雙絲氣保焊技術在鐵路貨車制造中的應用
2021-11-19 11:46:44張興松
軌道交通裝備與技術 2021年5期
張興松
(武漢局集團公司武漢車輛監造項目部 湖北 武漢 430212)
NX70型平車中梁上、下蓋板與中梁的長直焊縫,焊縫總長為32.4 m,焊腳尺寸8 mm,為了控制焊接變形,雙邊對稱同時焊,平角位置焊接。傳統自動氣保焊工藝為單絲焊,采用2臺單絲焊無法在節拍30 min內完成焊接,需要安裝4臺單絲焊機械手[1]。雙絲MIG焊具有焊接速度快、熔敷效率高、熔深大、焊接質量好等優點,可減少機械手的數量,滿足產線生產節拍的要求。為此,研究采用雙絲氣體保護焊技術替代傳統的單絲氣體保護焊技術,可顯著提高焊接效率。
1 雙絲氣體保護焊簡介
1.1 雙絲MIG焊接概念
雙絲焊為單面雙弧焊接,即同時使用2根焊絲在較高的焊接速度、相同的氣氛下熔化到同一個熔池中,完成一條焊縫的焊接方法,焊槍中雙絲分為前絲和后絲,前、后絲同時引弧,協同工作,分別受2個獨立的焊接回路控制,同一熔池中2個電弧互不干擾,如圖1所示。
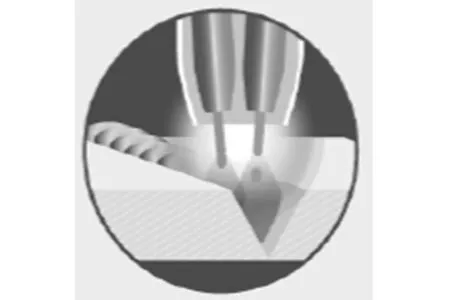
圖1 雙絲MIG示意圖
1.2 雙絲MIG焊接原理
當前絲一個周期時間后由峰值狀態轉為基值狀態時,會向從機發出一個觸發信號,使從絲電弧從基值狀態轉為峰值狀態。經過一個周期后,從機又由峰值狀態轉為基值狀態,此時從機又向主機發出一個觸發信號,使主絲電弧從基值狀態轉為峰值狀態,這樣周而復始。確保每個電弧穩定地燃燒,而不互相干擾。
