YZH-120Q型鋼軌感應(yīng)正火機(jī)的研制
2021-11-19 11:46:42劉曉磊王亞峰
軌道交通裝備與技術(shù) 2021年5期
關(guān)鍵詞:焊縫
劉曉磊 周 濤 王亞峰 史 康 張 俊
(1.中車戚墅堰機(jī)車車輛工藝研究所有限公司 江蘇 常州 213011;2.中鐵十一局集團(tuán)第三工程有限公司 湖北 十堰 442012)
現(xiàn)場(chǎng)鋼軌閃光焊接后,焊縫區(qū)域晶粒粗化,塑性、韌性下降,容易產(chǎn)生鋼軌焊接接頭低塌等問題[1],需將鋼軌焊接接頭加熱到奧氏體化溫度(一般為850 ℃~930 ℃)后,迅速進(jìn)行強(qiáng)制噴風(fēng)冷卻,以提高焊接接頭的塑性、韌性、硬度等性能。目前現(xiàn)場(chǎng)施工大多采用火焰正火,火焰正火的鋼軌表面和內(nèi)部溫差較大,難以均勻分布且加熱效果易受到火孔分布、火孔狀態(tài)的影響,火焰正火存在安全隱患,尤其在地鐵隧道中,存在氣瓶掉落爆裂傷人、漏氣等安全隱患。鋼軌感應(yīng)正火是在感應(yīng)線圈通入交變電流,在鋼軌上產(chǎn)生渦流從而加熱鋼軌,其加熱速度快且均勻,可實(shí)現(xiàn)正火自動(dòng)控制和溫度檢測(cè),安全風(fēng)險(xiǎn)小,越來越受到施工單位的青睞。
