Lyocell纖維紡絲漿粕溶解性的影響因素分析
2021-11-03 01:40:58潘憶樂錢麗穎徐紀剛何北海李軍榮
紡織學報 2021年10期
潘憶樂,錢麗穎,徐紀剛,何北海,李軍榮
(1.華南理工大學 輕工科學與工程學院,廣東 廣州 510640;2.中國紡織科學研究院有限公司 生物源纖維制造技術國家重點實驗室,北京 100025)
以N-甲基嗎啉-N-氧化物(NMMO)為溶劑制備Lyocell纖維是一種不經化學反應生產再生纖維素纖維的工藝,生產的纖維具有物理力學性能優良、舒適性好、混紡性能優異、手感柔軟等優點[1-2]。NMMO是一種非毒性、非衍生化和環境友好的纖維素溶劑,其水溶液對纖維素的溶解速度快、溶解度高。Lyocell纖維生產工藝簡單環保,加工過程中無毒害物質產生,且99%的溶劑可回收再利用。在國內Lyocell纖維工業生產中,為滿足紡絲漿粕高溶解性和紡絲液高品質的要求,絕大部分Lyocell纖維的紡絲原料只能由國外進口,這成為制約國內Lyocell纖維產業發展的重要瓶頸。
Lyocell纖維的生產原料是溶解漿,其α-纖維素含量很高(>90%),半纖維素及木質素含量較低。原生木材經過多段化學處理后才能成為溶解漿[3],其α-纖維素、木質素、灰分含量以及聚合度與結晶度都會影響纖維在NMMO溶劑中的溶解性,這對溶解漿的質量提出了極高的要求。溶解漿在經過預處理后,與NMMO水溶液充分混合并減壓處理,制成纖維素/NMMO紡絲原液。整個過程中溶解漿的質量直接決定Lyocell纖維產品的性能[4],因此,對不同溶解漿在NMMO中溶解性差異的分析,有助于生產適用于Lyocell纖維紡絲加工的溶解漿,同時打破國外技術瓶頸,降低原料成本。
現階段國內外對Lyocell纖維的研究主要集中在纖維素/NMMO溶液可紡性[5-6]以及Lyocell纖維功能化[7-8]等方面,缺乏從溶解漿的組分、纖維形態和結構等因素探究其對溶解性的影響。本文測定了4種溶解漿在NMMO中的溶解過程,通過對比溶解漿的化學組成、聚合度、結晶度、木質素分布和纖維形態等參數,探討各因素對其溶解性的影響,明確造成溶解漿溶解性差異的根本因素,為Lyocell纖維原料的選擇做出指導,同時為溶解漿廠提升產品質量提供新方向。
1 實驗部分
1.1 實驗材料
4種針葉木溶解漿分別由美國、中國福建、奧地利以及瑞典的溶解漿廠提供,命名為DPMG、DPFJ、DPADL、DPRD。N-甲基嗎啉-N-氧化物一水合物,購于阿拉丁試劑公司;氫氧化鈉、乙酸、鹽酸、沒食子酸丙脂以及銅乙二胺標準溶液,購于麥克林試劑公司。實驗過程用水為自制去離子水。
