國產華中數控系統在不同構型五軸機床上的應用驗證
2021-11-25 07:59:56王華僑王宇飛趙華軍劉東青張守明高嵩鄭武王浩志
金屬加工(冷加工) 2021年11期
王華僑,王宇飛,趙華軍,劉東青,張守明,高嵩,鄭武,王浩志
1. 華中科技大學 湖北武漢 430074
2. 廈門大學 福建廈門 361005
3. 湖北三江航天紅陽機電有限公司 湖北孝感 432000
4. 武漢華中數控股份有限公司 湖北武漢 430074
1 序言
華中數控系統HNC848是全數字總線式高檔數控裝置,采用模塊化、開放式體系結構,基于具有自主知識產權的NCUC工業現場總線技術,具備多軸、多通道及同步軸同步等功能。華中數控系統HNC848配套不同構型五軸機床的操作界面如圖1所示,其界面設計友好、操作方便。HNC848在車銑復合加工中心、高速精密臥式加工中心、龍門五軸加工中心等高檔數控機床上均適用,在航空、航天、能源等大型企業中批量應用,取得了良好的效果,加工效果達到國外知名數控系統水平,加工效率大大提高,實現了國產數控系統在航天領域的重大突破,打破了國外知名品牌數控系統的長期壟斷局面。

圖1 華中數控系統HNC848操作界面
2 NAS件及S件簡介
NAS件是通過加工圓錐臺試件產生的面粗糙度、圓度、角度及尺寸精度等指標,來檢驗機床的動態精度,是目前國內外數控機床動態精度驗收的常用方法。標準要求圓度0.1mm,同軸度0.1mm,角度公差30°±0.035°。