本文研制了一款滿足現(xiàn)場(chǎng)鋼軌正火施工,具有正火保壓、自適應(yīng)夾緊對(duì)中、線圈平移對(duì)位功能的鋼軌感應(yīng)正火機(jī),且該正火機(jī)在線上正火時(shí)無須支墊鋼軌。
1 正火機(jī)整體結(jié)構(gòu)
YZH-120Q型鋼軌感應(yīng)正火機(jī),主要由開合式感應(yīng)線圈、自適應(yīng)夾緊對(duì)中裝置、線圈平移裝置、變壓器、外殼、操作系統(tǒng)等組成(見圖1)。
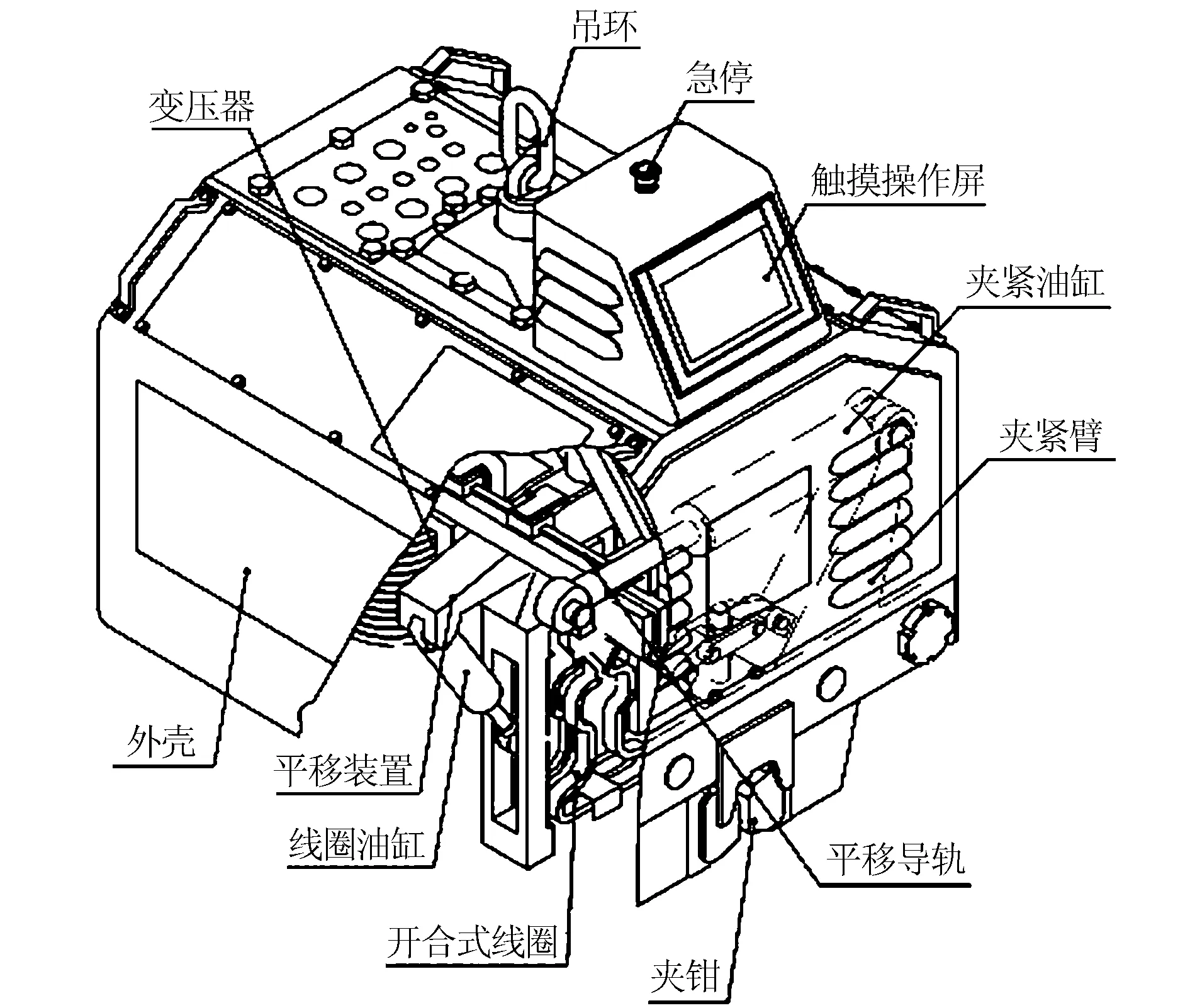
圖1 正火機(jī)結(jié)構(gòu)圖
工作時(shí),正火機(jī)操作系統(tǒng)發(fā)出操縱信號(hào),通過電磁閥控制夾緊臂的夾緊/張開、感應(yīng)線圈的張開/閉合、感應(yīng)線圈的前進(jìn)/后退,自動(dòng)正火時(shí)電氣控制系統(tǒng)按設(shè)定的工藝向正火機(jī)各個(gè)執(zhí)行器發(fā)出控制信號(hào),通過溫度等傳感器采集正火數(shù)據(jù)信號(hào),實(shí)施反饋控制[2]。
2 正火機(jī)結(jié)構(gòu)設(shè)計(jì)
2.1 開合式感應(yīng)線圈
