汽車(chē)超高強(qiáng)鋼等離子弧焊接裂紋自動(dòng)識(shí)別技術(shù)研究
2021-11-27 09:34:54顏雙權(quán)魯夢(mèng)雄王記鵬于長(zhǎng)遠(yuǎn)
科學(xué)技術(shù)創(chuàng)新 2021年31期
顏雙權(quán) 王 磊 魯夢(mèng)雄 王記鵬 于長(zhǎng)遠(yuǎn)
(遼寧理工學(xué)院 機(jī)電工程學(xué)院,遼寧 錦州 121000)
等離子弧堆焊是一種等離子弧焊接工藝,在提高材料表面耐磨性與耐熱性能的應(yīng)用中,等離子弧堆焊得到了越來(lái)越多的應(yīng)用[1]。實(shí)際焊接過(guò)程中,受到環(huán)境以及認(rèn)為因素的影響,不同影響程度下焊接縫隙部分會(huì)出現(xiàn)氣孔、燒穿等缺陷,嚴(yán)重影響焊接產(chǎn)品的生產(chǎn)安全[2]。
本文提出汽車(chē)超高強(qiáng)鋼等離子弧焊接裂紋自動(dòng)識(shí)別。通過(guò)USB 數(shù)字傳輸方式,獲取焊接圖像傳輸速度與抗干擾能力,選擇濾波器解決噪聲問(wèn)題,獲取到焊接圖像的整體輪廓,通過(guò)灰度直方圖,獲取圖像全局灰度密布的情況[3]。為了預(yù)防識(shí)別時(shí)出現(xiàn)過(guò)度擬合狀況,基于relu 激勵(lì)函數(shù)衡量識(shí)別誤差,完成焊縫視覺(jué)圖像缺陷位置的準(zhǔn)確識(shí)別。
1 弧焊接裂紋自動(dòng)識(shí)別
1.1 汽車(chē)焊區(qū)圖像獲取
在等離子焊接區(qū)域,可以通過(guò)視覺(jué)信息獲取系統(tǒng)記錄焊區(qū)圖像、焊接形狀以及焊接寬度等信息,從焊接物體不同角度記錄焊接圖像,包括焊接面的前后、上下面[4]。
通過(guò)USB 數(shù)字傳輸方式,計(jì)算焊接圖像傳輸速度,獲取抗干擾能力,固定傳感器中二級(jí)反射裝置,該裝置為可調(diào)節(jié)形式,使其呈現(xiàn)斜上45 度,簡(jiǎn)化光路調(diào)節(jié)方式[5]。
依據(jù)等離子焊接光譜,為消除弧光干擾,濾光片的中心波長(zhǎng)選取為680nm。
I 表示焊縫缺陷圖像,可有線性重疊加以表征,具體表現(xiàn)形式為:

式中,D 表示焊接缺陷目標(biāo)圖像,B 表示缺陷背景,N 表示外部環(huán)境影響噪聲。
焊接裂紋圖像獲取傳輸過(guò)程中,會(huì)受到外部環(huán)境噪聲影響,影響圖像最終呈現(xiàn)效果,通過(guò)濾波器方式去除外部環(huán)境噪聲。基于非線性處理,在去除噪聲的情況下保留焊接圖像邊緣信息。
提取焊接圖像全局特征,獲取圖像整體輪廓數(shù)據(jù),依據(jù)灰度直方圖,呈現(xiàn)焊接裂紋圖像全局灰度密布情況。假設(shè)圖像J 的尺寸大小為M×N,J*表示圖像輪廓信息:

式中,f(x,y)表示在(x,y)處像素點(diǎn)灰度值大小,uj表示第j個(gè)焊接圖像閾值大小。
1.2 等離子弧焊接裂紋自動(dòng)識(shí)別
在焊接裂紋自動(dòng)識(shí)別過(guò)程中,為保證識(shí)別精度,需要對(duì)焊接圖像進(jìn)行分割處理,假設(shè)焊接灰度圖像為f(x,y),按照分割準(zhǔn)則,選取圖像f(x,y)任意灰度值Th,將其作為閾值。將焊接圖像分割為二值圖像g(x,y):

引入局部閾值算法,結(jié)合焊接圖像像素灰度以及局部灰度特性,明確圖像像素閾值大小。圖像目標(biāo)大小存在差異以及像素灰度值存在差異狀態(tài)下,均可呈現(xiàn)較好分割效果,多目標(biāo)分割原理如下所示:
圖像的灰度值范圍表示為1~L,分割圖像為兩個(gè)組別:集灰度的范圍是(1,2,…,k)的一組與灰度范圍為(k+1,k+2,…,k)的一組,概率表征方式如下所示:

