電弧爐用廢鋼料型結構優化及其成本控制
2021-11-19 09:25:44吳紅廣藺學浩
河南冶金 2021年4期
吳紅廣 藺學浩
(安陽鋼鐵股份有限公司)
0 前言
廢鋼鐵是我國物資回收與再生資源利用體系中的重要資源, 未來廢鋼鐵資源在鋼鐵工業發展中的重要性可能會不斷提升,電弧爐工藝發展和廢鋼鐵應用規模快速發展[1]。2017 年起隨著地條鋼的取締,電弧爐生產工藝迅速發展[2-3],廢鋼資源階段性緊缺,鋼價格波動,電弧爐鋼的成本與轉爐鋼的相比較高,電弧爐生產鋼材的噸鋼毛利潤較低,原來追求高產量的生產模式已經不適應目前實際生產的需要,因此降低電弧爐生產成本,提高電弧爐綜合效益成為電弧爐煉鋼新的生產組織模式。筆者主要通過提升廢鋼質量,優化電弧爐用廢鋼結構,降低電弧爐鋼鐵料消耗與結構成本,從而降低生產成本,提高綜合效益。
1 生產現狀
安鋼100 t 超高功率電弧爐采用“一罐鐵水+兩籃廢鋼”的生產模式,總裝入量為120~125 t,留鋼10~15 t,,鐵水40~50 t,第一籃料45~50 t、第二籃30 t 左右。目前電爐所用廢鋼結構主要為國內重型廢鋼Ⅰ、國內重型廢鋼Ⅱ、國內重型廢鋼Ⅲ、國內統料廢鋼、破碎料、一級渣鋼鋼、屑輕型壓塊Ⅱ、統料壓塊、澆余塊、生鐵等,廢鋼料型繁多,不同料型的廢鋼尺寸、厚度、成分、堆比重、雜質含量、殘余元素、金屬收得率、價格等特征各不相同,在保證廢鋼質量的同時如何搭配電爐用鋼鐵結構,使其保持經濟性和工藝穩定性成為研究的主要問題。電爐主要技術經濟指標見表1,電弧爐的生產成本主要體現在鋼鐵料成本、合金、輔料、電耗和電極消耗。
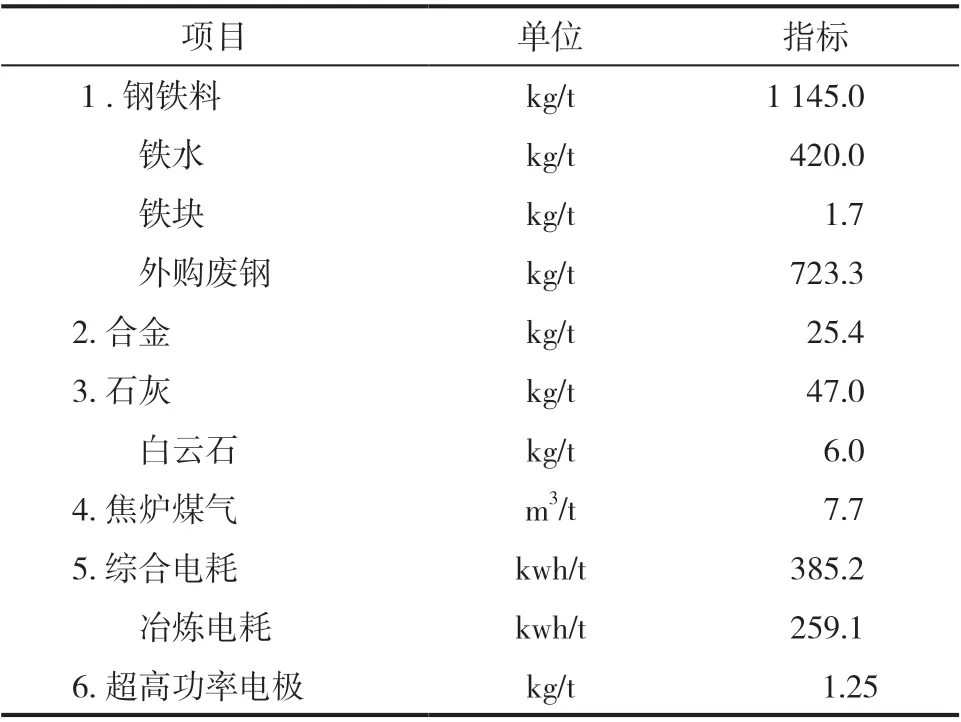
表1 電爐主要技術經濟指標
2 廢鋼質量對質量與成本的影響
2.1 殘余元素
對電弧爐熔清成分進行相關性分析(如圖1 所示),發現銅、砷、錫、銻之間的相關性很大。這說明這些有害的殘余元素是集中在少數的廢鋼(如電器元件、劣質機鐵等)中,需要加強廢鋼的分揀,做好分類管理、分類使用。
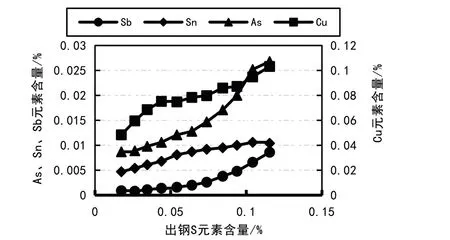
圖1 出鋼S 含量與殘余元素的相關性
2.2 土雜等含量控制
各類廢鋼中雜質成分見表2,廢鋼中的雜質主要含有Fe2O3、SiO2、Al2O3、CaO、Zn 等,鋼中的有害殘余元素主要由廢鋼中的雜質帶入,同時隨著廢鋼雜質含量的增加,金屬收得率降低,增加了冶煉操作難度,使得電弧爐鋼鐵料消耗增加。

表2 各類廢鋼中雜質的成分
2.3 雜質含量對鋼鐵料消耗的影響
