熔入堆焊層焊縫的比例就會(huì)越多,堆焊層稀釋率就會(huì)越大。因此,在其它條件不變的情況下,控制焊接電流的大小和電弧的挺度會(huì)直接影響堆焊層的Fe含量。
(2)影響電弧熱量分配比例的主要因素是焊絲的直徑,焊絲直徑越大,電弧熱量分配到焊絲的比例越多,分配到碳鋼母材的比例越小,熔化碳鋼母材的比例也就越小,堆焊層的稀釋率就會(huì)降低。因此,在其它條件不變的情況下,焊絲的直徑也會(huì)直接影響堆焊層中的Fe含量。通過以上分析,排除原材料的質(zhì)量問題,堆焊層Fe含量超標(biāo)主要與焊接工藝有關(guān),結(jié)合設(shè)備的實(shí)際情況,我們認(rèn)為,影響堆焊層Fe含量的主要因素有:焊接電流、鎢極形式和焊絲直徑。
2 工藝改進(jìn)方案
(1)工藝試驗(yàn)用管:為保證工藝的適用性和可行性,本次工藝試驗(yàn)采用與原項(xiàng)目同規(guī)格、同材料的管道進(jìn)行工藝試驗(yàn)。
(2)原有焊接工藝及結(jié)果
原有鎢極形式如下圖。

表1 原有焊接工藝及結(jié)果
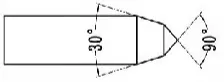
圖1 原有鎢極形式打磨示意圖
(3)焊接工藝參數(shù)改進(jìn):本次工藝改進(jìn),計(jì)劃對(duì)焊接工藝參數(shù)進(jìn)行全面的優(yōu)化,堆焊參數(shù)的工藝改進(jìn)思路是在保證焊接速度不變的情況下,分別改變焊接電流、鎢極形式、焊絲直徑,控制母材碳鋼管的熔深,減小稀釋率,控制堆焊層的Fe含量。
3 原材料的選擇和復(fù)驗(yàn)
本次試驗(yàn)選擇與原項(xiàng)目同規(guī)格及材質(zhì)的原材料,如下:
規(guī)格:Φ219.1*(18.3+3);碳鋼管材質(zhì):DNV GL450D+焊絲:UNS N06625。
3.1 碳鋼管化學(xué)成分復(fù)驗(yàn)
見表2所示。

表2 DNV GL450D化學(xué)成分
3.2 焊絲復(fù)驗(yàn)
見表3所示。

表3 UNS N06625化學(xué)成分測(cè)量表(質(zhì)量分?jǐn)?shù)%)
4 工藝試驗(yàn)方案
本次試驗(yàn)使用Fronius公司生產(chǎn)的整管堆焊設(shè)備,采用全管內(nèi)壁堆焊,堆焊至少兩層,雙槍堆焊,堆焊層厚度≥3.0mm。