對(duì)感應(yīng)線圈的要求:(1)滿足現(xiàn)場(chǎng)長(zhǎng)鋼軌施工要求,需采用開合式線圈;(2)滿足焊接接頭正火要求,感應(yīng)線圈寬度應(yīng)大于焊縫熱影響區(qū)寬度;(3)滿足線上施工鋼軌免支墊,線圈開閉全過程最低點(diǎn)距離鋼軌軌底面應(yīng)不大于60 mm。
通過對(duì)閃光焊接接頭(未正火)進(jìn)行取樣:鋼軌全縱斷面(1#、2#),軌角縱斷面(3#、4#),熱影響區(qū)顯影如圖2所示。
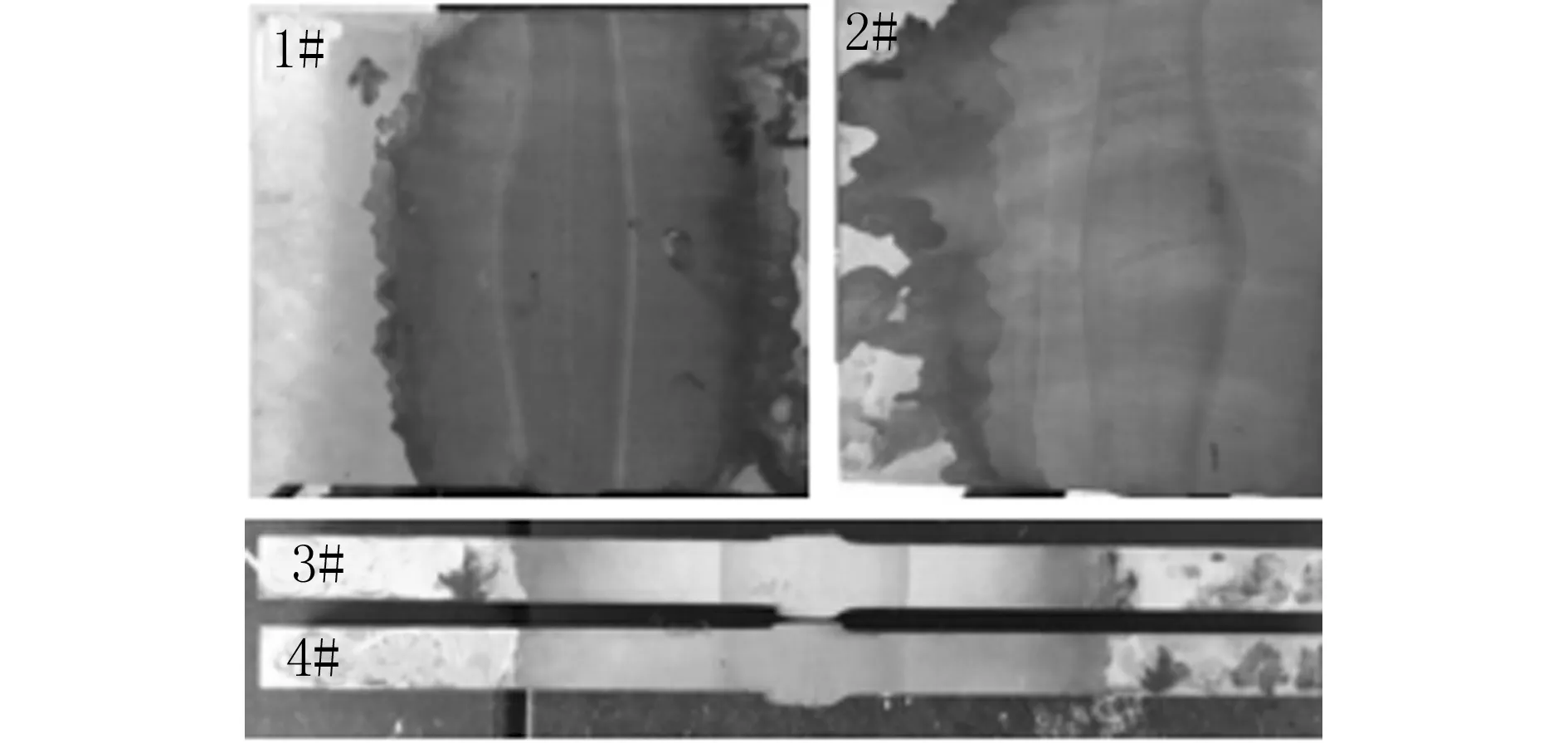
圖2 閃光焊接頭試件熱影響區(qū)宏觀顯影
經(jīng)過大量取樣分析,閃光焊接接頭熱影響區(qū)寬度一般在30~60 mm,因此正火加熱寬度應(yīng)覆蓋熱影響區(qū),焊縫加熱寬度應(yīng)不小于60 mm。為了滿足現(xiàn)場(chǎng)長(zhǎng)鋼軌施工及線上施工免支墊鋼軌的要求,感應(yīng)線圈設(shè)計(jì)為開合式,且在線圈開閉過程中,線圈最低點(diǎn)與鋼軌軌底的距離不大于60 mm。
感應(yīng)線圈采用大電流、低電壓的雙線圈并聯(lián)開合式(見圖3),采用空心方銅管折彎而成。通過油缸將線圈頂部電極塊壓緊在變壓器電極上,線圈底部電極塊互相壓緊形成閉合回路,線圈內(nèi)部通水冷卻。