螺柱焊接在電除塵陰極線自動化生產中的應用
2021-11-18 00:48:06鐘志良福建龍凈環保股份有限公司
節能與環保 2021年10期
關鍵詞:生產
文_鐘志良 福建龍凈環保股份有限公司
電除塵陰極線是激發高壓靜電場高效運行的最關鍵部件,每臺套電除塵器項目需要采用大量的陰極線以確保電除塵器的除塵效率。電除塵陰極線線體剛性度好、不變形是保證陰極線在通電時具備持續穩定放電特性的關鍵點。
目前大量的陰極線主要生產方式以傳統手工生產模式為主,取孔→手工穿釘→敲打或壓釘→反面穿釘→敲打或壓針→校驗捆扎→裝箱,生產方式較為原始,工藝落后,轉序工作量大,用工成本高,生產效率低下。且采用鉆頭取孔,極容易出現鉆頭斷裂和鉆孔誤差,產品的針尖直線度和產品質量受到一定程度的影響,同時鉆頭的斷裂、磨損均需要停機更換,生產時間白白損耗,生產成本居高不下。在面對“短平快”的電除塵器改造項目時,難以快速生產交付使用。對此,本文重點介紹螺柱焊接在電除塵陰極線自動化生產中的相關研究成果,以全面提升電除塵陰極線自動化生產水平。
1 螺柱焊接介紹
螺柱焊接是將直徑2~25mm的螺柱或柱狀金屬高效、低成本、全斷面融合地焊接在金屬表面的一種特種焊接工藝方法。此項技術的應用可替代一些傳統的加工方法,如鉆孔、攻絲、手工焊接、焊后處理等。
1.1 螺柱焊接的過程
①將焊接螺柱(或柱狀金屬)放置于焊接母材上;②提升焊接螺柱,同時導通電流,在焊接螺柱和焊接母材之間激發電弧,電弧將焊接螺柱端部和焊接母材表面溶化,并形成焊接熔池;③焊接螺柱和焊接母材相對運動,焊接螺柱在一定速度下受控地插入熔池;④焊接電流終止,電弧熄滅,同時熔池凝固,焊接過程完成,形成全斷面熔合的焊縫。
1.2 螺柱焊接的優點
①焊縫全斷面熔合,提高了焊接部位的安全性;②焊接在瞬間完成,提高了焊接工作效率;③可適應多種金屬材料;④熱影響區小,焊接母材變形小;⑤焊接損傷很小,母材背面沒有或只有很小的焊接損傷;⑥保持中空零件的密閉性;⑦實現單面焊接;⑧操作簡便。
1.3 螺柱焊接分類
根據焊接的特性和電源原理,通常將螺柱焊接分為電容儲能式螺柱焊接和拉弧式螺柱焊接,本項目采用的是電容儲能式螺柱焊接,焊接在0.003s內完成,用于在薄板上焊接螺柱。電容儲能式螺柱焊接具體可分為接觸式螺柱焊接(即壓力式螺柱焊)與間隙式螺柱焊接(即提升式螺柱焊)。二者主要是焊槍的不同,前者焊槍僅有壓力調節功能,后者焊槍具有提升調節和壓力調節功能。
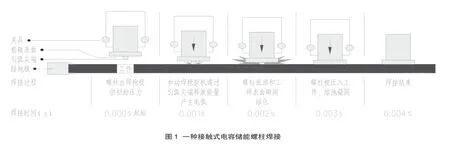
圖1是接觸式電容儲能螺柱焊接,是一種最常用的電容儲能螺柱焊接方法:①焊槍垂直于工件將螺柱緊壓在工件上;②電容開始放電,瞬間大電流將螺柱尖端熔化,同時工件表面熔化,形成熔池;③在焊槍壓力作用下,螺柱垂直向下浸入熔池;④熔池冷卻,焊接完成,全過程大約需要0.003s。