S件的主體是一個呈“S”形走向的扭曲曲面形成的等厚度緣條,曲面形狀復雜。使用立銑刀側刃加工時,刀具軸向必須連續變換,同時機床必須能完美執行五軸聯動的坐標連續換向。加工中,機床進行五軸聯動的坐標連續換向,能集中反應機床的幾何精度、定位精度、動態特性以及反向誤差等特性。切削完成后的S件對緣條型面尺寸精度要求較高,為±0.05mm,緣條厚度公差為±0.1mm,緣條表面粗糙度值Ra=3.2μm,總體技術難度較高。
3 大型六軸雙模式五坐標聯動加工中心應用驗證
3.1 總體結構
大型六軸雙模式五坐標聯動加工中心(見圖2)采用高架式龍門結構,固定式工作臺中間鑲嵌旋轉工作臺,橫梁沿左、右床身導軌水平縱向移動(X軸);橫梁上配置有溜板,銑頭滑枕既可隨銑頭溜板沿橫梁導軌水平橫向移動(Y軸),也可沿溜板導軌垂直升降(Z軸)。雙擺角數控萬能銑頭的主軸隨銑頭擺動體在垂直面內繞X軸擺動(A軸),隨銑頭叉形體在水平面內繞Z軸回轉(C軸);配備φ2000mm數控分度轉臺(B軸),配備鏈式刀庫。數控系統采用華中五軸數控系統HNC848,可實現五軸聯動。
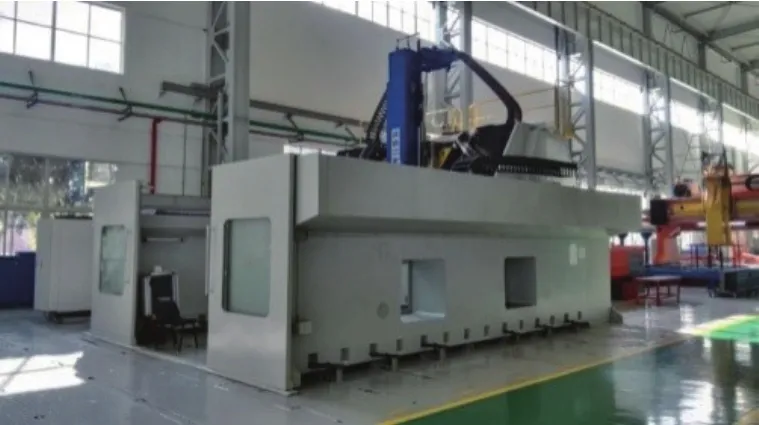
圖2 大型六軸雙模式五坐標聯動加工中心
該銑頭主體方案采用A/C雙擺角銑頭(見圖3)與滑枕一體化結構,C軸傳動部分安裝在滑枕內部,主運動由電主軸單元實現。銑頭的A、C軸驅動采用德國IDAM力矩電動機直接驅動技術,并且可通過液壓夾緊裝置將A、C軸鎖定在任意位置上;另外還采用HEIDENHAIN高精度角度編碼器,實現全閉環位置反饋。銑頭的A軸擺動體內安裝大功率高速電主軸,主軸功率52kW,最高轉速18000r/min。
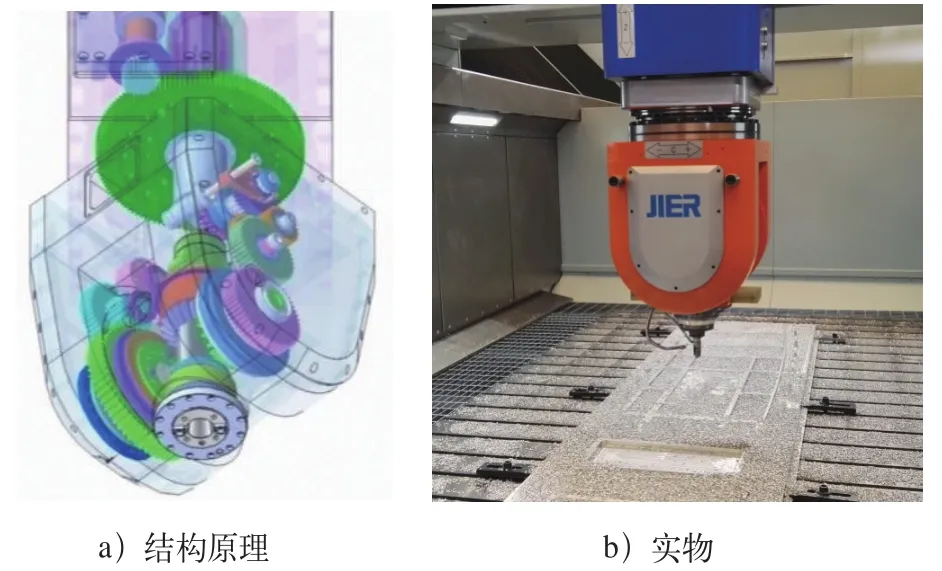
圖3 A/C雙擺角銑頭
3.2 五坐標編程后處理