通過油缸的伸縮實(shí)現(xiàn)線圈繞銷軸旋轉(zhuǎn)且最低點(diǎn)距離鋼軌軌底面為52 mm。為使線圈電極塊與變壓器電極有更大的接觸導(dǎo)電面積,線圈的上導(dǎo)電塊設(shè)計(jì)為彈性支撐結(jié)構(gòu)。
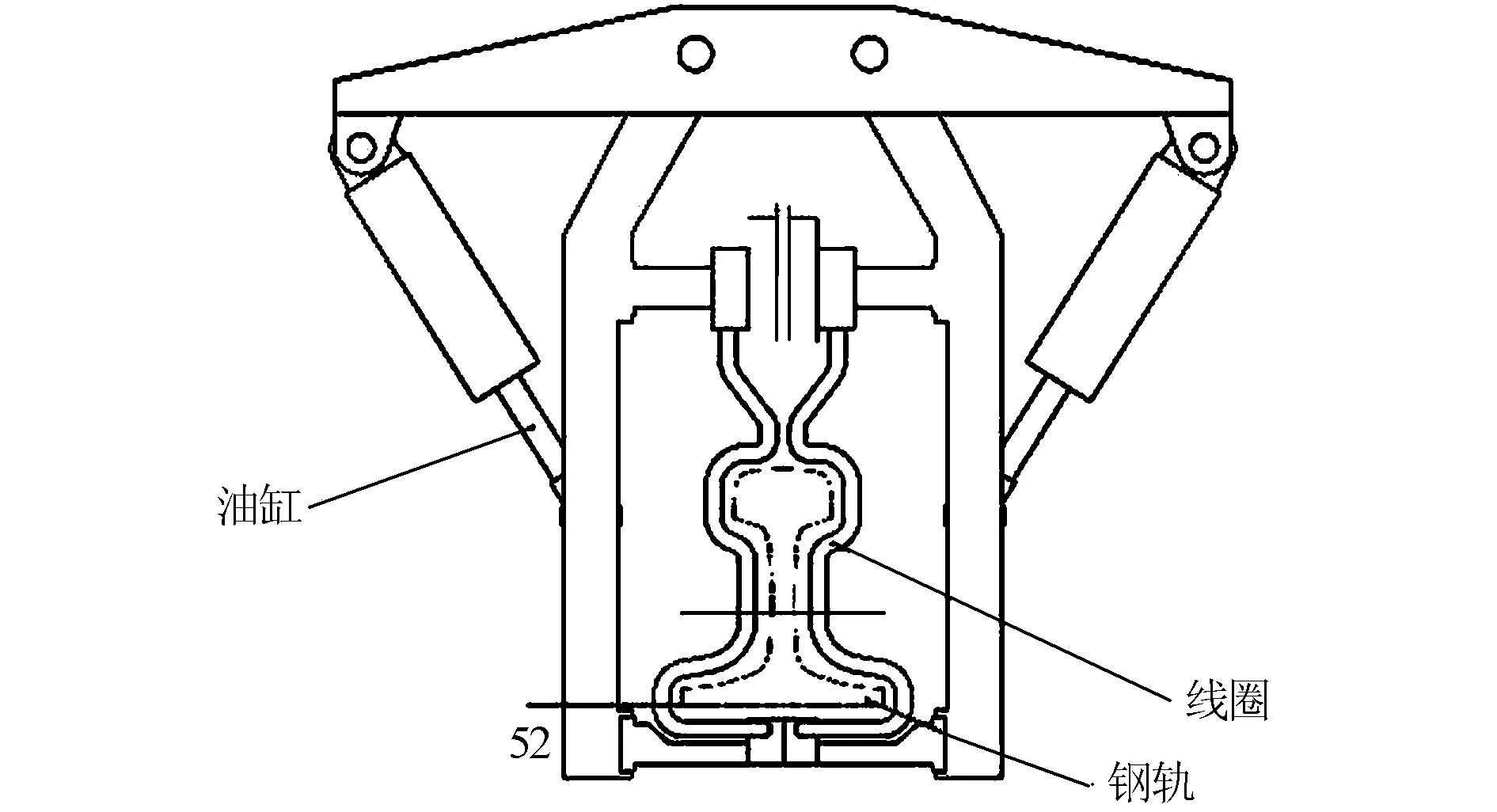
圖3 線圈閉合狀態(tài)
2.2 自適應(yīng)夾緊對(duì)中裝置
線圈閉合后與鋼軌輪廓間距是影響正火質(zhì)量的關(guān)鍵,待正火鋼軌在平直線路、曲線線路的位置狀態(tài)不同,因此保持線圈與鋼軌的對(duì)中性和與鋼軌輪廓的間距尤為重要。自適應(yīng)夾緊對(duì)中裝置采用鉗形的夾緊對(duì)中結(jié)構(gòu),夾緊油缸位于增力端,通過夾緊油缸的伸縮運(yùn)動(dòng)帶動(dòng)夾緊臂實(shí)現(xiàn)對(duì)鋼軌的夾緊對(duì)中[3]。夾鉗上設(shè)置有彈性支撐結(jié)構(gòu),夾鉗夾緊鋼軌時(shí)一對(duì)夾鉗彈性支撐(見圖4)的豎直分力Fy將鋼軌頂在定位塊上,水平分力Fy實(shí)現(xiàn)自適應(yīng)的受力平衡,保證了夾緊對(duì)中性和線圈與鋼軌輪廓間距。
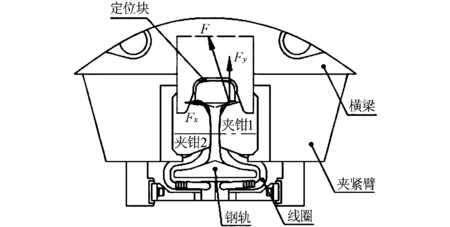
圖4 彈性支撐結(jié)構(gòu)