由于隨著基體粗糙度值的減小,堆焊過程的陷光效應(yīng)相應(yīng)減弱,堆焊稀釋率降低。堆焊層中鐵元素含量隨之減少,顯微組織更加細(xì)化,分布更加均勻[3],所以堆焊前碳鋼管內(nèi)表面采用噴砂進(jìn)行焊前處理,噴砂等級(jí)Sa2.5;管端需要預(yù)熱。
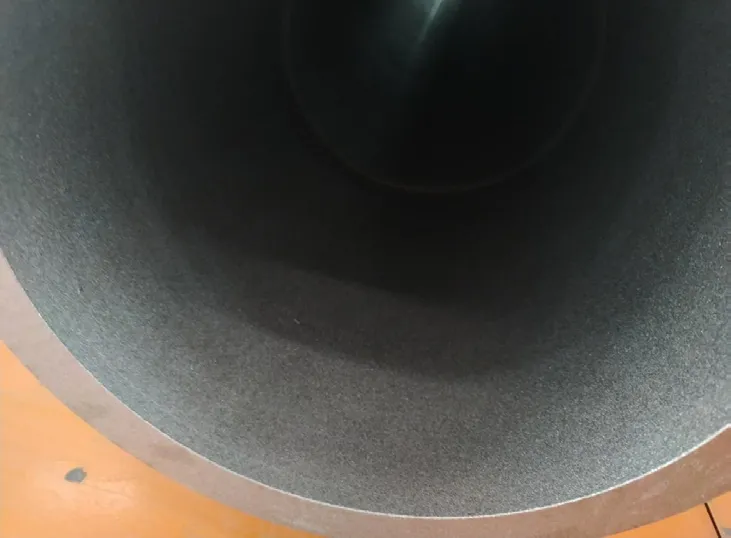
圖2 噴砂效果示意圖
通過控制變量法,依次改變焊接電流大小、鎢極形式和焊絲直徑進(jìn)行堆焊對(duì)比試驗(yàn),堆焊完成后,取樣分析化學(xué)成分;根據(jù)不同試驗(yàn)條件下Fe含量的多少具體分析各因素對(duì)堆焊層Fe含量的影響程度,同時(shí)兼顧焊接過程的穩(wěn)定性、焊縫成型的良好性、無(wú)損檢測(cè)的合格率等,形成合理的焊接工藝和技術(shù)措施,具體試驗(yàn)結(jié)果如下。
(1)焊接電流大小對(duì)Fe含量的影響:在焊接速度、鎢極形式和焊絲直徑和原有工藝都相同的情況下驗(yàn)證焊接電流大小對(duì)Fe含量的影響。
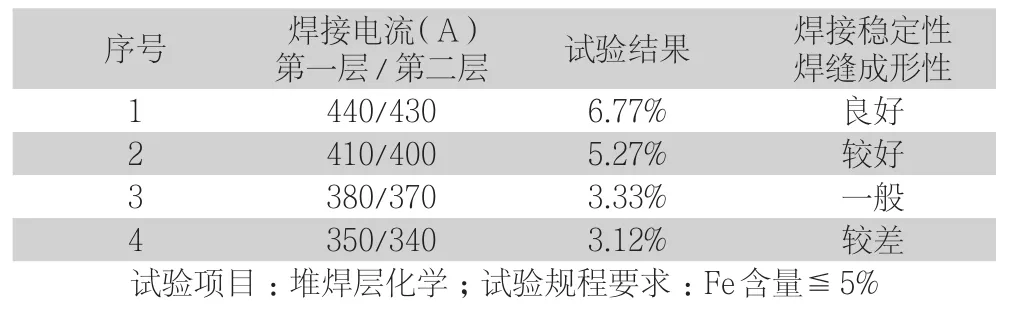
表4 焊接電流對(duì)堆焊層Fe含量的影響
由以上試驗(yàn)結(jié)果可見,在其它變量相同的情況下,焊接電流對(duì)堆焊層Fe含量有明顯的影響,焊接電流越大,堆焊層Fe含量越高。具體分析,電流越大,熔深越大,碳鋼中的Fe熔化越多,熔入堆焊層的也就越多,堆焊層稀釋率就會(huì)越大,故若電流過大,很容易導(dǎo)致堆焊層Fe含量超標(biāo)。綜合考慮,電流焊接穩(wěn)定性和焊縫成形性,在接下來的試驗(yàn)中,優(yōu)先選用410/400(A)的焊接電流,改變鎢極形式和焊絲直徑,看堆焊層Fe含量能否在規(guī)定范圍。
(2)鎢極形式對(duì)Fe含量的影響:在焊接速度、焊接電流和焊絲直徑都相同的情況下驗(yàn)證鎢極形式對(duì)Fe含量的影響。
鎢極的直徑及其尖端形狀會(huì)影響到電弧的形狀以及電弧能量的分布密度,從而影響到堆焊成形,鎢極的直徑往往根據(jù)焊接電流的大小選擇。在堆焊前,應(yīng)該把鎢極端部打磨得具有一定的錐度,且尖端帶有鈍邊。錐度較小時(shí),焊接電弧燃燒較穩(wěn)定,得到的焊縫熔寬較小而熔深較大,鎢極容易燒損;錐度較大時(shí),得到的焊縫熔寬較大而熔深較小,鎢極雖然不易燒損,但是電弧容易飄移,導(dǎo)致焊接過程不穩(wěn)定而影響焊縫成形。