高壓液壓組合安全球閥關鍵技術研發及產業化
2021-11-17 06:58:56梁譯文汪啟元劉帥吳若浦吳怡馬勰馬修水楊吉軍浙大寧波理工學院寧波財經學院寧波天祥新華液壓有限公司
電子世界 2021年20期
梁譯文汪啟元劉 帥吳若浦吳 怡馬 勰馬修水楊吉軍(.浙大寧波理工學院;.寧波財經學院;.寧波天祥新華液壓有限公司)
高壓液壓組合安全球閥具有流體阻力系數小、結構簡單可靠、維修方便、開關迅速、不容易使密封面侵蝕與磨損、閥門口徑可調范圍大等優點,在國防、石油化工、醫藥等行業廣泛應用。但是,隨著液壓機床、工程機械、冶金工程、海洋工程裝備等高端市場的需求,對高壓液壓組合球閥安全性提出了更高的要求。長期以來,高端高壓液壓組合球閥生產技術受發達國家壟斷,成為制約我國液壓機床、工程機械、海洋工程裝備等發展的瓶頸,急需進行技術攻關,解決“掐脖子”技術難題。
本文研究一種集球閥、截止閥、溢流閥功能于一體的高壓液壓組合安全球閥,對其結構設計、生產工藝、檢測等關鍵技術進行攻關,實現產業化。
1 產品結構
該產品由球閥、溢流閥、截止閥組成,通過理論與實驗研究氣蝕與空化對球閥壽命的影響,對球閥、溢流閥、截止閥綜合集成優化,提高了整機性能,產品結構如圖1所示。
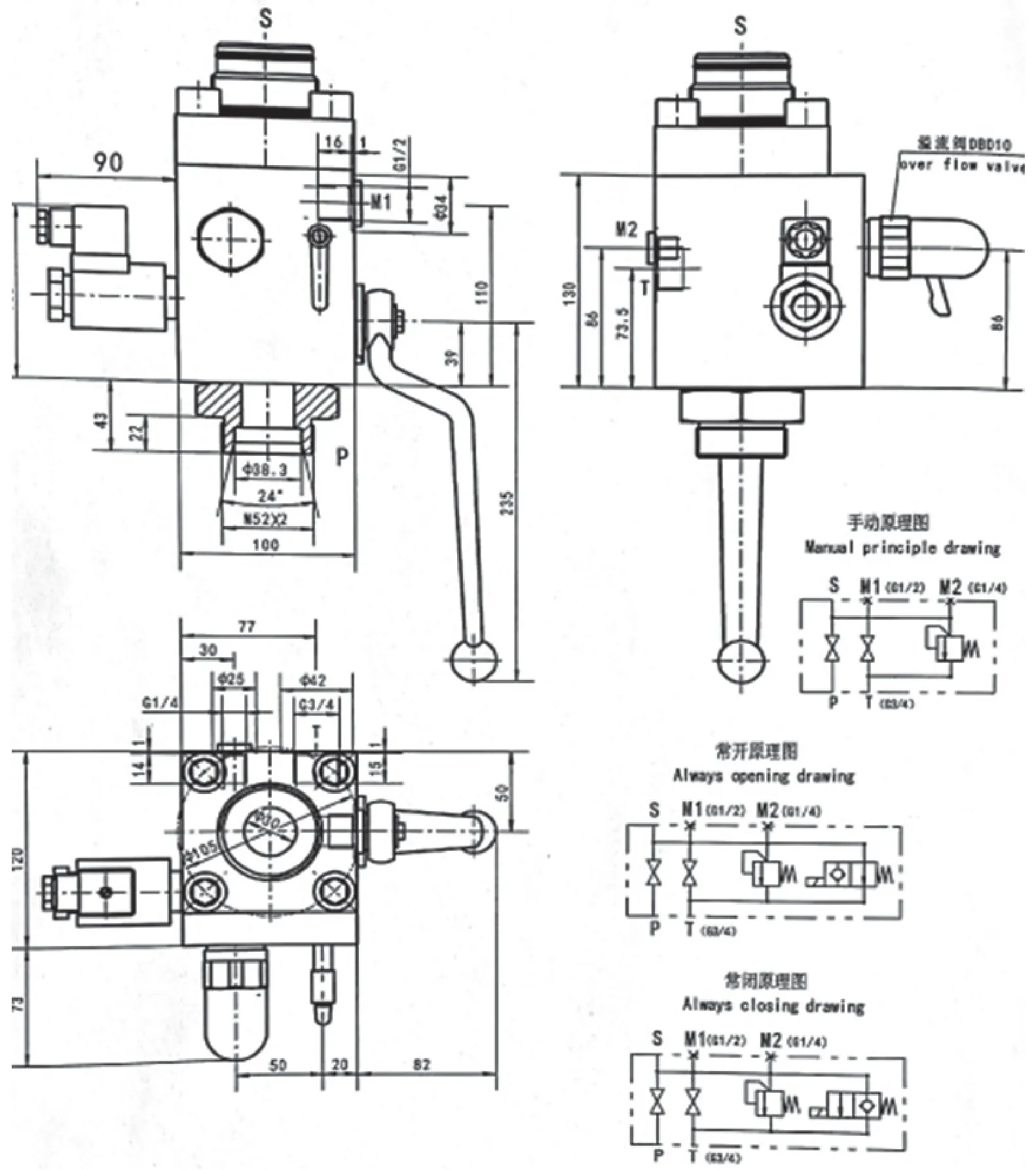
圖1 產品結構
2 關鍵技術和主要研究內容
為了實現產品技術指標和產業化,需要解決產品結構優化、氣蝕與空化危害分析、工藝設計及精度分配等方面關鍵技術,其主要研究內容:
(1)應用有限元軟件,模擬閥門在應力場與溫度場耦合作用下的密封比壓分析與計算,運用ANSYS軟件,進行目標驅動優化,分別對該組合安全球閥中的球閥、溢流閥、截止閥等閥體、閥座、閥芯、球體等結構的優化設計;運用Fluent軟件,對不同閥芯開度下的磨損情況進行分析,綜合分析結果,在MATLAB下繪制球體外鍍層厚度對其結構強度影響曲線,設計鍍層最佳厚度。