夾緊力FJ為:FJ=FY·H1/H2,其中H1/H2為夾緊臂的杠桿比,F(xiàn)Y為夾緊油缸輸出的力,為了防止正火時(shí)鋼軌縱向承受拉伸力,經(jīng)計(jì)算,夾緊力FJ=100 kN。
2.3 線圈平移裝置
閃光焊接接頭焊縫的寬度約20~30 mm,通過起重機(jī)起吊正火機(jī)對(duì)位焊縫,但并不能準(zhǔn)確地對(duì)準(zhǔn)焊縫。為對(duì)位準(zhǔn)確、操作方便,線圈還需要平移對(duì)位,設(shè)計(jì)的線圈平移裝置(見圖1)滿足了平移對(duì)位要求。線圈平移油缸活塞桿伸出最大行程時(shí),機(jī)構(gòu)到達(dá)最右端;活塞桿縮回最小時(shí),機(jī)構(gòu)到達(dá)最左端,總行程為50 mm,可滿足線圈平移對(duì)位的要求。
3 正火機(jī)操作系統(tǒng)
正火機(jī)操作系統(tǒng)采用觸摸屏式人機(jī)交互,能夠?qū)崟r(shí)顯示正火溫度、頻率等參數(shù)。操作系統(tǒng)由PLC分布式控制系統(tǒng)(見圖5)和實(shí)時(shí)監(jiān)控系統(tǒng)(見圖6)兩部分組成,PLC分布式控制系統(tǒng)控制感應(yīng)線圈夾緊、張開、前進(jìn)、后退,夾鉗的夾緊對(duì)中,軌底角和軌頭溫度的檢測(cè)等。