通過大量探索試驗(yàn),發(fā)現(xiàn)當(dāng)鎢極錐角為30°時(shí),電弧穩(wěn)定且鎢極不易燒損。本次試驗(yàn)以30°為錐角,研究鈍邊直徑對(duì)堆焊層Fe含量的影響,鎢極打磨效果示意圖如下:
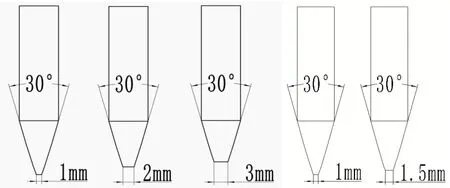
圖2 (a)一槍鎢極形式打磨效果 (b)二槍鎢極形式打磨效果
以下為本次試驗(yàn)結(jié)果:
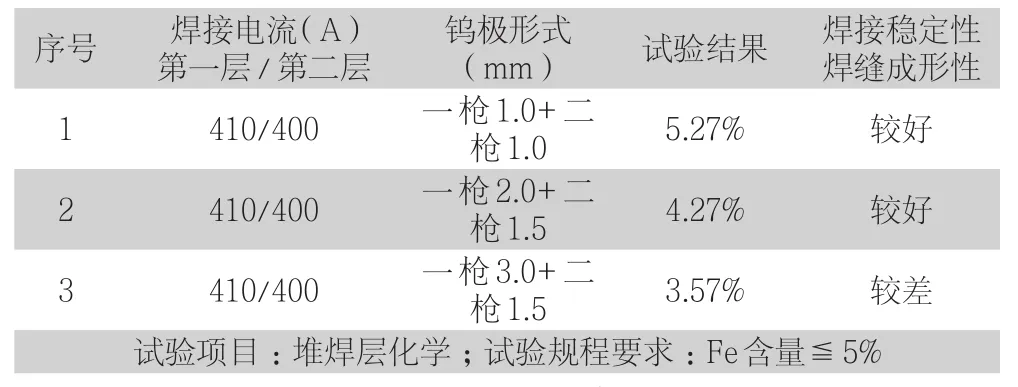
表5 鎢極形式對(duì)堆焊層Fe含量的影響
由以上試驗(yàn)結(jié)果分析,在其它變量相同的情況下,鎢極形式對(duì)Fe含量有很大影響,一般來說鎢極鈍邊直徑越小,焊接時(shí),電弧挺度越大,電流越集中,碳鋼母材的熔深越大,堆焊層的Fe含量也就越高。在本次試驗(yàn)中,一槍的鎢極鈍邊由1mm~3mm變化,二槍的鎢極鈍邊由1mm~1.5mm變化,由實(shí)驗(yàn)數(shù)據(jù)可以看出,一槍3.0+二槍1.5的效果最好,F(xiàn)e含量只有3.57%,相比一槍1.0+二槍1.0的Fe含量明顯降低,但考慮到電弧燃燒的穩(wěn)定性、焊縫的成形性以及鎢極壽命的長(zhǎng)短,綜合考慮,打磨時(shí)鎢極鈍邊直徑為一槍2.0+二槍1.5左右最合適。同時(shí)也說明焊接電流選擇在400A左右可行。
(3)焊絲直徑對(duì)Fe含量的影響:保證焊接速度、焊接電流和鎢極形式在最優(yōu)的情況下驗(yàn)證焊絲直徑對(duì)Fe含量的影響。
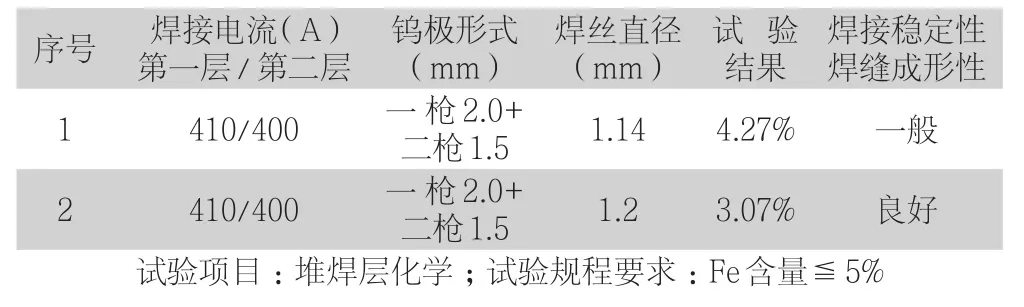
表6 焊絲直徑對(duì)堆焊層Fe含量的影響
由以上試驗(yàn)結(jié)果說明,在其它變量相同的情況下,1.2的焊絲相比1.14的焊絲效果明顯好了很多,F(xiàn)e含量?jī)H有3.07%,說明焊絲直徑對(duì)堆焊層Fe含量的影響很大,理論分析,焊絲直徑越大,電弧熱量分配到焊絲的比例越多,分配到碳鋼母材的比例越小,熔化碳鋼母材的比例也就越小,碳鋼中的Fe熔入到堆焊層的就越少,堆焊層的稀釋率就會(huì)越低[4]。
5 新工藝堆焊層性能測(cè)試結(jié)果
5.1 堆焊層鐵元素稀釋率對(duì)比