主要統計銅、砷、錫、銻等與廢鋼質量相關性較高的殘余元素總和與電弧爐鋼鐵料消耗之間的關系,鋼中的部分殘余元素對鋼鐵料消耗的影響如圖2 所示。隨著殘余元素含量的增加,電弧爐鋼鐵料消耗增多,即鋼鐵料消耗與廢鋼質量有明顯的對應關系,通過提高廢鋼質量將殘余元素含量降低至0.1%以下,可降低鋼鐵料消耗約20 kg/t。
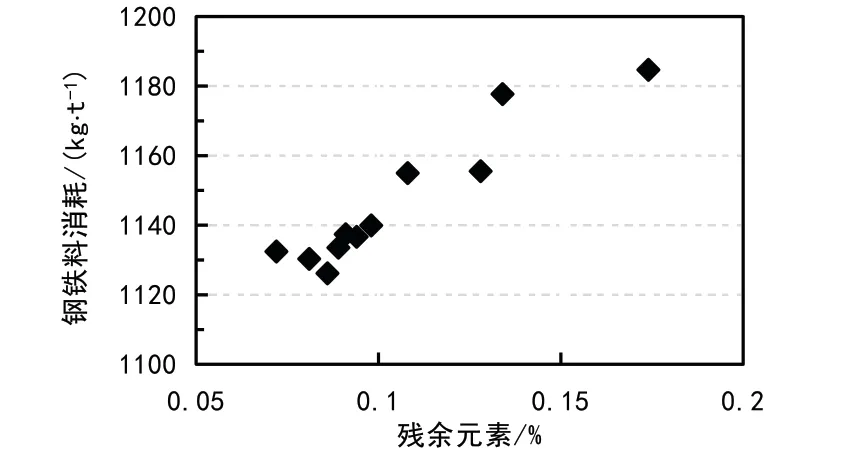
圖2 鋼中殘余元素對鋼鐵料消耗的影響
2.4 加強廢鋼管理提高廢鋼質量
電弧爐用廢鋼的進貨渠道廣泛,雜質含量和形狀尺寸大小不一。受電弧爐廢鋼場地限制,廢鋼價格波動時,無法適應低價存儲等運作模式。通過廢鋼基地建設,采用“基地+直供廢鋼”的采購模式,使得電弧爐廢鋼庫存能力大大加強,對雜質和尺寸進行篩分修剪,不但為廢鋼分類管理工作奠定了基礎,還可在低價時增加存儲量,為電弧爐廢鋼料型的經濟性提供緩沖,降低電弧爐用料成本。
采用廠外基地現場驗收,以“數字量化”的驗收標準為統一工具,實測數據、量化結果為驗收依據,一切以數據為準,避免了“眼看心估”的人為因素,使驗收結果更準確、更公平;以高清無死角的遠程設備監控廢鋼基地的驗收監裝過程,廢鋼使用過程如發現質量問題,可隨時查看廢鋼驗收運輸過程情況,并在廠內使用單位處進行二次驗收,將不合格廢鋼直接拒之門外,以此杜絕摻雜使假的情況。
通過提升廢鋼管理水平、數字量化標準等一系列措施,廢鋼中的殘余元素含量逐漸降低,殘余元素和鋼鐵料消耗的變化趨勢圖如圖3 所示。鋼鐵料消耗與殘余元素呈相同變化趨勢,即當鋼中雜質含量較高時,嚴重影響電弧爐冶煉的鋼鐵料消耗。
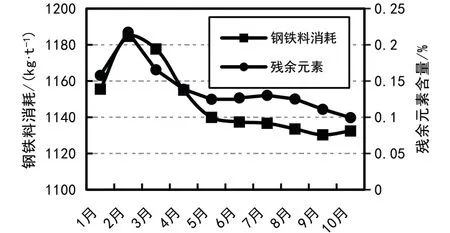
圖3 殘余元素和鋼鐵料消耗的變化趨勢
3 優化電弧爐廢鋼結構與生產組織模式
根據不同料型廢鋼、物料與熱平衡建立電弧爐消耗指標計算模型,通過數值計算得到不同爐料結構條件下的消耗指標。再結合實際數據統計得到電極消耗與電耗的關系,爐料結構對終點控制水平的影響,廢鋼結構對合金消耗等的影響規律;得到不同爐料結構條件下的完整消耗指標,建立電弧爐爐料成本測算模型。根據電弧爐裝料需求,確定不同爐料配比條件下滿足裝入需求的目標結構,建立爐料結構目標結構數據庫,利用計算模型計算得到不同爐料結構相對應的各項消耗指標,建立消耗指標數據庫。根據市場原材料價格變化,對不同爐料結構的經濟性進行分析評價,選定最經濟的料型結構進行生產。
3.1 廢鋼料型試驗