間隙式電容儲能螺柱焊接與接觸式螺柱焊不同之處,在于在電容開始放電之前,焊槍先將螺柱提升一個高度,隨后釋放,在彈簧力作用下加速向下沖擊,焊釘浸入熔池的速度更快,焊接時間更短(約0.002s)。由于間隙式螺柱焊的這個特性,在鋁釘焊接時,可大幅減少熔池內氣孔的產生,使鋁釘焊接的強度更高,因此非常適合于鋁釘的焊接。
2 樣品試驗證明螺柱焊接陰極線的可靠性
為驗證螺柱焊接陰極線的可靠性,以及是否可以取代鉚接陰極線,我們對兩種陰極線(焊接陰極線和鉚接陰極線)進行了相關對比試驗。
對兩種不同連接方法的陰極線進行耐腐蝕性能對比試驗,試驗結果表明:當浸泡液溫度為50℃、氯離子濃度為2000ppm、硫酸濃度分別為5%、10%、15%、20%時,試樣腐蝕速率隨硫酸濃度增大而加快(見圖2),其焊接試樣的耐腐蝕性能優于鉚接試樣。

圖2 兩種連接試樣的腐蝕速率對比曲線
對兩種不同連接方法的陰極線進行放電特性對比試驗,試驗結果表明:在同極距為400、450mm時起暈電壓均為19kV,在同極距為400mm時擊穿電壓均為58kV,在同極距為450mm時擊穿電壓均為64kV,在同等電壓下,螺柱焊接陰極線的放電電流要比鉚接陰極線的高,分布趨勢基本一致(見圖3)。
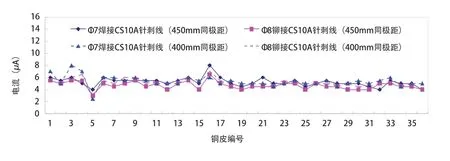
圖3 電流密度分布曲線
對兩種不同連接方法的陰極線進行振打加速度對比試驗,試驗結果表明:在振打高度為250mm、350mm時,螺柱焊接陰極線振打加速度的平均值分別提高了21%和16.4%,平均提高了18.9%;最小值分別增加了70g、40g,平均增加55g;相對平方跟差值降低了0.084、0.097,平均降低0.091,說明螺柱焊接陰極線的振打加速度要高于鉚接陰極線,且振打加速度分布均勻性更優(見表1)。

表1 兩種陰極線振打加速度試驗結果
對兩種不同連接方法的陰極線進行振打疲勞壽命對比試驗,試驗結果表明:在15.5m高度的振打試驗架上進行振打疲勞壽命試驗,當振打高度為350mm、振打周期為5s時,焊接陰極線累計振打次數達212580次,未出現斷線和掉針現象。
通過對螺柱焊接陰極線進行金相分析試驗,試驗結果表明:試樣焊接處未見虛焊和未融合的現象,同時熱影響區深度約220~240μm。
對兩種不同連接方法的陰極線進行應力拉拔對比試驗(因試樣部件較小,裸露長度只有10mm,采用線針尖端焊接樣板的形式進行兩側拉拔試驗),φ2mm的不銹鋼絲拉拔力最大荷載為:3.5kN。試驗結果表明:當拉拔力達到3kN時,針尖焊接連接板的焊接處斷裂,而螺柱焊接點并未出現裂痕和松動。
對螺柱焊接陰極線進行破壞性試驗,用老虎鉗或鐵錘對已焊接好的樣件進行破壞實驗,試驗結果表明:用老虎鉗對焊釘上、下、左、右進行掰動,致使焊釘母材掰斷裂,但焊接點并未出現裂痕和松動。使用鐵錘對樣件針刺進行敲打,致使焊釘斷裂,但焊接點并未出現裂痕和松動。