大型六軸雙模式五坐標聯動龍門玻璃鋼加工中心機床結構:X軸橫梁沿固定立柱床身導軌縱向運動,Y軸滑銑頭溜板沿橫梁導軌往復運動,Z軸滑枕式銑頭沿溜板導軌垂直運動,主軸頭為A/C雙擺角數控萬能銑頭。底座固定在地基上,回轉工作臺B軸(先期設置為B軸,后由于與攻螺紋功能沖突,將B軸改為U軸)位于底座工作臺中部,六軸雙模式五坐標機床運動軸如圖4所示。通過UG自帶的后置處理構造器,配置此機床的后置處理,其中限制了C軸行程為-360°~360°,A軸行程為-110°~110°。若A、C軸超程,后置處理程序將自動退刀并重新進行刀具路徑處理,輸出接續程序實現安全加工。
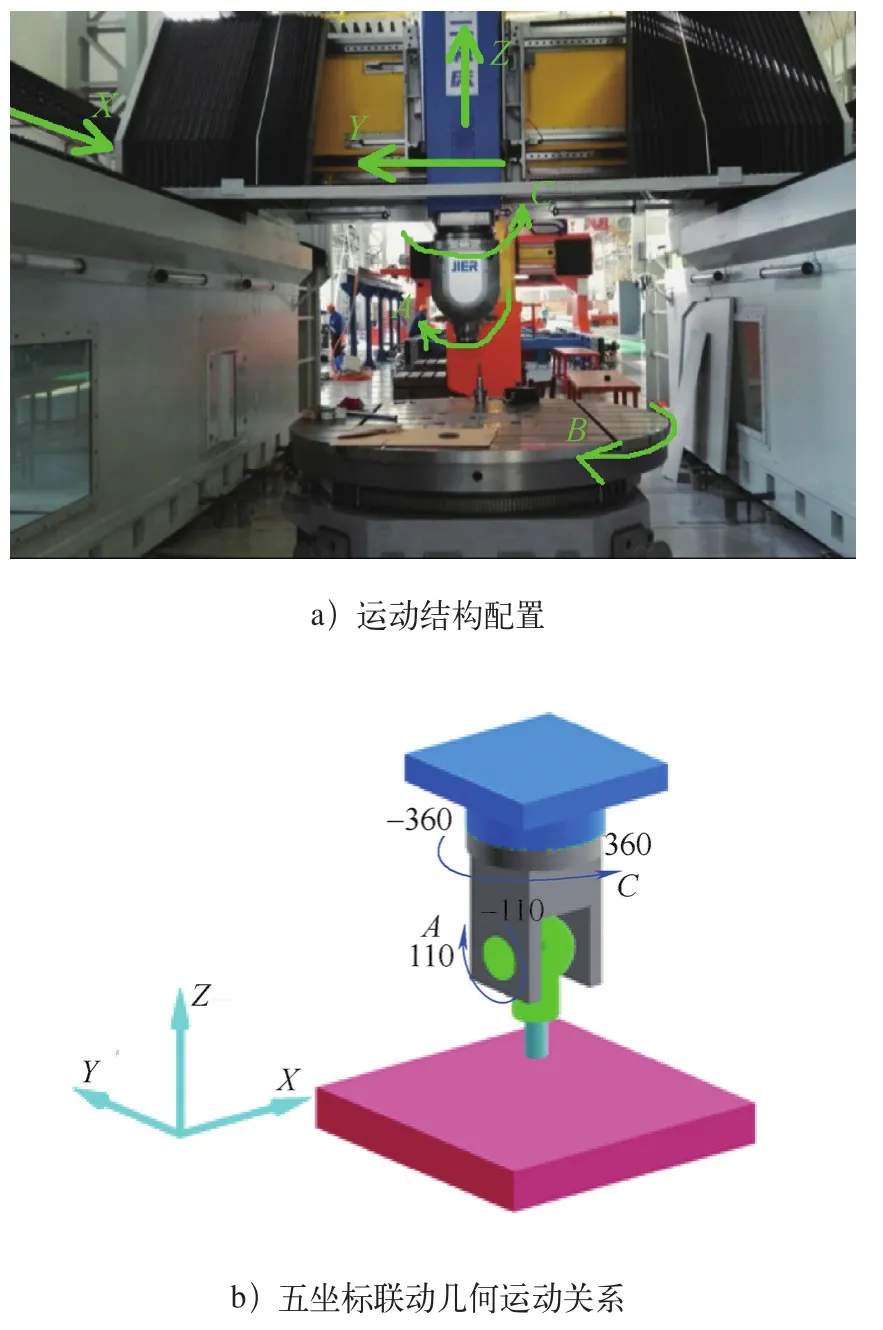
圖4 六軸雙模式五坐標機床運動軸
3.3 綜合加工測試
(1)國家標準三坐標立式與臥式綜合測試 針對五坐標機床需同時加工立式和臥式兩種狀態的情況,需按照標準的三軸方圓試件進行加工;另外增加了2處3°斜角檢測斜面的精度、4處圓孔檢測孔的位置度,圓孔中增加臺階孔,檢測兩孔的同軸度。經加工及檢測,精度全部合格,實物如圖5所示。

圖5 國家標準方圓試件測試實物
(2)NAS及S件加工測試 采用國產華中數控系統HNC848控制六軸雙模式五坐標聯動加工中心進行應用測試。各伺服驅動電動機采用配套國產電動機,采用RTCP五軸刀心編程控制,基于UG NX模式進行雙模式五坐標聯動后處理開發,雙模式五軸聯動自行切換,最終完成了NAS和S件測試(見圖6、圖7),經過檢測全部合格。

圖6 NAS件測試
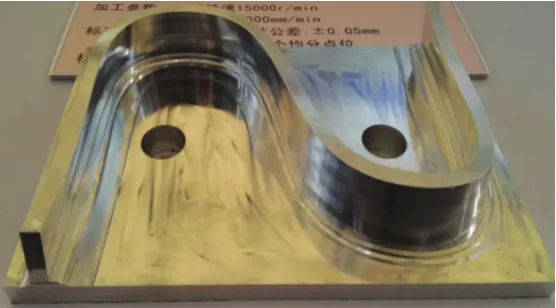
圖7 S件測試
4 大型七軸五聯動立式車銑復合加工中心應用驗證