為了降低電弧爐鋼鐵料成本,不僅需要提高廢鋼質量,降低鋼鐵料消耗,還需要優化廢鋼結構,降低結構成本。為此在100 t 電弧爐上進行了一系列廢鋼結構優化試驗(見表3),先后對比了使用重廢、輕薄料、渣鋼、破碎料、輕型壓塊等不同料型的綜合成本變化。
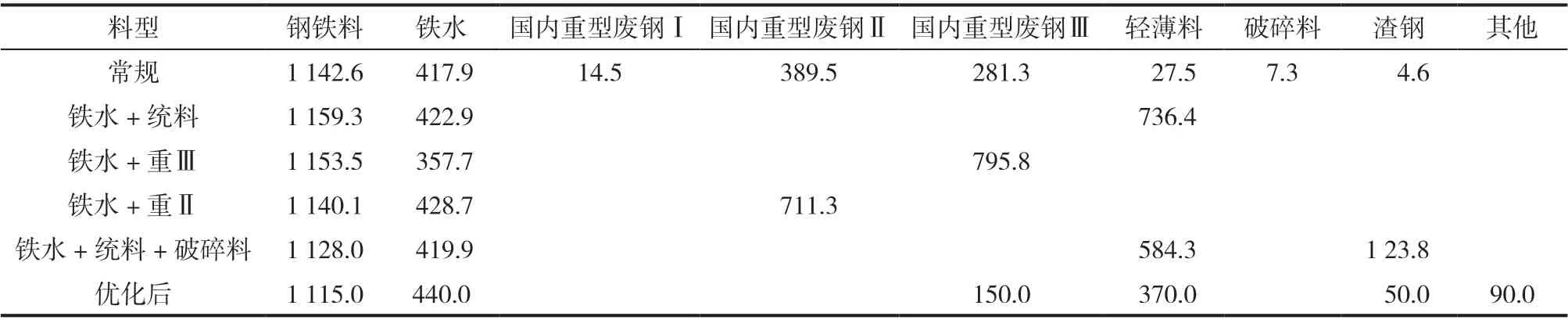
表3 各料型廢鋼生產試驗方案 (kg·t-1)
“鐵水+統料”的料型結構:統料主要為螺栓、螺母、型鋼等的邊角余料,機械零部件,農家具廢鋼等各種社會廢鋼,厚度大于2 mm。采用“鐵水+統料”的模式生產時,廢鋼堆比重較輕,統料平均堆比重僅有0.3~0.4 t/m3,110 m3的料籃每次裝料最多40 t,二批料時容易產生壓料的情況,增加電弧爐熱停時間。統料來源較雜,鋼種殘余元素含量波動較大。
“鐵水+重Ⅱ”的結構:重Ⅱ料型主要來自各種圓鋼、型鋼、角鋼、槽鋼、板材等工業余料與報廢料,厚度大于6 mm。采用“鐵水+重Ⅱ”時,廢鋼相對統料“干凈”,廢鋼中帶來的氧化鐵及雜質相對較少,金屬收得率高,鋼種殘余元素較低。但廢鋼塊度較大,熔清實踐延長。長時間采用氧槍三模式吹氧,爐渣偏稠,不容易放渣,終點磷比原來偏高。冶煉中期需借助爐門氧槍吹氧幫助化渣后,后期方能夠正常放渣,終點控制與原來相當。
“鐵水+重型Ⅲ”的料型結構:重Ⅲ料型主要來自各種板材、型材、棒材、機器零部件、大車輪軸、鉚焊件、管切頭、螺紋鋼頭等,厚度大于4 mm。重Ⅲ平均堆比重可達0.4~0.5 t/m3,滿足電弧爐裝爐的同時減少熔清時間,目前作為電弧爐的主要廢鋼料型。
“鐵水+破碎料+統料”的料型結構:破碎料主要是由統料和部分輕薄料破碎剪切成較小塊度的廢鋼,在本次“鐵水+破碎料+統料”試驗中,每爐破碎料加入大于15 t 時冶煉過程渣量較大,有冷區爐壁掛料現象。破碎料可作為填縫料型,與統料和重Ⅲ交替裝入,增加廢鋼堆比重,每爐加入量要求控制在10 t 以內。
在鐵水充足的情況下,統料成本較其他料型為經濟料型,如果電弧爐效益較好,增產即是增效,電弧爐廢鋼結構建議采用壓料頻率較低的料型結構,增加重型廢鋼的比例;當電弧爐鋼效益較差時,以電弧爐生產成本為主,采用經濟料型結構進行生產,考慮電弧爐成本因素,采用一罐鐵+兩批統料模式(以統料和Ⅲ為主,適當配加其它經濟料主要填縫,提高堆密度,減少壓料時間,擴展電弧爐料型)。
通過廢鋼料型試驗,推算出了各料型的金屬收得率,并以此推算電弧爐用爐料結構的經濟性和堆比重,制訂爐料結構和電弧爐布料制度。從裝料后料籃上部空間對比來看,第一籃料在這種結構下裝入50 t,3 部天車合計至少需要25 次裝料。裝料模式采用統料打底后,填縫料(破碎料、熱壓鐵塊、渣鋼、壓塊等)和主料(統料和重Ⅲ)依次交替裝入,國內重型廢鋼Ⅰ、國內重型廢鋼Ⅱ、澆余塊等大塊廢鋼布于料籃中下部。