從堆焊層外表面開始取樣,試樣規(guī)格為50mm×50mm×2mm,采用直度光譜分析法對(duì)堆焊層Fe元素含量進(jìn)行測(cè)量,測(cè)量結(jié)果如表8,與改進(jìn)前的Fe元素含量對(duì)比,堆焊層的Fe元素含量均符合標(biāo)準(zhǔn)要求[5]。

表7 堆焊層Fe元素含量改進(jìn)前后對(duì)比測(cè)量表
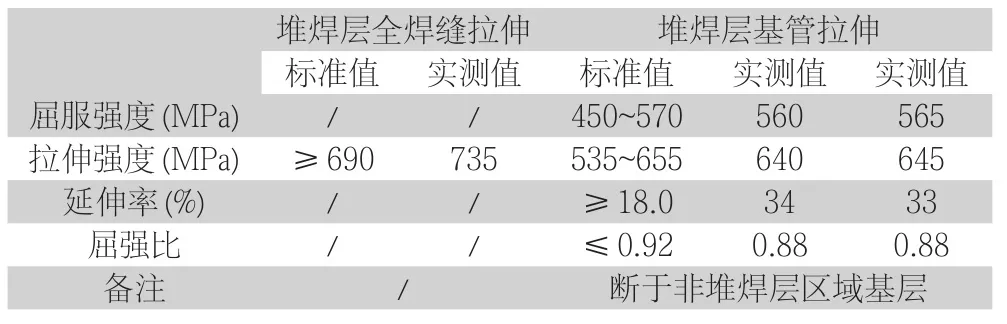
表8 拉伸試驗(yàn)結(jié)果
5.2 新工藝堆焊層其它性能測(cè)試結(jié)果
(1)外觀檢驗(yàn)以無(wú)損檢驗(yàn)
根據(jù)堆焊檢測(cè)標(biāo)準(zhǔn),首先進(jìn)行堆焊外觀檢驗(yàn),堆焊層表面呈規(guī)則魚鱗狀波紋,沒有咬邊,裂紋和氣孔,按DNVOS-F101《海底石油管線》以及公司編訂的《整管堆焊無(wú)損檢驗(yàn)工藝規(guī)范》進(jìn)行了RT、PT和UT檢測(cè),結(jié)果為Ⅰ級(jí)合格。
(2)拉伸試驗(yàn),根據(jù)《DNV-OS-F101》要求進(jìn)行測(cè)試,拉伸試驗(yàn)結(jié)果如表所示。
(3)夏比沖擊試驗(yàn)
夏比沖擊試驗(yàn)的試樣規(guī)格10mm×10mm×55mm,試驗(yàn)溫度-29℃,缺口類型KV8,具體試驗(yàn)結(jié)果如表10。
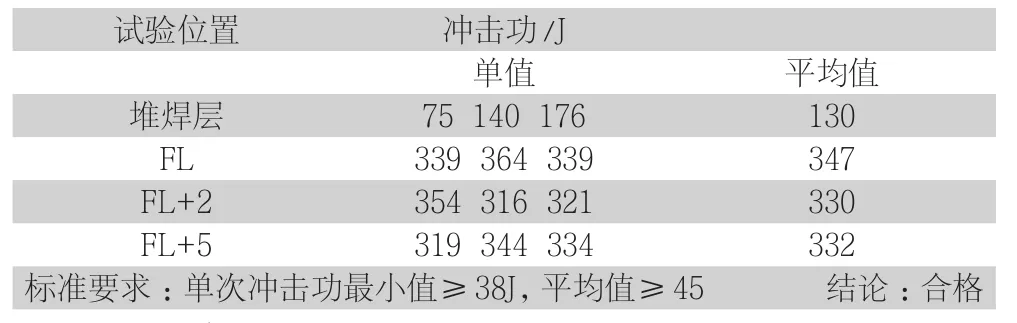
表9 夏比沖擊試驗(yàn)結(jié)果

表10 硬度值
(4)側(cè)彎試驗(yàn)
取4個(gè)試樣,按照ASTM A370-17a標(biāo)準(zhǔn)要求,進(jìn)行測(cè)彎試驗(yàn),彎曲試驗(yàn)的試樣規(guī)格為180mm×24mm×10mm,彎曲角度180°,彎心直徑50mm,試驗(yàn)結(jié)果未發(fā)現(xiàn)開口缺陷,證明合格。
(5)硬度
對(duì)復(fù)合管的堆焊層按照?qǐng)D4所示進(jìn)行硬度分析,結(jié)果滿足要求。

圖3 堆焊效果示意圖
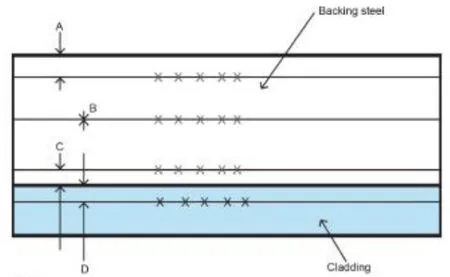
圖4 硬度分析示意圖
(6)金相組織