4.1 總體結構
圖8為大型七軸五聯動立式車銑復合加工中心,車削主軸箱沿橫梁水平移動(X1軸),銑削主軸箱沿橫梁水平移動(X2軸);工作臺沿床身前后移動(Y軸),擺動頭固定于銑削主軸下方,繞Y軸旋轉(B軸);車削滑枕在主軸箱內上下移動(Z1軸),銑削滑枕在主軸箱內上下移動(Z2軸);回轉工作臺(C軸)在車削工作時提供主切削力,在銑削工作時可實現數控旋轉分度;橫梁沿龍門立柱上下運動(W軸)。采用華中數控HNC848全數字數控系統,能實現X、Y、Z、B、C五軸聯動的數控控制和插補運算功能,能夠保證在整個加工區域內進行車削、鏜削、鉆削及銑削加工。
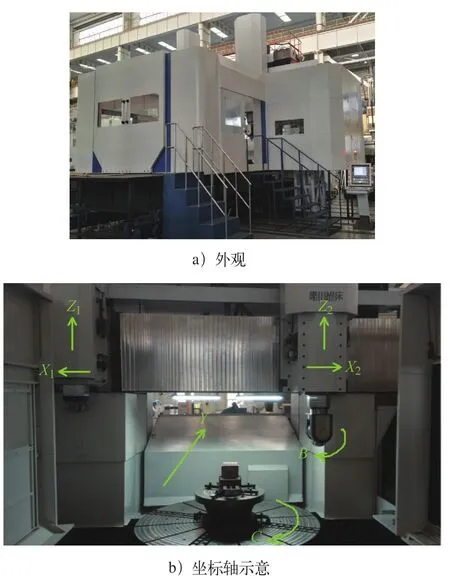
圖8 大型七軸五聯動立式車銑復合加工中心
4.2 綜合加工測試
(1)國家標準三軸銑削方圓試件加工測試 針對機床特點,對機械部分及數控系統進行優化,并優化加工基準、數控程序,進行國家標準方圓試件三軸銑削加工測試(見圖9),切削成品經過檢測,尺寸全部合格。
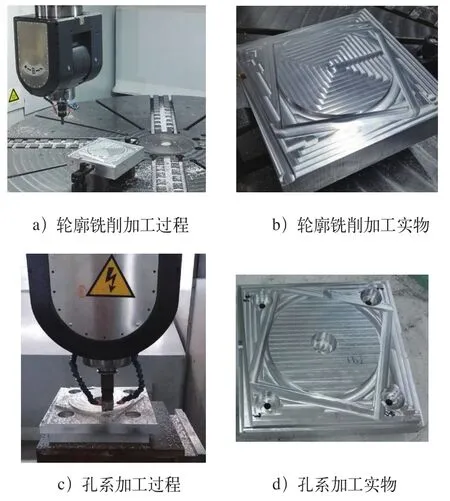
圖9 國家標準方圓試件三軸銑削加工測試
(2)NAS件加工測試 針對NAS件標準要求,進行五軸側銑綜合測試。對數控系統插補周期、加工刀具、數控程序、進給量和主軸轉速進行最優化摸索,加工NAS件(見圖10)。經檢測,加工精度滿足標準要求,但是從摸索的情況來看,機床在不同進給速率和不同轉速下加工出的產品,其外表面粗糙度存在差異,動態自適應調整功能還需要提高。
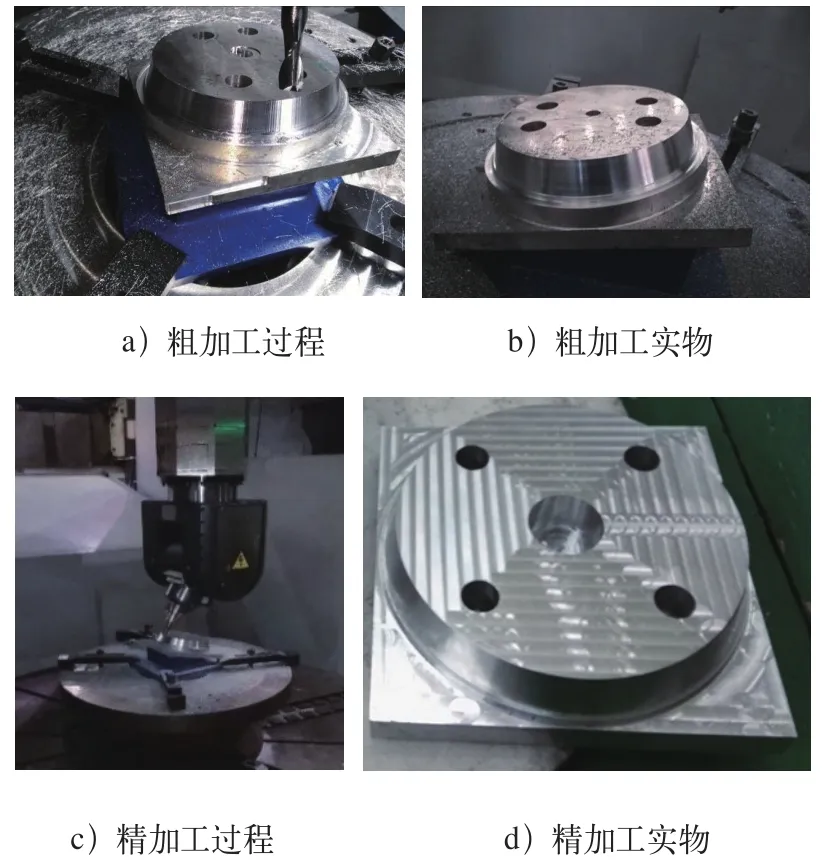
圖10 NAS件加工測試