3.2 優化廢鋼結構
通過一系列試驗,對電弧爐廢鋼結構進行了系統優化,在滿足裝入量的同時,大幅降低了廢鋼結構成本,廢鋼結構優化前后的成本對比見表4。
從表4 可以看出,通過廢鋼結構優化,雖然鋼鐵料消耗升高了19.1 kg/t,但是電弧爐綜合鋼鐵料成本降低了89.7 元/噸鋼,扣除由經濟料型給電弧爐冶煉、能源及輔料帶來的影響,電弧爐綜合成本降低了89.7 元/噸鋼。

表4 不同廢鋼結構綜合成本對比 (元·t-1)
3.3 選擇合理的生產組織模式
由于電弧爐鋼成本較轉爐鋼的差距較大,電弧爐生產鋼材的噸鋼毛利潤較低,白班高電價時段生產時甚至出現負邊際貢獻,原來追求產量的生產模式已經不符合實際生產的需要,因此需要降低電弧爐的生產成本,提高電弧爐的綜合效益。兩種不同生產模式下的效益對比見表5,可以看出在整體效益較差時,采用錯峰生產以降低生產成本是切實可行的。

表5 電弧爐不同生產模式的綜合效益
4 結論
采用“基地+直供廢鋼”的采購模式,通過提升廢鋼管理水平、數字量化標準等一系列措施,為廢鋼分類管理工作奠定了基礎,同時增強了電弧爐廢鋼庫存能力,為電弧爐廢鋼料型的經濟性提供了緩沖,降低了電弧爐用料成本。
鋼鐵料消耗與廢鋼質量有明顯的對應關系,隨殘余元素含量的減少,電弧爐鋼鐵料消耗隨之減低,殘余元素含量降低至0.1%以下,可降低鋼鐵料消耗約20 kg/t 以上。
通過廢鋼料型試驗,推算出了各料型得率,以此支撐廢鋼料型的價效評價模型,推算電弧爐用爐料結構的經濟性和堆比重,制訂爐料的布料結構;根據廢鋼價格與市場行情,調節電弧爐煉鋼的爐料結構和生產組織模式,降低電弧爐生產成本,提高電弧爐綜合效益。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
河南電力(2021年5期)2021-05-29 02:10:00
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
電影(2018年12期)2018-12-23 02:18:48
特別健康(2018年2期)2018-06-29 06:13:42
領導決策信息(2017年10期)2017-05-17 04:49:02
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
土木建筑工程信息技術(2013年2期)2013-10-17 03:14:12