(2)球閥、溢流閥、截止閥綜合集成優化,通過理論與實驗研究氣蝕與空化對球閥壽命的影響,優化整機性能。
(3)基于誤差溯源、合成、分解、補償和修正理論,合理地分配各部件、各工序加工誤差,優化加工、裝配工藝,設計產業化加工、裝配生產線,購置關鍵加工、裝配設備,研制部分專用檢測設備和工裝夾具。
(4)研發產品行業、企業標準,研制產品檢測工藝,設計部分專用檢測設備。
3 技術路線
3.1 總體技術路線
(1)理論分析仿真,對組合安全球閥中的球閥、溢流閥、截止閥等閥體、閥座、閥芯、球體等結構的優化設計,鍍層最佳厚度分析設計。
(2)產品生產工藝設計。
(3)性能測試,改進產品設計,改進生產工藝。
(4)生產線設計,關鍵加工、裝配、檢測設備研制,生產線協調控制策略優化,生產線調試,批量生產。
3.2 理論分析與仿真
(1)應用有限元軟件,模擬閥門在應力場與溫度場耦合作用下的密封比壓分析與計算,運用ANSYS軟件,針對不同應用場景,進行目標驅動優化,分別對該安全球閥中的球閥、溢流閥、截止閥等閥體、閥座、閥芯、球體等結構的優化設計。
(2)運用Fluent軟件,對不同閥芯開度下的磨損情況進行分析,結合分析結果,在MATLAB下繪制球體外鍍層厚度對其結構強度影響曲線,設計鍍層最佳厚度。
(3)通過實驗驗證理論分析的合理性,改進理論仿真分析,進一步優化設計。
3.3 工藝優化和生產線設計
基于誤差溯源、合成、分解、補償和修正理論,合理地分配各部件、各工序加工誤差,優化加工、裝配及檢測工藝,設計產業化加工、裝配、檢測生產線,購置關鍵加工、裝配設備,研制部分加工檢測設備、專用工裝夾具。圖2為生產工藝流程。