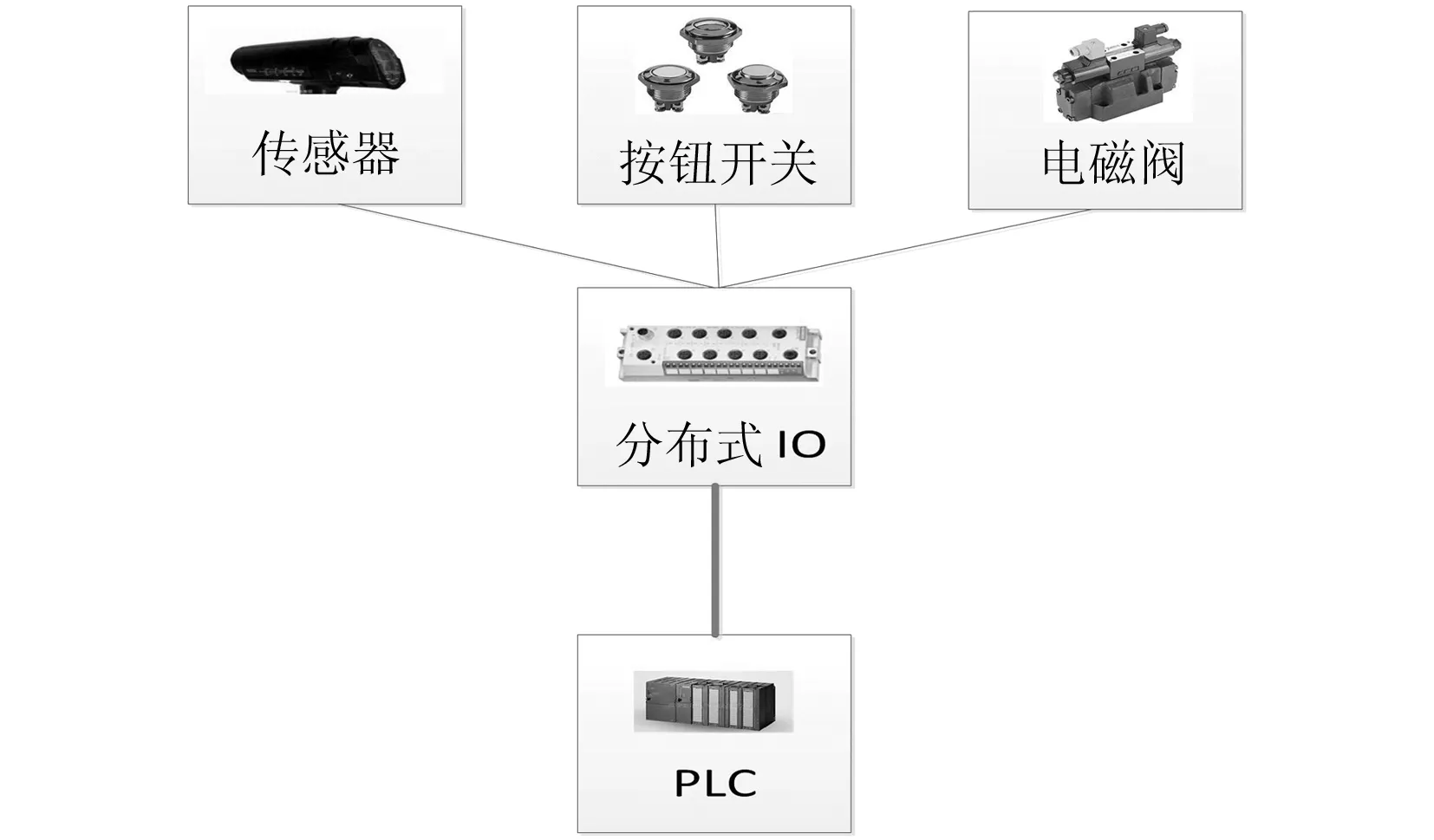
圖5 分布式控制系統(tǒng)原理圖
正火機(jī)的分布式IO主要由DI、DO、AI、電源分配模塊等四部分組成,采用西門子ET200eco系統(tǒng),觸摸式按鈕與DI相連,輸入夾鉗夾緊/張開、線圈夾緊/張開、線圈前進(jìn)/后退、限位開關(guān)等控制信號(hào);溫度傳感器和限位傳感器與AI相連,輸入軌頭和軌底的溫度控制信號(hào);電磁閥與DO相連,控制閥執(zhí)行動(dòng)作;信號(hào)通過profinet總線與PLC控制系統(tǒng)進(jìn)行通信。
正火機(jī)內(nèi)部空間狹窄且照明不足,選擇支持POE供電攝像頭和TPLINK的TL-SG1005P交換機(jī),與工控機(jī)和觸摸屏組成實(shí)時(shí)監(jiān)控系統(tǒng)(見圖6),負(fù)責(zé)正火線圈對(duì)位焊縫的實(shí)時(shí)監(jiān)測(cè),方便人工對(duì)位。

圖6 實(shí)時(shí)監(jiān)控系統(tǒng)原理圖
4 正火參數(shù)調(diào)試
為使鋼軌焊接接頭晶粒度和力學(xué)性能滿足TB/T 1632的要求,需進(jìn)行正火工藝調(diào)試,使軌頭加熱溫度為(900±20) ℃,軌頭軌腳溫差≤50 ℃(軌腳測(cè)溫位置在軌腳邊緣向內(nèi)10 mm范圍內(nèi))。