焊接示意圖如圖2所示。
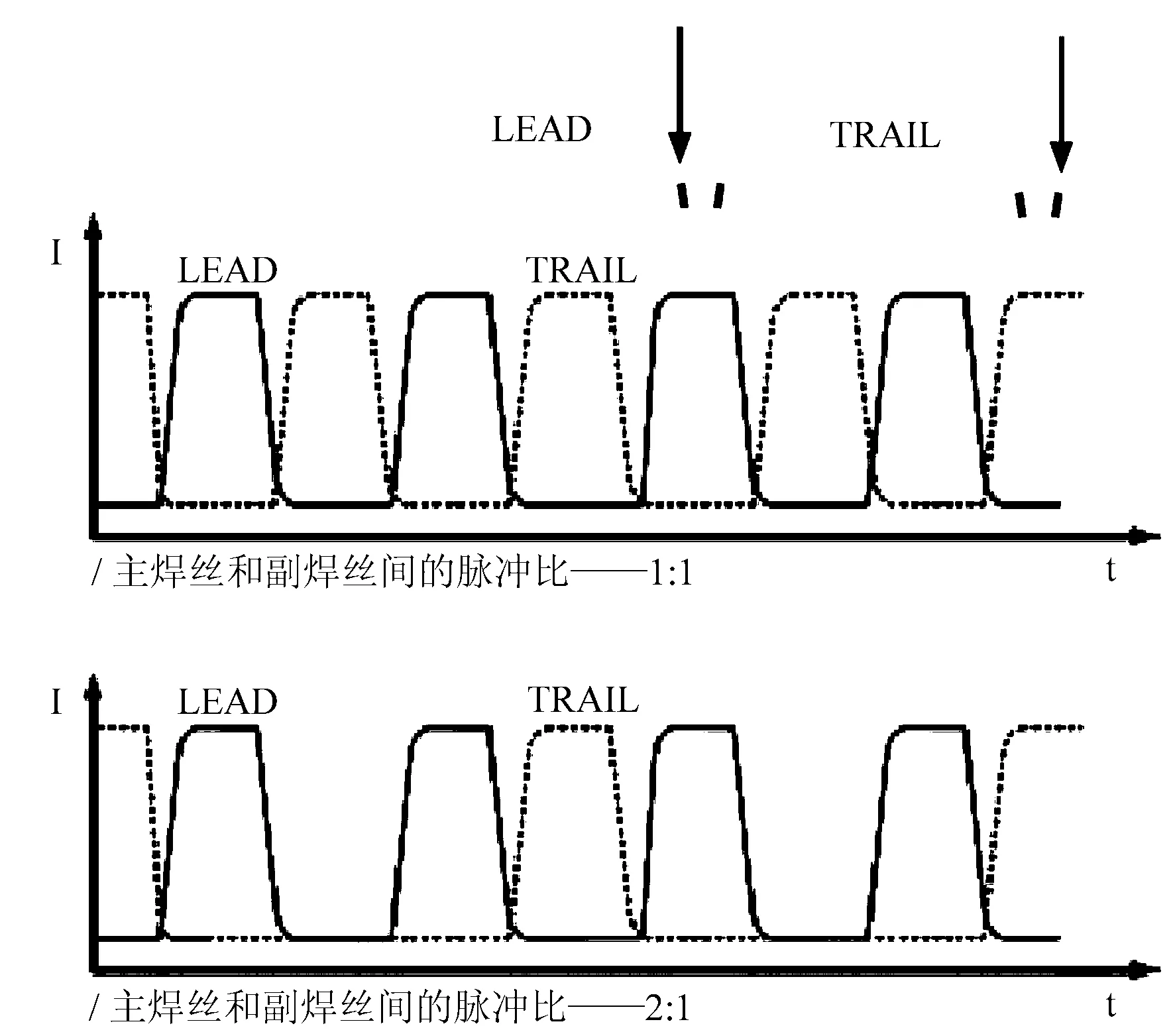
圖2 雙絲MIG焊接示意圖
1.3 雙絲MIG焊接主要工藝優點
(1)焊接速度快,填充量大,熔敷效率高。前絲用于形成安全熔深,后絲快速填充,調節熔寬和焊縫,靈活調節、搭配。
(2)熱輸入小,減小材料變形。
(3)間隙橋接性好,有效地平衡材料公差。
(4)焊接過程自動化,與機械手集成系統智能化焊接。
2 雙絲MIG焊接工藝及試驗
2.1 低合金鋼典型厚度雙絲MIG焊接試件接頭形式
采用t8 mmQ450NQR1鋼板,直徑1.2 mm的焊絲TH550NQ-Ⅱ,80%Ar+20%CO2保護氣體,采用CMT Twin雙絲自動焊進行焊接,通過對焊縫的表面質量、宏觀、微觀、硬度進行測試,分析雙絲氣保焊工藝用于角縫焊接的工藝性和焊接質量。
2.2 雙絲MIG焊接試驗工藝方法和工藝參數
采用雙絲MIG焊接機械人系統,采用雙絲MIG焊接技術施焊。焊接工藝參數如表1所示。
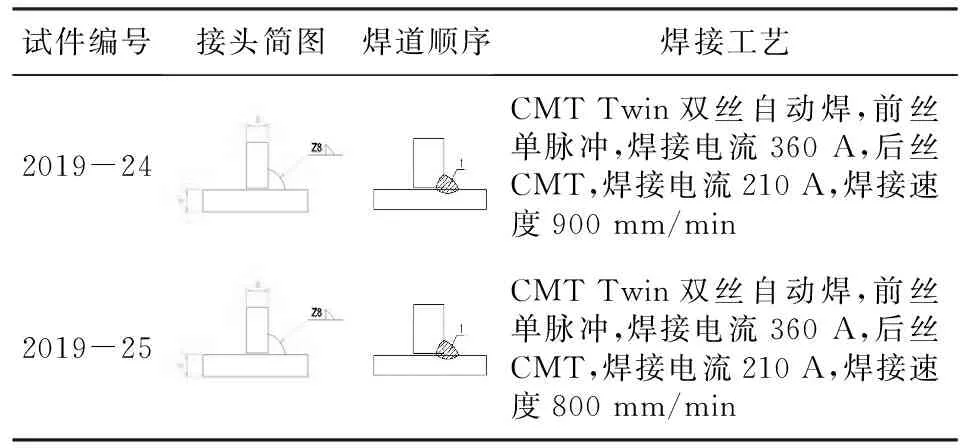
表1 雙絲MIG焊接試驗工藝參數
2.3 雙絲MIG焊接試驗試件檢驗內容
對低合金鋼角接采用雙絲MIG焊縫進行表面無損檢測,試件按NB/T 47013.4進行100%磁粉檢測(MT),合格級別Ⅰ級,檢測結果合格。