鉚接陰極線需要在φ8mm的圓鋼上取2mm孔徑,降低了圓鋼的強度,對取孔后的圓鋼進行抗拉強度試驗,抗拉強度達到508MPa時,圓鋼斷裂,斷裂部位即在取孔位置。螺柱焊接陰極線無需取孔,采用φ7mm的圓鋼,抗拉強度達到1049MPa時斷裂,試驗表明:螺柱焊接陰極線的母材抗拉強度是鉚接陰極線的2倍,螺柱焊接陰極線對比鉚接陰極線增強了母材抗拉強度,降低了陰極線斷線的風險。
將螺柱焊接陰極線放置在電除塵器設備中試驗,試驗挑選兩個電廠進行工況實驗,試驗結果表明:在現場工況下,螺柱焊接陰極線能夠穩定運行,并未出現掉針、斷線等情況,同時對已運行一段時間后的樣件進行現場取樣后拉拔和敲擊,也并未發現焊接點松動。
以上試驗表明,螺柱焊接陰極線的穩定可靠,且可以替代鉚接陰極線作為電除塵陰極線在電除塵器領域內大規模推廣使用。
3 螺柱焊接在電除塵陰極線自動化生產中的實際運用
傳統的鉚接工藝生產制造方法為冷拔圓鋼定尺分段、圓鋼中心位置按圖取孔、相隔孔位手工插入同方向的針刺、手動敲打或機械群壓、翻面隔孔位手工插入同方向的針刺、手動敲打或機械群壓、人工矯正完成一件陰極線的生產。通過重復上述過程,完成批量陰極線的生產。這種生產方式效率較低,用工量、用工成本、用工風險大,同時存在夾具的磨損、鉆頭的磨損、鉆頭的折斷、孔徑的誤差等情況,成品率低和費效比高,生產成本居高不下。
為此,開發了螺柱焊接智能制造自動化生產設備,主要包括:自動篩料機、機器人、焊接機臺、檢測系統、焊接定位跟蹤系統等(見圖4)。整個生產流程全自動生產,實現了圓鋼的送料-自動進料-釘針的自動取針、進料-自動焊接產品和產品入倉的全過程自動化。無論從產品成本、生產時間,還是工作環境均得到了改善。
4 螺柱焊接技術應用的優勢
由螺柱焊接工藝替代鉚接工藝,取消鉆床鉆孔、人工手動穿釘針、手工錘擊鉚緊工序,減少了易耗品的支出,減少了半成品生產轉序的過程。螺柱焊接工藝采用自動原材料的上料、焊釘自動送料方式、螺柱焊接、產品的包裝、入庫等環節均實現自動化連續生產。
采用螺柱焊接形式替代鉆孔鉚接形式,基于自動化生產的新型產品,相比于傳統工藝生產的針刺線,采用螺柱焊接工藝將φ7鋼筋替代φ8鋼筋,重量降低了23.4%;焊接鋼筋不用打孔,減少鉚接部分,每根不銹鋼針原材料減少8mm,不銹鋼原材料降低了44.5%,優化降耗明顯,并且成本大幅降低。
由螺柱焊接工藝替代鉚接工藝實現自動化生產,陰極線的產品質量穩定,產品的一致性高,偏差小,消除了累計誤差。用工成本也將大幅縮減,用工人數從原來將近100人降至每班4人,用工的風險性也隨之降低,勞動強度大幅縮減。消除了鉆頭鉆孔產生的切屑液和鐵屑的污染問題,生產環境得到改善。
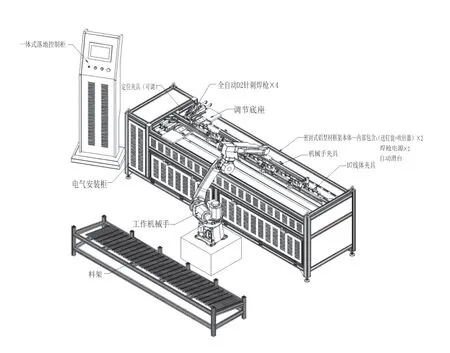
圖4 螺柱焊接陰極線智能制造生產設備
5 結語
作為陰極線智能制造生產設備,通過螺柱焊接在陰極線制造領域的實際運用,展示了螺柱焊接技術先進性。螺柱焊接替代鉚接工藝,對提高產品生產效率,降低生產成本、改善生產環境都起到積極作用。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16