(3)S件加工測試 S件加工測試如圖11所示,加工精度滿足使用要求,但是在平面處出現了小的凹痕。經深入分析,原因是機床在閉環狀態下增益調不上,需要通過改善機械摩擦力進行優化。
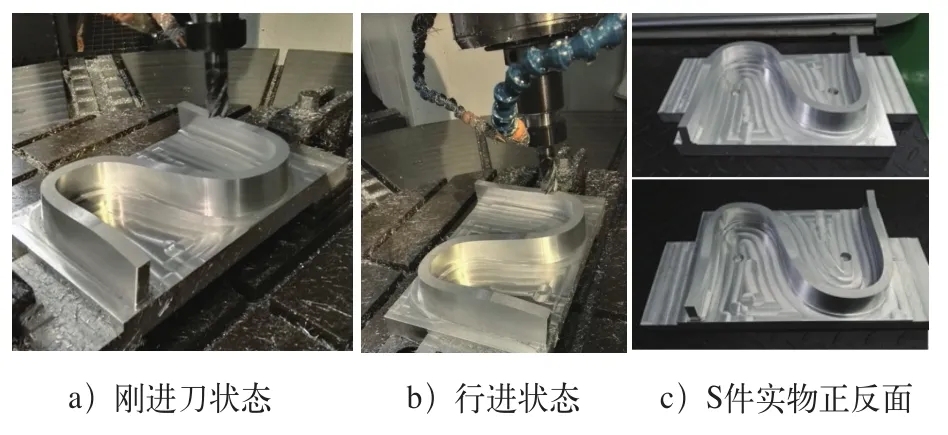
圖11 S件加工測試
采用國產華中數控系統HNC848,各伺服驅動電動機全部采用配套國產電動機,X、Y、Z三個線性軸進給速度分別達到15m/min、12m/min、8m/min,復合擺頭5r/min,實現回轉工作臺5r/min銑削和150r/min的車削控制。采用RTCP五軸刀心編程控制,完成了基于UG NX模式的五坐標聯動銑削+立式端面車削+臥式外圓車削的車銑復合自行切換,實現了國產機床的安全自主可控。
采用力矩電動機直接驅動A/C主軸擺頭,配備HSK A63主軸刀柄,通過20kW的主軸電動機及37N·m的恒扭矩進行切削,既可以實現鋁合金、復合材料的高速精密切削,也可以實現不銹鋼、鈦合金、高溫合金等難加工材料的精密切削。
5 大型主軸復合擺動式銑車復合加工中心應用驗證
5.1 總體結構
大型主軸復合擺動式銑車復合加工中心(見圖12)配備國產華中數控系統HNC848,采用高精密光柵尺、圓鋼柵尺,全閉環位置反饋控制。機床床身、立柱、橫梁、滑座、旋轉工作臺和主軸箱等主要基礎件及關鍵結構件均采用鑄造結構,確保機床具有高的剛度和良好的精度穩定性。X、Y、Z直線軸均采用高精度直線導軌支承,移動由伺服電動機帶動高精度滾珠絲桿來實現,對直線導軌和滾珠絲杠采用雙層防護,以防止加工粉塵的污染。銑車復合旋轉工作臺支承采用交叉滾子軸承,驅動采用雙電動機帶動變速齒輪箱驅動工作臺旋轉,工作臺在車削工作時提供主切削力,在銑削工作時可實現數控旋轉分度。