1.2 溶解性測定
采用干法工藝測定溶解漿的溶解性。取0.1 g(絕對干燥)溶解漿和5 g NMMO(含水率為13.3%)于10 mL圓底燒瓶中,加入一定量沒食子酸丙酯,在90 ℃、減壓條件下攪拌溶解1~2 h。每間隔一定時間用膠頭滴管吸取1滴溶液,滴在載玻片中央,用蓋玻片蓋好后,采用DP22型偏光顯微鏡觀察其溶解性。
1.3 化學組分測定
按照GB/T 744—2004《紙漿 抗堿性的測定》,測定溶解漿中α-纖維素的含量。
按照GB/T 742—2008《造紙原料、紙漿、紙和紙板灰分的測定》,采用Wi 90166型馬弗爐測定溶解漿中灰分的含量。
按照GB/T 8943.2—2008《紙、紙板和紙漿 鐵含量的測定》,采用UV-1900型紫外-可見分光光度計測定溶解漿中的鐵含量。
1.4 聚合度測定
按照GB/T 1548—2004《紙漿 黏度的測定》,采用1835型烏氏黏度計(毛細管直徑為(0.84 ± 0.05)mm),以銅乙二胺為溶劑測定纖維素的聚合度。
1.5 結晶度測定
采用X′pert Powder型多位自動進樣X射線衍射儀測定溶解漿的結晶度。工作條件為:CuKa衍射,管電壓40 kV,掃描范圍(2θ)10°~40°。結晶度(Xc)的計算采用峰強度法[9],通過圖譜上相應位置的衍射峰強度進行計算,其公式為
式中:I002為(002)晶面衍射強度;Iam為無定形區衍射強度。根據經驗I002為2θ為22.0°的衍射強度,Iam為2θ為18.0°的衍射強度。
1.6 纖維形態測定
取0.3 g(絕對干燥)溶解漿于疏解杯中,加入300 mL去離子水充分疏解,然后稀釋至500 mL,采用MORFI Compact型纖維分析儀對纖維的重均長度、粗度、細小纖維含量以及彎曲指數進行分析。
另取少量疏解后的溶解漿烘干,用導電膠將其固定在樣品臺上,鍍金后在EVO 18型掃描電子顯微鏡下觀察樣品的表面形貌和纖維結構。
1.7 木質素分布測定
用滴管吸取1~2滴已充分疏解的漿料,放在載玻片中央。待水分揮發后蓋上蓋玻片并用透明膠帶密封4圈,利用TCS-SP5型激光共聚焦顯微鏡觀察。實驗條件:40倍物鏡,405 nm激發光,激光強度為50%。
2 結果與討論
2.1 溶解漿的溶解過程
在溶解漿的溶解過程中,NMMO試劑首先滲透至纖維的無定形區使纖維發生溶脹,然后擴散到纖維的晶格中將其完全溶解。未完全溶解的纖維保留部分結晶形態,在偏光顯微鏡中呈現亮點。圖1示出DPFJ在NMMO中的溶解過程。由圖1(a)可知,纖維本身存在偏光現象。