圖3所示為復(fù)合管整管堆焊后金相組織圖片,從圖5(a)可以看出,堆焊層與碳鋼母材在界面處形成致密的冶金結(jié)合,在堆焊層與碳鋼層結(jié)合的界面處沒有出現(xiàn)氣孔、裂紋以及熔合不良的冶金缺陷,圖5(b)為堆焊層金相組織,堆焊層組織為枝晶狀?yuàn)W氏體,晶界無(wú)碳化物,氮化物和金屬間化合物,組織細(xì)小、分布均勻,無(wú)氣孔、裂紋、未熔及其他夾雜物,熔合良好。
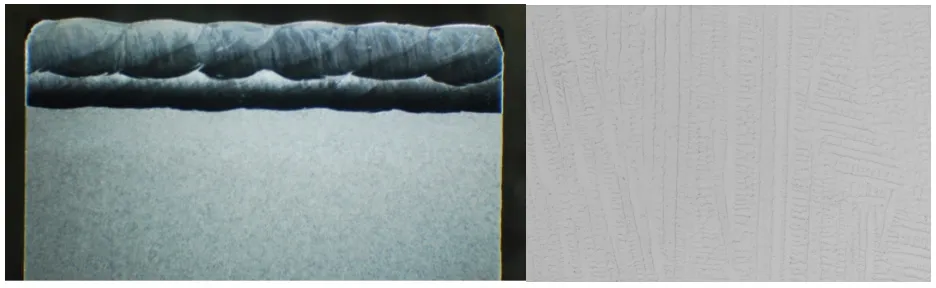
圖5 (a)堆焊層與母材區(qū) (b)堆焊層
(7)腐蝕試驗(yàn)
首先,按照ASTM G28A硫酸鐵-硫酸試驗(yàn)方法取三個(gè)堆焊層試樣進(jìn)行120h晶間腐蝕試驗(yàn)。試樣從腐蝕溶液中取出后,用蒸餾水和去離子水進(jìn)行清洗,干燥,稱重,按照ASTM G28標(biāo)準(zhǔn)公式計(jì)算試樣的平均腐蝕速率結(jié)果為0.64mm/year,符合標(biāo)準(zhǔn)要求。
此外,依據(jù)ASTM G48A取堆焊層3個(gè)試樣進(jìn)行24小時(shí)晶間腐蝕試驗(yàn),試樣從腐蝕溶液取出后,清潔干燥,稱重,按照ASTM G28標(biāo)準(zhǔn)公式計(jì)算試樣的平均腐蝕速率結(jié)果為0.0247g/m2,符合標(biāo)準(zhǔn)要求;放在20倍放大鏡下觀察,三個(gè)試樣外表面均無(wú)晶間腐蝕而產(chǎn)生的裂紋,表面未見點(diǎn)蝕,試驗(yàn)結(jié)果合格。理論分析,由于焊材含有大量Cr、Ni、Mo等微量元素,且堆焊層稀釋率較低,有效防止了晶間腐蝕的發(fā)生[6]。
6 結(jié)論
整管堆焊引起Fe含量超標(biāo)的原因主要有,焊絲直徑,焊接電流,鎢極形式,故在堆焊時(shí)應(yīng)該綜合考慮三者的匹配性,選擇合理的焊接工藝參數(shù);焊絲直徑的大小對(duì)于Fe含量的影響很大,條件允許下優(yōu)先選用直徑較大的焊絲;焊接電流越大,堆焊層稀釋率越大,堆焊層Fe含量越高,在堆焊中應(yīng)該在考慮焊接穩(wěn)定性、焊縫成形性的基礎(chǔ)上控制合理的焊接電流;鎢極形式對(duì)焊接時(shí)電弧的挺度、熔深等有很大影響,鎢極形式應(yīng)該綜合考慮與焊接電流等的匹配性,在錐度確定的情況下,鎢極鈍邊越大,堆焊層稀釋率越低。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