主軸系統采用B軸擺動頭,使主軸實現立、臥轉換(見圖13)。安裝車刀和旋轉刀具的主軸具有車、銑復合功能,可實現車、銑加工;主軸配備HSK A100高速銑削刀柄及CAPTO車削刀柄;設備主軸轉速可達到10000r/min;機床左側配備40把鏈式自動換刀裝置,換刀時間<5s。

圖12 大型主軸復合擺動式銑車復合加工中心

圖13 主軸立臥轉換
5.2 綜合加工測試
針對該非正交坐標系統的特種結構形式五坐標機床,通過主軸立式和臥式兩種方式同時進行標準三軸方圓試件加工(見圖14),該方式可以通過檢測結果有效推測出擺動頭的動態擺動精度,兩種狀態下的檢測結果均合格。然后進行NAS件及S件加工測試,試切的NAS件及S件(見圖15、圖16)均滿足精度指標要求。

圖14 方圓試件立式及臥式加工

圖15 NAS件試切
圖16 S件試切
大型主軸復合擺動式銑車復合加工中心采用國產華中數控系統HNC848,各伺服驅動電機全部采用配套國產電動機,X、Y、Z三個線性軸進給速度分別達到15m/min、12m/min、10m/min,復合擺頭5r/min,實現回轉工作臺5r/min銑削和200r/min的車削控制。采用RTCP五軸刀心編程控制,完成了基于UG NX模式的五坐標聯動銑削+立式端面車削+臥式外圓車削的車銑復合自行切換,實現了國產機床的安全自主可控。采用力矩電動機直接驅動A/C主軸擺頭,配備HSK A100主軸刀柄,通過20kW的主軸電動機及201N·m的恒扭矩進行切削,既可以實現鋁合金、復合材料的高速精密切削,也可以實現不銹鋼、鈦合金、高溫合金等難加工材料的強力切削。所加工的NAS件和S件均檢測合格,滿足航空航天產品五軸聯動加工需求。
