淺析汽車電泳漆膜的縮孔與針孔
2021-11-10 02:05:57王曉莉
科學與生活 2021年17期
王曉莉
電泳涂裝是汽車車身及零部件防腐防銹的重要工藝環節,汽車涂層主要由底漆涂膜和面漆涂膜兩大組成,涂膜的主要作用是防腐蝕性能和裝飾性。磷化電泳復合層涂膜是汽車涂層最里面的一層涂膜,即底漆涂膜,其主要功能是防腐蝕性;面漆涂層指涂于工件最外層的涂膜,是涂層組合中可見的部分,起著標志和保護底材的作用,主要功能是抗老化和具有裝飾性。
磷化電泳復合層的底漆涂膜過程中的縮孔與針孔現象是電泳漆膜的兩大弊病,其直接影響電泳漆膜的防腐蝕性能,電泳漆膜縮孔與針孔的產生破壞了漆膜的完整性,造成車體局部部位或零件因不上電泳漆而生銹,導致漆膜的防腐蝕性能嚴重喪失。
1 電泳涂裝的基本原理
電泳涂裝即磷化電泳復合層的底漆涂膜過程,是將具有導電性的被涂部件浸漬在裝滿電泳涂料的泳槽中,并在泳槽中布置與被涂物相對應的電極管束,在直流電源的作用下,產生一系列的物理化學變化,經過一段時間后,被涂物上析出水不溶性均一涂膜的涂裝方法。根據被涂物連接電極的不同,可分為陽極電泳法(AED)和陰極電泳法(CED),現代汽車生產過程中多采用陰極電泳法,即將車身作為被涂物連接到電源陰極。電泳涂裝是一個復雜的電化學反應過程,其過程主要伴隨著電泳、電解、電沉積、電滲四種化學物理過程。
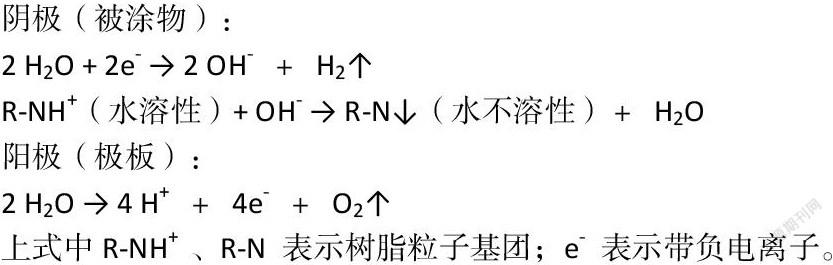
電泳涂裝過程要使用電泳漆,電泳漆又稱水溶性涂料,電泳漆與蒸餾水按一定比例進行稀釋后使用。比如鐵紅環氧電泳漆,該電泳漆是由改性環氧樹脂、丁醇、乙醇胺、滑石粉和鐵紅等物質組成。電泳漆與蒸餾水混合后,在直流電場的作用下,即分離成帶正電荷的陽離子和帶負電荷的陰離子,以陰極電泳為例,樹脂和顏料粒子為帶正電荷的陽離子向陰極移動,陰極表面產生氫氣,陽極表面產生氧氣,涂料粒子向車身表面運動并經過電化學反應最終實現涂膜。涂膜形成的主要反應如下:
陰極(被涂物):
上式中R-NH+ 、R-N 表示樹脂粒子基團;e- 表示帶負電離子。
2 電泳漆膜形成的縮孔或陷穴
由外界因素造成被涂物表面、磷化膜或電泳濕漆膜上附有塵埃、油污等,或在漆膜中混有與電泳涂料不相溶的粒子,它們成為縮孔中心,并造成烘干初期的流展能力不均衡而產生火山口狀的凹坑,直徑通常為0.5~3.0mm,露底的稱為縮孔,不露底的稱為陷穴。
2.1 縮孔產生的原因
①電泳槽液中混有油分、灰塵等異物,油漂浮在泳槽液表面或塵乳化在泳槽液中。②被涂工件被異物污染,比如灰塵、運輸鏈上掉落的潤滑油、油性鐵粉、面漆塵埃、吹干用的壓縮空氣中的油污等等。③前處理脫脂不良、磷化膜上有油污。④被涂工件表面在電泳成膜的過程中受其表面的氣體影響,電泳涂料不均勻,產生收縮即氣泡性露底縮孔。⑤電泳后沖洗時清洗液中混入油分、灰塵等異物,或純水的純度差。⑥泳槽液內顏基比失調。⑦補給涂料或樹脂中有不溶解粒子造成溶解不良。⑧烘干爐內不凈或循環風內含油分。等等。