圖1 DPFJ在NMMO中的溶解過程Fig.1 Dissolution process of DPFJ in NMMO.(a)Initial stage;(b)Suspension stage;(c)Swelling stage;(d)Dissolution stage
溶解漿的溶解主要經歷3個階段:懸浮階段、溶脹階段和溶解階段。在懸浮階段,NMMO溶劑通過半透性壁滲透進纖維的無定形區,纖維相互分離,這導致纖維發生一定程度的膨脹,并改變其結構。在溶脹階段,隨著纖維內部NMMO濃度的增加,NMMO與纖維的結晶區開始相互作用,纖維發生均勻或非均勻的溶脹。在均勻溶脹過程中,纖維發生均勻膨脹而不破壞纖維的次生層(方框部分),溶解時間短;而在非均勻溶脹過程中,纖維的次生層被破壞(圓圈部分),出現“氣球現象”[10]。在溶解階段,隨著NMMO溶劑更多地滲透進纖維內部,“氣球”不斷膨脹,直至以最大直徑爆裂,導致纖維素鏈的斷裂和崩解。分離出來的短鏈纖維素將繼續重復上述3個階段,直至產生均相纖維素/NMMO溶液。與DPFJ的溶解過程相比,其他3種溶解漿的溶解速度各有不同,主要體現在纖維的溶脹程度以及非均勻溶脹纖維所占比例上。
2.2 溶解漿的溶解性差異
圖2示出4種溶解漿在NMMO溶劑中的溶解動態圖,體現了不同溶解漿的溶解性差異。可知,溶解漿的溶解性排序為DPADL≥DPMG>DPRD>DPFJ。進一步區分為:DPMG和DPADL在45~60 min內幾乎完全溶解;DPFJ和DPRD在溶解120 min后仍有部分纖維殘余。

圖2 4種溶解漿在NMMO中動態溶解圖Fig.2 Dynamic dissolution diagram of four dissolving pulps in NMMO
分階段來看,在懸浮階段(0~15 min),4種溶解漿中纖維均發生不同程度的溶脹,此時NMMO滲透至纖維的無定型區,破壞纖維內氫鍵導致其溶脹。纖維溶脹程度主要受結晶度的影響,結晶度越高,NMMO滲透越困難。此外纖維中的木質素能與纖維素發生氫鍵作用,也會減弱纖維溶脹。在溶解15 min時,DPMG和DPADL中部分纖維已經發生溶解,可能是這2種溶解漿的結晶度較低且木質素含量也較低。在溶脹階段,DPMG和DPADL在15~30 min內,NMMO滲透至纖維的結晶區,纖維主要發生均勻溶脹然后快速溶解;DPFJ和DPRD在15~45 min內,纖維主要發生非均勻溶脹,并出現“氣球現象”,隨后斷裂生成短纖。