6 橋式龍門搖籃式五軸加工中心應用驗證
圖17所示的搖籃式五軸加工中心采用雙立柱小龍門框架式結構,配備國產華中數控系統HNC848。機床X、Y、Z三軸行程分別≥1600mm、800mm、800mm;C軸-360°~360°連續;A軸-15°~110°連續;主軸最高轉速≥12000r/min;定位精度≤0.008mm;重復定位精度≤0.005mm;回轉軸定位精度10",重復定位精度7";傾斜軸定位精度12",重復定位精度8";快移速度≥24m/min。其加工的NAS件及S件(見圖18)經檢測全部合格,滿足航空航天五軸小型零部件精密高效加工的需求。
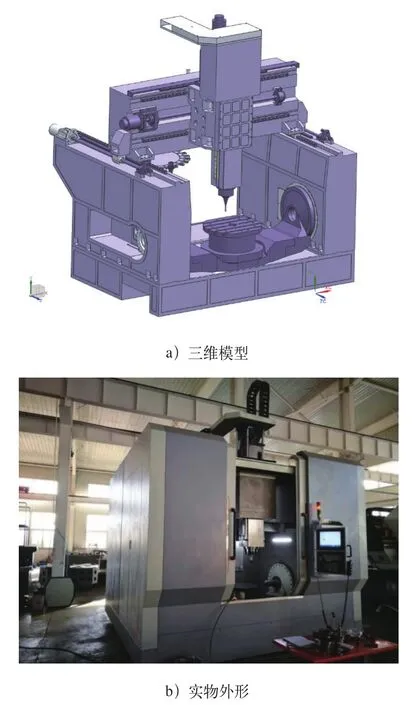
圖17 搖籃式五軸加工中心
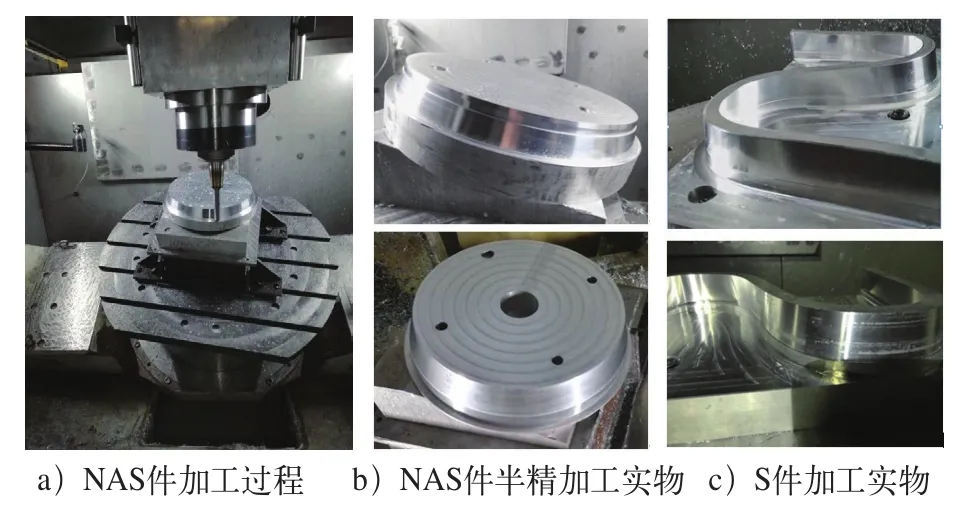
圖18 搖籃式五軸加工中心NAS件及S件加工測試
7 結束語
本文采用國產華中數控系統在A/C擺頭五軸機床、單擺頭五軸機床、復合擺頭五軸機床、搖籃轉臺五軸機床四類典型五坐標高檔機床上,分別加工測試國家標準方圓試件、NAS件及S件,均達到合格要求。結果表明,國產華中數控系統符合五軸機床的綜合性能測試指標的要求,可以滿足各行業五軸高檔機床的數控系統需求。對標國外部分進口高檔數控系統的先進功能,國產數控系統在高速高精插補控制、動態監測與碰撞控制、智能化加工控制、多軸聯動高速高精插補控制、數控程序手動操作控制、基于特征的循環編程、多坐標聯動剛性攻螺紋以及系統操作界面等方面,均可以達到國外高檔數控系統同等水平。