正火工藝參數(shù)由電流、頻率、溫度、正火時(shí)間、噴風(fēng)時(shí)間等組成。正火頻率越高加熱速度越快,但加熱不均勻;而頻率越低加熱速度越慢,但加熱較均勻,因此設(shè)計(jì)了可自動(dòng)切換頻率的正火工藝,先低頻加熱到設(shè)定的溫度后自動(dòng)切換至高頻加熱,這樣既保證了加熱的均勻性,又提高了工作效率。調(diào)試以60 kg/m、鞍鋼U75V鋼軌為例,利用軌頭溫度與正火時(shí)間雙控模式開展工藝參數(shù)調(diào)試。通過對(duì)各個(gè)參數(shù)的調(diào)試,軌頭設(shè)定890 ℃,平均縮短正火時(shí)間8 s,軌腳溫度分布理想,滿足溫差≤50 ℃的調(diào)試思路。
取樣后經(jīng)檢測(cè)焊接接頭焊縫顯微組織為鐵素體+珠光體,晶粒度達(dá)到了8級(jí)(見表1)
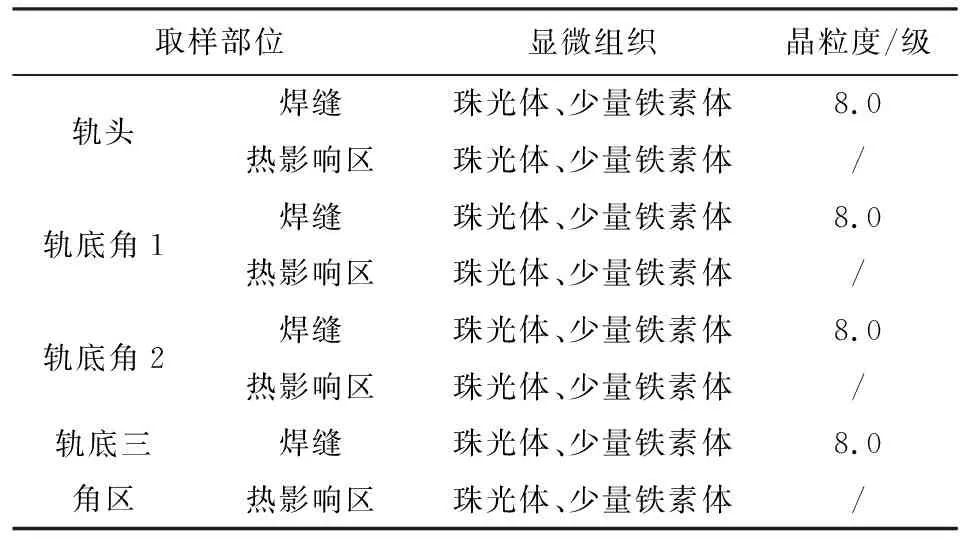
表1 顯微組織和晶粒度實(shí)驗(yàn)結(jié)果
噴風(fēng)壓力為0.3 MPa,鋼軌軌頭和軌腰硬度均在母材硬度的95%和110%之間,寬度W≤20 mm(見圖7)。
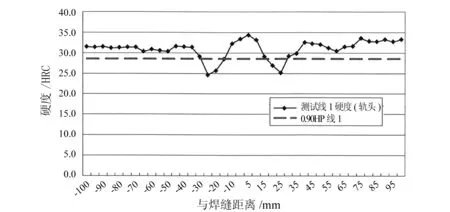