在此階段可以明顯觀察到DPFJ和DPRD中纖維溶解程度遠小于DPMG和DPADL。當溶解時間超過30 min后,DPMG和DPADL進入到溶解階段,視野中纖維幾乎完全溶解。當溶解時間大于60 min 時,DPFJ和DPRD中纖維數量隨著時間的增加不斷減少,但仍有部分殘留。DPFJ和DPRD的溶解性也有所不同,DPRD在溶解45 min時大部分纖維就斷裂成短纖,而此時DPFJ仍以長纖為主。
溶解漿的溶解性差異對Lyocell纖維生產加工具有指導意義,溶解速度快的溶解漿不僅能減少能耗,同時可以降低NMMO溶劑的損耗,從而降低Lyocell纖維生產成本。為探究造成4種溶解漿溶解性差異的原因,對溶解漿的化學組分、纖維聚合度、結晶度以及纖維形態進行深入分析。
2.3 溶解漿組分分析
溶解漿的質量對其在NMMO中的溶解至關重要,Lyocell纖維紡絲漿粕的質量標準[11]為:α-纖維素含量高于96%,聚合度在600~700之間,結晶度較低,灰分含量低于0.08%,鐵離子含量低于12 mg/kg,白度大于85%。表1示出4種溶解漿的主要化學組成及聚合度。可知:4種溶解漿的α-纖維素含量相差不大,均略低于標準;DPADL的聚合度為737,略高于標準;4種溶解漿的結晶度較為接近;DPMG和DPFJ的灰分含量超出標準且DPFJ的鐵離子含量較高;4種溶解漿的白度均大于85%。綜合考慮溶解漿的各項指標可以認為,4種溶解漿均滿足Lyocell纖維紡絲漿粕的質量標準。

表1 4種溶解漿的主要化學組成及聚合度Tab.1 Main chemical composition and degree of polymerization of four dissolving pulps
4種溶解漿的α-纖維素含量分布在92%~94%之間,溶解漿的α-纖維素含量越高,半纖維素及木質素等高分子化合物被去除得越徹底,對纖維的溶解越有利。纖維的聚合度和結晶度分布較均勻,主要集中在650~750和80%~83%范圍內,較低的聚合度及結晶度有利于NMMO對纖維的滲透。在4種溶解漿中,DPMG和DPFJ的灰分含量超出標準,灰分中的難溶物質在NMMO溶劑中易形成膠粒,使纖維發生團聚。在溶解過程中,微量的金屬離子會促進NMMO的分解并產生大量的熱,導致反應失控,因此,溶解漿中的鐵離子含量應盡可能控制在較低范圍。溶解漿的白度在一定程度上可反映纖維中木質素含量,白度越高,則木質素含量越低。
2.3.1 α-纖維素含量的影響