對低合金鋼角接采用雙絲MIG焊縫取樣進行金相分析,按GB/T 226、GB/T 13298進行金相檢驗,宏觀金相如圖3、圖4所示,微觀金相如圖5所示。按GB/T 2654進行硬度檢驗,檢測方法示意如圖6所示。
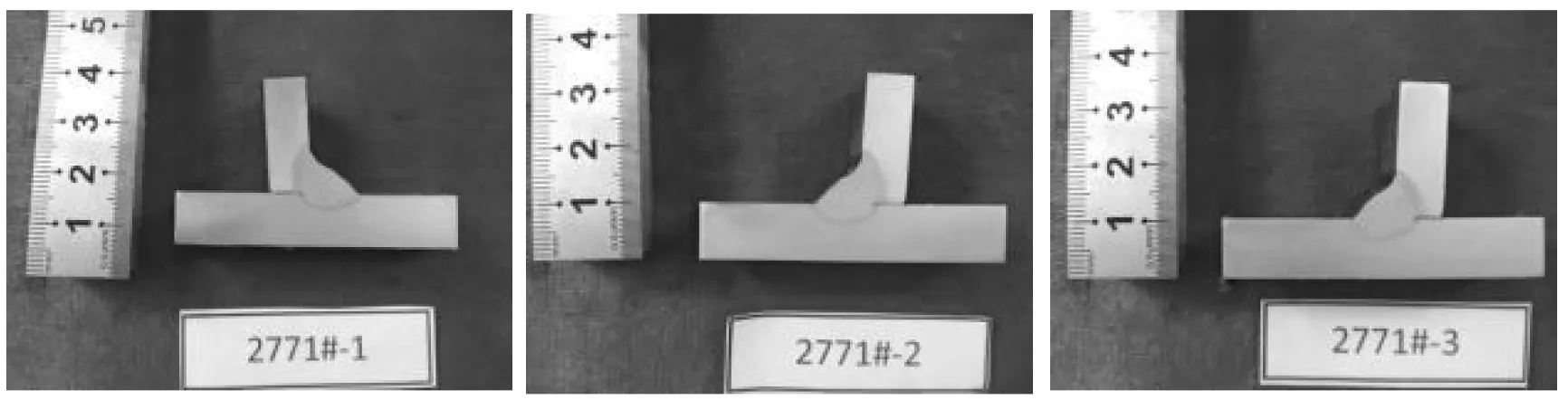
圖3 2019-24宏觀金相
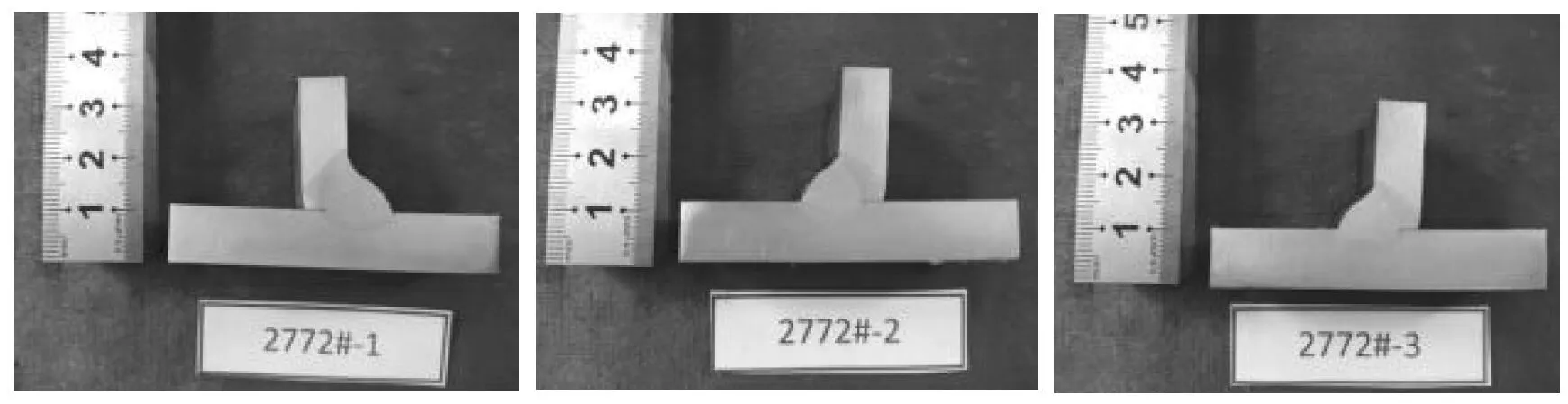
圖4 2019-25宏觀金相

圖5 微觀金相
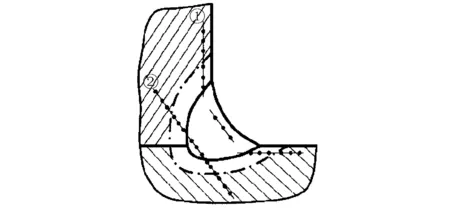
圖6 硬度檢測示意圖
3 試驗結果
3.1 低合金鋼雙絲MIG角焊的焊接工藝性能和焊接質量
完成雙絲MIG焊接的焊件表面如圖7所示。可以看出,上述規格低合金鋼板角接焊縫可以實現雙絲MIG焊接機械人系統焊接,焊接接頭光滑美觀,無超標的焊接缺陷。
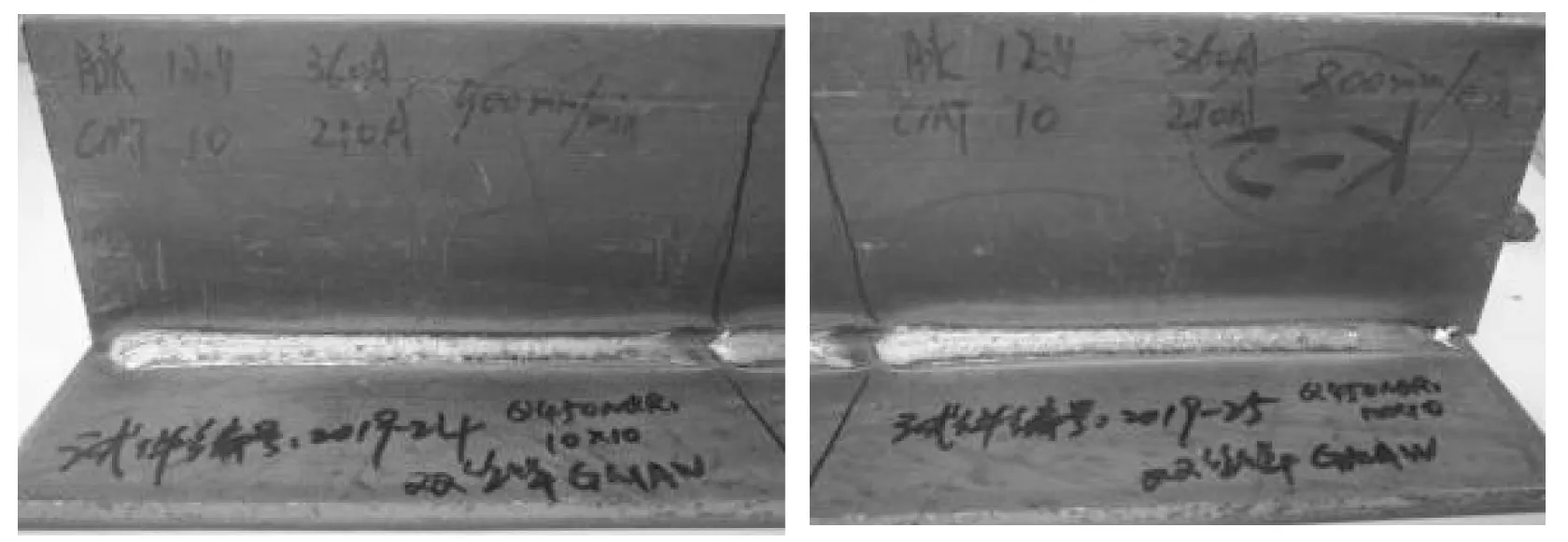
圖7 雙絲MIG焊縫
低合金鋼角接采用雙絲MIG焊接機械人系統單道焊接完成,焊接速度600~800 mm/min時,焊腳尺寸K值達到8 mm。
3.2 低合金鋼雙絲MIG角焊的接頭宏觀金相
宏觀金相結果,經肉眼觀察無裂紋、無氣孔、無夾渣、無未熔合和未焊透等缺陷。
焊縫根部熔合良好,熔深約2~4 mm。
3.3 低合金鋼雙絲MIG角焊的接頭微觀金相組織
從顯微組織可以看出,焊縫區組織先共析粗大鐵素體沿柱狀分布,晶內存在貝氏體、珠光體、魏氏體組織,未發現明顯的焊接缺陷和脆性相,具體結果如表2所示。