由圖2可見,高壓液壓組合安全球閥的制造主要分為兩個部分并行工作,一個是閥體,另一個是閥芯。閥體要經過銑鋁加工中心機加工后表面鍍鋅,而閥芯則需要車銑加工中心機加工,還要再進行熱處理和表面鍍鋅,除此之外還需要把手和轉動手柄配套件,最后將他們裝配成完整的球閥并檢測包裝。
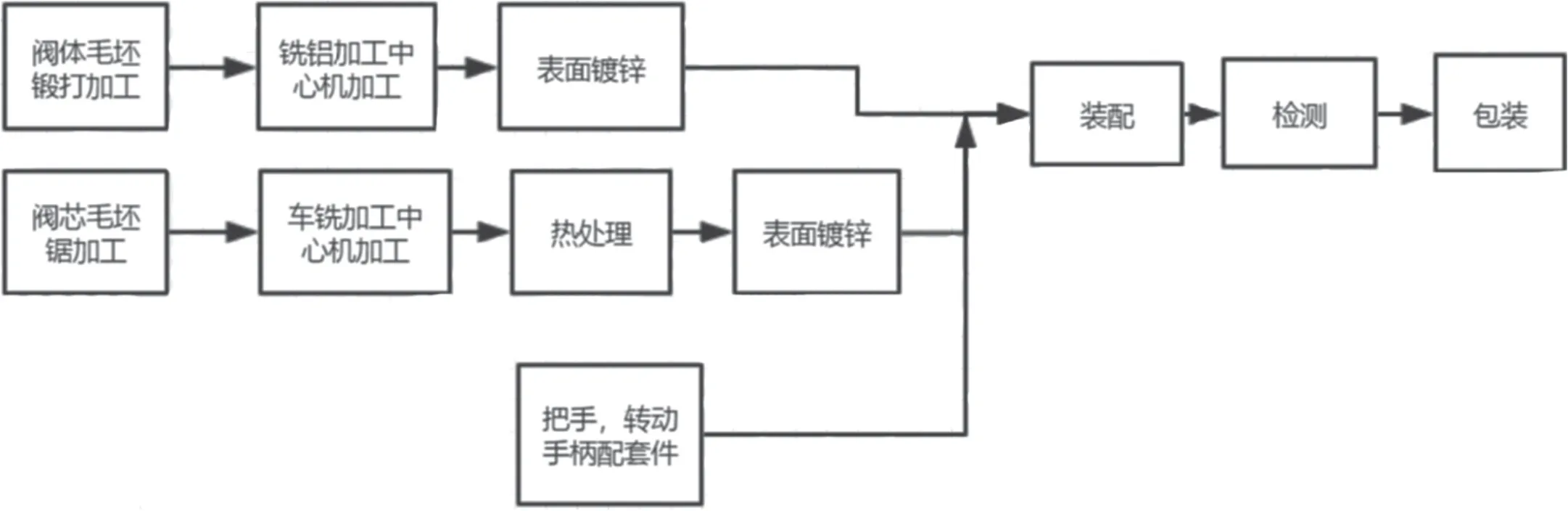
圖2 生產工藝流程
為了實現產品研發及批量生產,需自制或購置部分加工中心、閥體加工設備、研磨機、密封性能測試儀等研發設備和檢測設備。
3.4 產品標準研制
結合企業主持制定國家高壓球閥行業標準契機,把項目研發的產品設計、工藝及檢測技術成果融入到行業標準制定中,考慮行業標準的普適性,對產品設計、原材料及備件、核心工藝、運維服務等內容不能融入行業標準的核心技術納入企業標準研制中,增強企業的話語權和行業地位。
4 產品主要技術指標
(1)P油口連接方式:直通螺紋式。
(2)公稱直徑:10、20、30mm。
(3)最大壓力調節范圍:63、100、210、330bar。
(4)安全閥結構:直動式溢流閥。
高壓液壓組合安全球閥研發及產業化主要創新點:(1)運用仿真軟件仿真計算,對組合安全球閥中的球閥、溢流閥、截止閥等閥體、閥座、閥芯、球體等結構的優化設計。(2)對不同閥芯開度下的磨損情況進行分析,在MATLAB下繪制球體外鍍層厚度對其結構強度影響曲線,設計鍍層最佳厚度。(3)基于誤差理論,優化加工、裝配工藝,設計產業化加工、裝配、檢測生產線,部分關鍵檢測設備研發。(4)產品行業標準和企業標準研發。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16