α-纖維素也稱甲種纖維素,是溶解漿的主要成分。一般來說,溶解漿具有高質量分數的α-纖維素(90%~98%),較少量的半纖維素(2%~8%),以及微量的殘余木質素(<0.05%)、有機抽出物、無機鹽等。溶解漿的α-纖維素含量越高,半纖維素以及木質素去除越徹底,同時經過處理的纖維易出現裂縫、溝槽或者空隙,將有利于NMMO的滲透。半纖維素和木質素的存在會阻礙纖維素在溶劑中的分散,增加紡絲液黏度,降低可紡性。由表1可知,4種溶解漿的α-纖維素含量大致相同,其對溶解性的影響應趨于一致。
2.3.2 聚合度及結晶度的影響
高分子化合物的溶解度與分子量有關,一般聚合度越大,其分子量越高,溶解度越小。聚合度高的纖維素分子在溶劑中易纏結,阻礙溶解漿的溶解,但有助于紡絲時纖維的取向[12]。4種溶解漿中DPMG的聚合度高于其他漿,這會導致其溶解度的下降。但在圖2中并沒有發現這一現象,可能是因為聚合度并不是影響溶解性的關鍵因素。
纖維的結晶度是影響溶解漿溶解的重要因素。高結晶度的纖維其分子鏈排列緊密、自由能低,會阻礙溶劑向纖維內部滲透[13]。DPFJ的結晶度最高,是導致其溶解性較差的原因之一。圖3示出4種溶解漿的X射線衍射圖。可知,4種溶解漿中纖維素均為天然的纖維素Ⅰ型結構,不存在因纖維晶型結構不同而對溶解性造成影響。

圖3 4種溶解漿的X射線衍射圖Fig.3 X-ray diffraction patterns of four dissolving pulps
在Lyocell纖維紡絲工藝中,所用溶解漿的聚合度越大、結晶度越高,其在NMMO中溶解效果越差,制備的紡絲液質量差異也越大,更易造成噴頭堵塞等問題,因此,聚合度及結晶度適中的DPMG和DPRD更適合作為Lyocell纖維紡絲漿粕。
2.3.3 灰分及金屬離子含量的影響
溶解漿中灰分及金屬離子含量不高,灰分中的難溶物質在NMMO溶劑中易形成膠粒,使纖維發生團聚;微量的金屬離子(尤其是Fe3+和Cu2+)對反應起催化作用,會促進NMMO的分解,從而導致紡絲液黏度下降,可紡性變差。同時,NMMO分解的產物會進一步促進紡絲液的加速分解[4]。紡絲液的劇烈分解會產生大量的熱和可燃性物質,若失控則會導致爆炸。DPMG、DPADL和DPRD的鐵離子含量較低,可以較好地保證生產的安全性。
2.3.4 木質素分布的影響
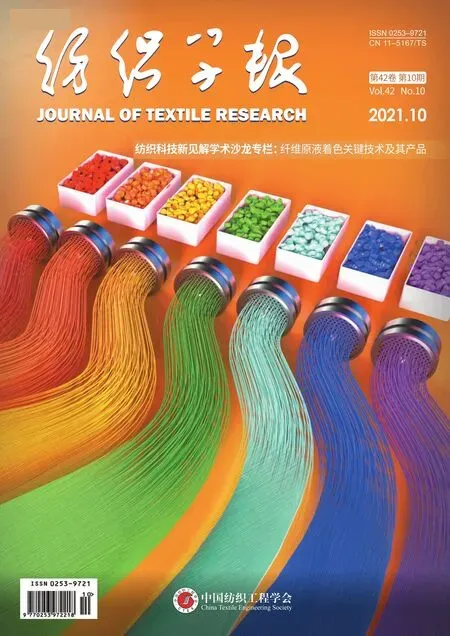