3.4 低合金鋼雙絲MIG角焊的接頭硬度
雙絲MIG焊接的角接焊縫硬度如圖8所示,焊縫區、熱影響區硬度值HV10最大值269,符合標準要求。
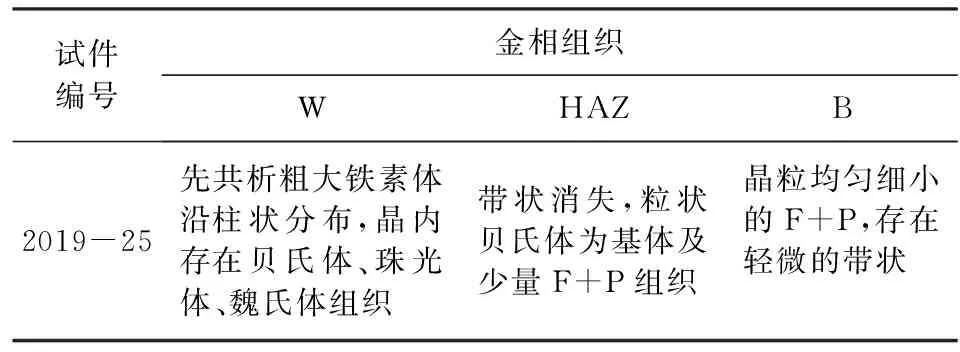
表2 金相組織試驗結果
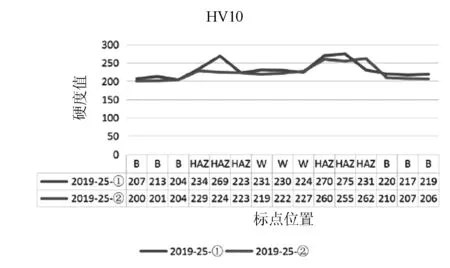
圖8 焊接接頭硬度
4 結果分析
綜上所述,采用雙絲MIG焊接機械人系統完成焊接的低合金鋼角接焊件,能達到以下目標:
(1)角焊縫采用常用的Q450NQR1鋼板,直徑1.2 mm的實芯焊絲TH550NQ-Ⅱ,80%Ar+20%CO2富氬混合保護氣體焊接,表面磁粉檢測合格,截面宏觀金相和硬度未發現異常,符合GB/T 19869.1標準對焊接工藝評定合格的要求。
(2)雙絲單道焊,2F位置焊接,焊角尺寸K值達到8 mm以上仍成形良好,同時焊接速度達到600~800 mm/min,采用2臺套雙絲焊接系統同時焊接時,焊縫總長32.4 m,焊接時間20~27 min,滿足中梁翻焊三工位NX70型平車中梁上、下蓋板與中梁的長直焊縫工序焊接節拍30 min的要求。可以替代4臺傳統自動氣保焊工藝單絲機械手焊接系統,提高了焊接速度和效率。
(3)低合金鋼板角接采用雙絲MIG焊接技術和雙絲MIG焊接機械人系統進行焊接,主弧與從弧可進行靈活調節控制,雙電弧之間無干擾,焊接同時起弧或分開起弧,電弧穩定,焊接過程安全可靠。