圖7 軌頭硬度檢測(cè)結(jié)果
正火后的試件落錘和斷口情況如表2所示。
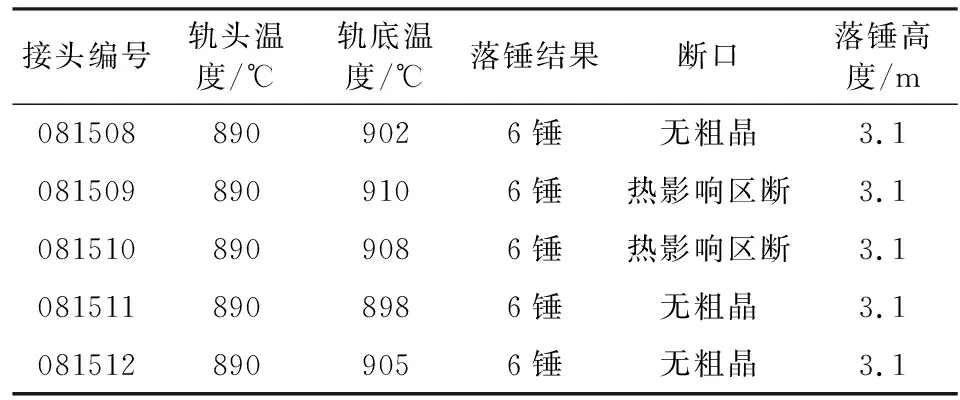
表2 鞍鋼U75V、60 kg/m鋼軌焊接接頭試件正火情況
5 應(yīng)用情況
2019年9月,YZH-120Q型鋼軌感應(yīng)正火機(jī)應(yīng)用于中鐵十一局上海地鐵15號(hào)線A標(biāo)段(見圖8),鞍鋼U75V、60 kg/m鋼軌正火后各項(xiàng)指標(biāo)檢測(cè)合格,取得了符合TB/T 1632—2014的《檢測(cè)報(bào)告》。

圖8 正火后的焊接接頭
經(jīng)現(xiàn)場(chǎng)應(yīng)用表明,YZH-120Q型鋼軌感應(yīng)正火機(jī)正火質(zhì)量穩(wěn)定、效率高,滿足現(xiàn)場(chǎng)長(zhǎng)軌作業(yè)施工要求;正火保壓功能克服了施工中鋼軌應(yīng)力變化對(duì)接頭產(chǎn)生的影響;自適應(yīng)夾緊對(duì)中、線圈對(duì)位功能保證了鋼軌正火質(zhì)量,線上作業(yè)實(shí)現(xiàn)了鋼軌免支墊。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07