溶解漿的白度可在一定程度上反映出纖維中木質素的含量,但無法得出具體的木質素含量。由于漂白溶解漿中殘余木質素含量一般小于0.05%,常規定量測試會產生較大的誤差。木質素化學結構中含有較多共軛結構單元,其在紫外光的激發下會發出藍綠色熒光。而激光掃描共聚焦顯微鏡(LSCM)能夠通過激光束的掃描對物體表面進行無損探測,并直接給出表面的三維圖像、各斷層的二維圖像和截面輪廓圖[14],因此,可以選用405 nm激光波長直接在LSCM中觀察木質素在纖維上的分布。圖4示出4種溶解漿的LSCM圖像。結合表1中的白度數據可得,4種溶解漿中DPFJ的木質素含量最高,DPMG以及DPADL中幾乎無木質素存在。
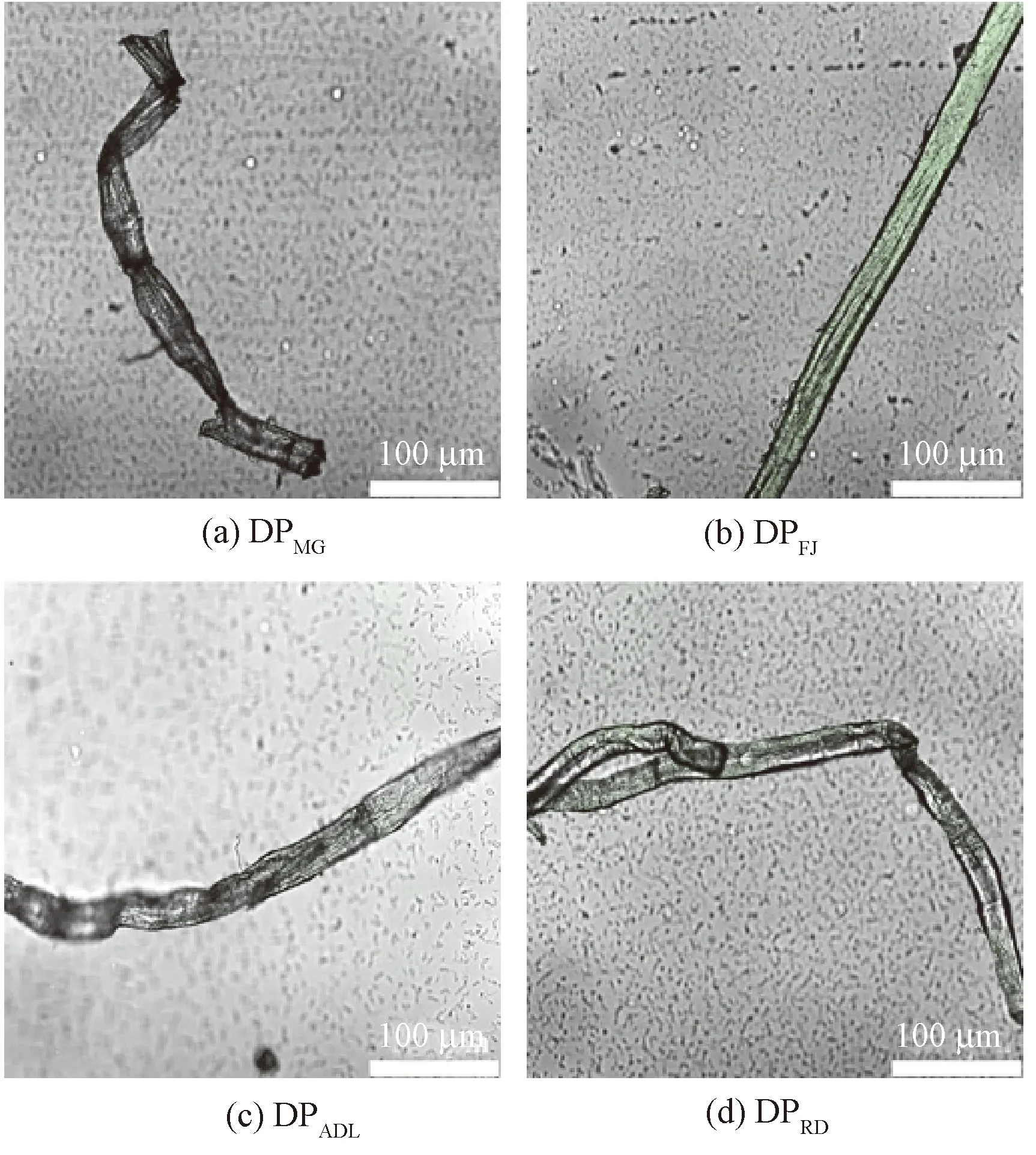
圖4 4種溶解漿的LSCM圖像Fig.4 LSCM images of four dissolving pulps
木質素對溶解漿溶解性的影響主要有3個方面。一是減弱纖維的溶脹。在蒸煮、漂白和洗滌等過程中,部分脫除的木質素可再沉積到纖維表面[15-16],與纖維素通過氫鍵結合。這減弱了纖維素與NNMO的氫鍵作用,降低纖維溶脹程度。二是阻礙NMMO的滲透。木質素易與碳水化合物形成具有網狀結構的復合物,在細胞壁以及纖維表面生長和沉積[17]。由于木質素的疏水性,NMMO水溶液難以滲透進纖維內部。三是促進紡絲液的凝膠化。在溶解漿的溶解過程中,隨著時間的延長或溫度的升高,體系內優先出現纖維素之間的相互作用,而不是纖維素與溶劑的相互作用,從而導致溶液微相分離和凝膠化[18]。木質素之間存在靜電排斥,有助于形成富含纖維素和缺乏纖維素的區域,從而導致纖維素-木質素微相分離、促進凝膠化,因此,溶解漿中的木質素含量雖然很低,但其對溶解漿溶解性仍起重要作用。
由前文可知,DPRD的溶解性遠小于DPMG,而二者的化學組分卻十分相近,其中DPRD的聚合度、結晶度和灰分含量均低于DPMG,但這對纖維溶解是有利的。而DPRD的木質素含量遠高于DPMG,這說明木質素才是影響溶解漿溶解性的關鍵因素。此外,對比DPFJ與DPRD的溶解過程能發現,DPRD在溶解45 min后大部分纖維就斷裂成短纖,而DPFJ在溶解60 min后才發生斷裂,這也可能是因為二者木質素含量的不同。
2.4 纖維形態分析
在纖維形態方面主要有纖維長度、細小纖維含量及彎曲指數等參數影響溶解漿溶解性。纖維的長度越長,在溶脹階段更多發生非均勻膨脹,導致由“氣球破裂”產生的短鏈纖維素增多,纖維溶解時間增加。同時,溶解漿中纖維的彎曲程度越大,溶解漿整體越疏松,纖維在NMMO溶劑中會更快分散和溶解[19]。表2示出4種溶解漿的纖維形態參數。可知,DPFJ的重均長度遠大于其他3種溶解漿,且其纖維彎曲指數小于其他溶解漿,這導致溶解漿在懸浮階段難以分散,不利于纖維的溶解。細小纖維的聚合度通常較低,更易被NMMO滲透溶解。DPMG和DPADL中的細小纖維含量較高,溶解漿在懸浮階段就可能發生溶解。但細小纖維也易在NMMO溶劑中形成膠粒,不利于制取均勻、穩定的紡絲液。