綜上分析,采用如圖9所示雙絲氣體保護焊系統,可以滿足NX70型平車中梁上、下蓋板與中梁的長直焊縫的焊接質量和產線節拍等技術要求。
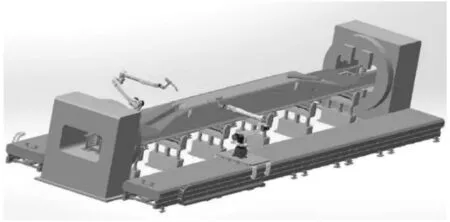
圖9 NX70型平車中梁蓋板雙絲焊接系統示意圖
5 結論
通過試驗證明,低合金鋼角接采用雙絲MIG焊接機械人系統完成焊接的焊件,表面磁粉檢測合格,截面宏觀金相、微觀金相和硬度未發現異常。低合金鋼板角接采用雙絲MIG焊接技術和雙絲MIG焊接機械人系統進行焊接,焊接接頭性能均合格,該技術應用可行,可以在NX70型平車中梁上、下蓋板與中梁的長直焊縫生產制造中應用,也可在鐵路貨車其他類似焊接接頭上推廣。
采用雙絲MIG焊接技術和雙絲MIG焊接機械人系統進行低合金鋼板角接焊接,自動化程度高、生產效率高、成品質量高并穩定,生產過程安全可靠。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
建材發展導向(2021年6期)2021-06-09 05:57:08
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
家庭影院技術(2017年9期)2017-09-26 03:41:45
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39