2.2 解決縮孔的措施
①在泳槽液循環系統中設立除油過濾袋,以除去污物。②保持涂裝環境潔凈,運輸鏈、掛具要清潔,所用壓縮空氣應無油,防止灰塵、面漆塵霧和油污落到被涂工件上,帶油污和灰塵的被涂工件不允許進入電泳槽。③前處理的脫脂工序要加強管理,確保磷化膜上無污染。④消除電泳槽液中的氣泡,同時調整設備和工藝控制,控制電泳反應產生的H2量,確保槽液表面流速,調整泳槽內的噴嘴,令其有針對性的噴射槽液到凹陷部位并帶走氣泡。⑤保持電泳后沖洗水質,加強清洗液的過濾,在沖洗后至烘干爐之間要設防塵通廊。⑥保持電泳槽的正確顏基比及溶劑含量等。⑦補加新漆時應攪拌均勻,確保溶解、中和好,并過濾。⑧保持烘干室和循環熱風的清潔,開始升溫不宜過急,有慢變快。
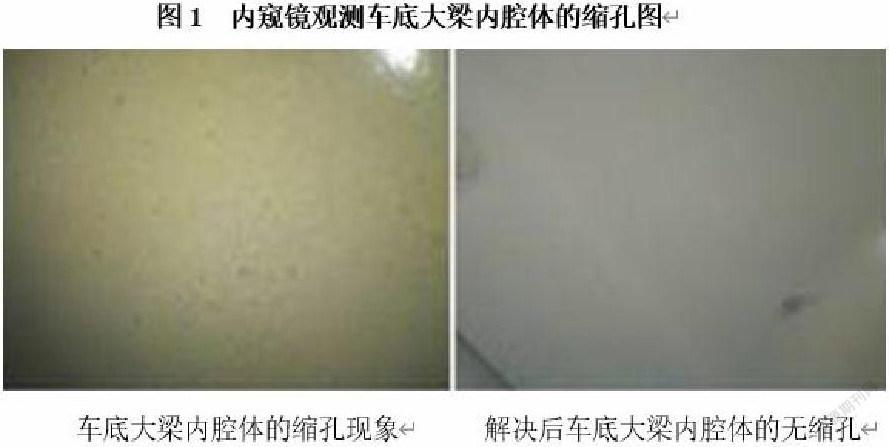
車底大梁內腔體的縮孔現象解決前后效果對比,用內窺鏡觀測見圖1。
3 電泳漆膜形成的針孔
針孔即在電泳漆膜上產生針狀小凹坑現象,它與縮孔(陷穴)的區別是凹坑的中心部一般有成為核心的異物,凹坑的周圍是漆膜堆積凸起。
3.1 針孔產生的原因
①再溶解性針孔,被泳涂在工件表面的濕漆膜在電泳后沖洗不及時,被漆膜再溶解而產生針孔。②氣體針孔,在電泳過程中,由于電解反應激烈,產生氣泡過多脫泡不良。③因槽液溫度偏低或攪拌不充分,造成漆膜泡在烘干過程中破裂而出現針孔。④帶電入槽階梯式針孔,發生在帶電入槽階梯弊病程度嚴重的場合下,針孔沿入槽斜線露出底板。在帶電入槽場合下也會產生氣泡針孔,由于槽液對物體表面浸潤不良,使一些氣泡被封閉在漆膜內或是槽液表面的泡沫附著在工件表面上形成氣泡針孔,易產生在被涂工件的下部。⑤水洗針孔,濕膜電滲不夠或沖洗水壓過大。
3.2 解決針孔的措施
①工件表面經泳涂成膜后,離開槽液應立即用超濾液或純水沖洗,以消除再溶解性針孔。②在電泳過程中,嚴格控制工藝條件,控制好電解反應速率,及時脫去過多氣泡。③在磷化膜孔隙率高的情況下容易產生氣泡,一定要遵守工藝規定的溫度,陰極電泳一般為28~30℃范圍。④為消除帶電入槽的階梯式針孔,要求槽液表面的流速大于0.2m/s,以消除堆積泡沫,在帶電入槽的通電式生產時,防止運輸鏈速度過低。⑤為消除水洗針孔,要保證漆膜電滲性好,控制槽內溶劑含量不能過高及雜質離子的含量,以及獲得致密的漆膜后,沖洗的水壓不可高于0.15MPa。
總之在電泳涂裝時,從工藝管理上應控制漆液中雜質離子的濃度,對各種離子的含量要控制在規定的范圍之內,要求定期化驗槽內各種離子濃度,如超標要排放超濾液,對極液也要控制在規范之內。
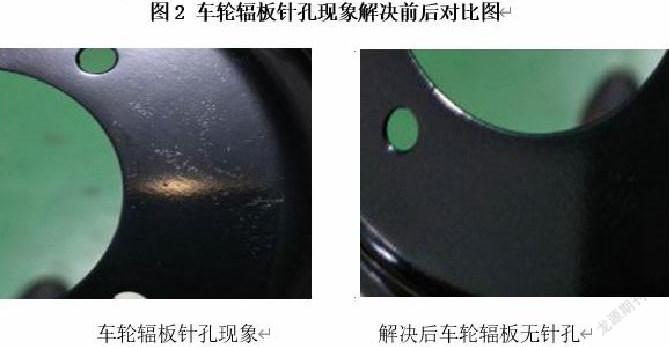
車輪輻板針孔解決前后對比圖,見圖2。
4 結語
通過本項目的研究使電泳涂膜質量得到了較好的改善,涂膜質量大為提高,有利于提升車身的防腐抗銹性能,對改善車身疲勞強度和碰撞安全都有重要意義,對實際生產具有指導意義。