表2 4種溶解漿的纖維形態參數Tab.2 Morphological parameters of four dissolving pulp fibers
4種溶解漿內纖維的長度分布如圖5所示。可知,4種溶解漿內纖維主要集中在1.09~2.50 mm之間,其中DPMG所占比例最高為45.3%。DPADL中纖維長度分布均勻,長度在0.20~0.46、0.47~1.08、1.09~2.05以及大于2.50 mm的纖維比例分別為20.9%、25.9%、31.2%、22.1%。DPFJ中纖維長度大于2.50 mm的比例最大,與表2一致。對比DPMG以及DPRD可發現,二者的纖維長度分布近乎相同。4種溶解漿內纖維的SEM照片如圖6所示。可知,DPMG中纖維表面存在明顯的裂縫和孔洞,而其他3種溶解漿表面較光滑平整。對比DPMG和DPADL的溶解過程可以發現,DPADL的聚合度雖然較高,但其溶解性優于DPMG,這可能是由于纖維長度分布均勻造成的。

圖5 4種溶解漿內纖維長度分布Fig.5 Fiber length distribution in four dissolving pulps
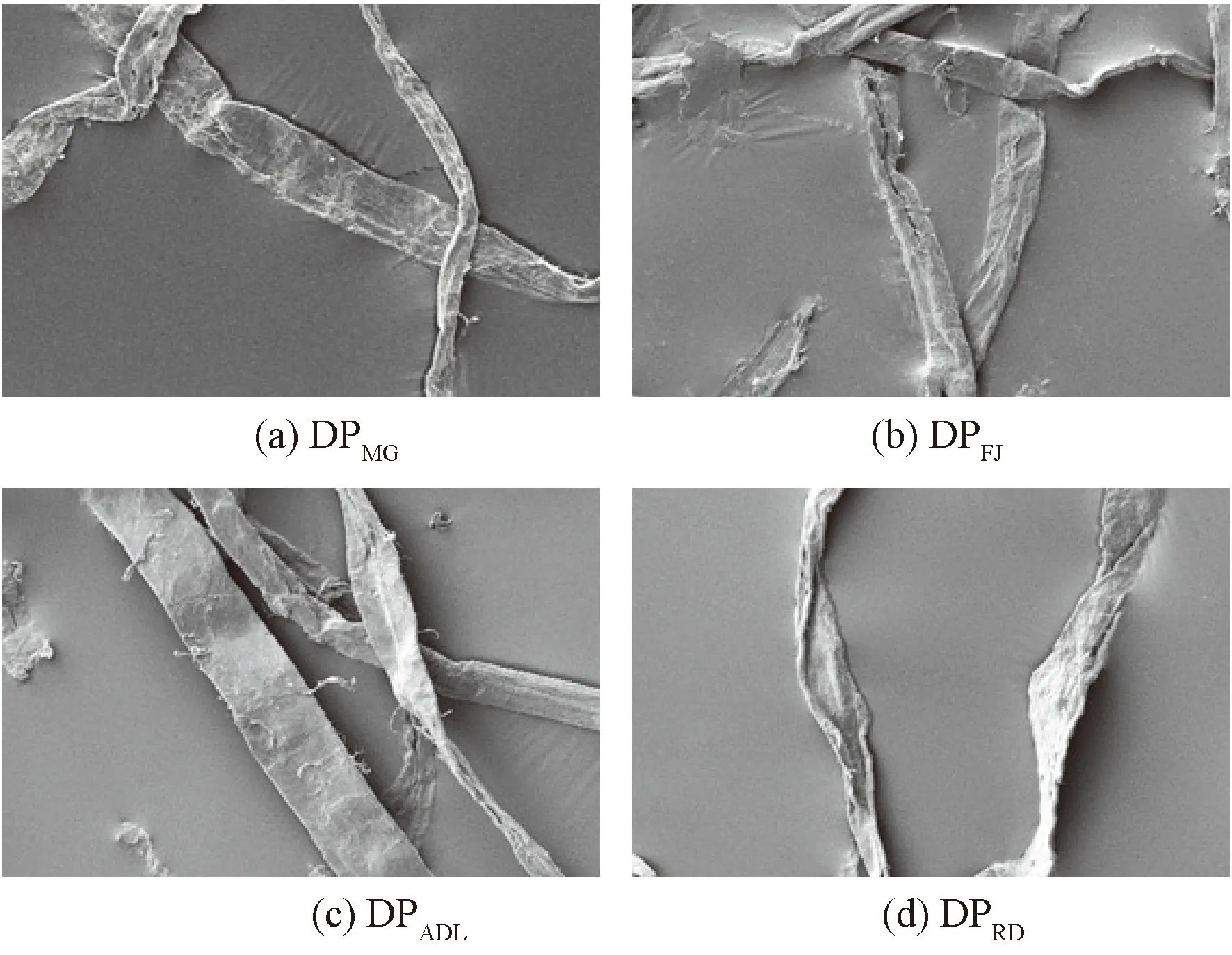
圖6 4種溶解漿的纖維形貌掃描電鏡照片(×300)Fig.6 SEM images of fiber morphology of four dissolving pulps(×300)
3 結 論
Lyocell纖維紡絲工藝的主要原料是溶解漿,其溶解性決定紡絲液的質量。通過研究不同溶解漿在NNMO溶劑中的溶解過程和溶解性差異,同時測定溶解漿的化學組成、聚合度與結晶度、木質素分布以及纖維形態等參數,可以得出以下結論:
1)溶解漿的溶解主要經歷3個階段:懸浮階段、溶脹階段以及溶解階段。溶解漿在不同階段消耗的時間不同導致其溶解性的差異。主要體現在溶脹階段纖維發生非均勻溶脹的比例越大,纖維斷裂成短纖的數量越多,溶解時間越長。
2)當溶解漿質量符合標準時,纖維表面木質素含量對溶解漿溶解起主要作用。微量的木質素通過吸附作用沉積在纖維表面,減弱纖維的溶脹,阻礙NMMO溶劑滲透,增加纖維溶解時間。