上式中:ni代表為第i 個(gè)像素點(diǎn);N 代表整個(gè)圖像的像素點(diǎn);Pi代表像素點(diǎn)i 出現(xiàn)的頻率;ω(k)代表像素點(diǎn)i 出現(xiàn)的頻率總和。
在卷積神經(jīng)網(wǎng)絡(luò)中,引入代價(jià)函數(shù),衡量網(wǎng)絡(luò)輸出值與期望值之間誤差大小,誤差大小與網(wǎng)絡(luò)性能呈現(xiàn)正相關(guān)關(guān)系,代價(jià)函數(shù)表征方式為:

其中,C 代表代價(jià)函數(shù),x 代表輸入,y 表示輸出值,a 是期望值,n 表示總樣本數(shù)量。
求解代價(jià)函數(shù)最小值,就要獲取相應(yīng)的w、b 的梯度值:

二值化焊接裂紋圖像,裂紋圖像包括焊縫區(qū)域以及背景區(qū)域。受到外界環(huán)境因素的影響,如X 射線強(qiáng)度等,加上材料密度分布差異,焊縫形狀存在差異,在焊接圖像內(nèi)保留非焊接裂縫區(qū)域干擾像素。
通過(guò)上式可以看出,w、b 的梯度與輸出偏差之間存在關(guān)聯(lián),梯度與偏差之間呈現(xiàn)正相關(guān)關(guān)系。參變量w、b 調(diào)節(jié)速度越快,訓(xùn)練速度越快,網(wǎng)絡(luò)訓(xùn)練的核心目標(biāo)就是求出符合C 最小時(shí)相對(duì)的w 和b,完成焊接裂紋圖像精準(zhǔn)識(shí)別。
2 實(shí)驗(yàn)研究
選取多自由度GTAW 焊接系統(tǒng)作為實(shí)驗(yàn)主要裝置。該裝置硬件包括:工件運(yùn)動(dòng)平臺(tái)、位移控制系統(tǒng)、焊接電源、送絲機(jī)、送絲控制裝置以及氣流控制裝置。焊接電源選取型號(hào)為INVERTER ELECON 500P 型。為了保證焊接不受到外界干擾影響,焊槍在焊接過(guò)程中保持靜止?fàn)顟B(tài),通過(guò)工件運(yùn)動(dòng)平臺(tái)記錄電弧相對(duì)移動(dòng)狀態(tài)。
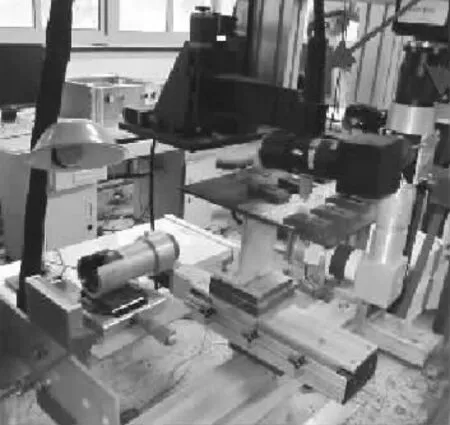
圖1 焊接試驗(yàn)
依據(jù)SNR 對(duì)數(shù)法光譜評(píng)價(jià)準(zhǔn)則,量化表征等離子焊接裂縫識(shí)別過(guò)程敏感度,對(duì)數(shù)真數(shù)用缺陷樣本與正常樣本比值數(shù)量進(jìn)行表示,求解對(duì)數(shù)值。在動(dòng)態(tài)焊接過(guò)程中,輸入信號(hào)選取焊接特征參數(shù),與正常狀態(tài)特征值比較,缺陷狀態(tài)特征值過(guò)大或者過(guò)小,表明焊接裂縫識(shí)別可分離性較高,識(shí)別度較大。
在焊接實(shí)驗(yàn)開(kāi)始后,加入油污污染,觀察焊縫的氧化情況,當(dāng)出現(xiàn)輕微氧化導(dǎo)致裂縫出現(xiàn)后,停止加入油污。在焊縫出現(xiàn)中期,增加焊絲偏絲情況,觀察焊接表面的明顯裂紋情況,此時(shí)焊接電流降低。(圖2)

圖2 夾渣焊縫的特征參數(shù)監(jiān)測(cè)曲線
結(jié)合標(biāo)準(zhǔn)差閾值方式,檢查焊接過(guò)程中裂縫是否出現(xiàn)。引入“Defection Degree”的概念,表征焊接構(gòu)件表面裂紋出現(xiàn)的嚴(yán)重程度。識(shí)別特征值始終處于上下閾值之間,此時(shí)焊接狀態(tài)為穩(wěn)定狀態(tài),否則焊接過(guò)程出現(xiàn)波動(dòng),此時(shí)焊接裂縫較為嚴(yán)重。焊縫缺陷識(shí)別情況如圖3 所示。
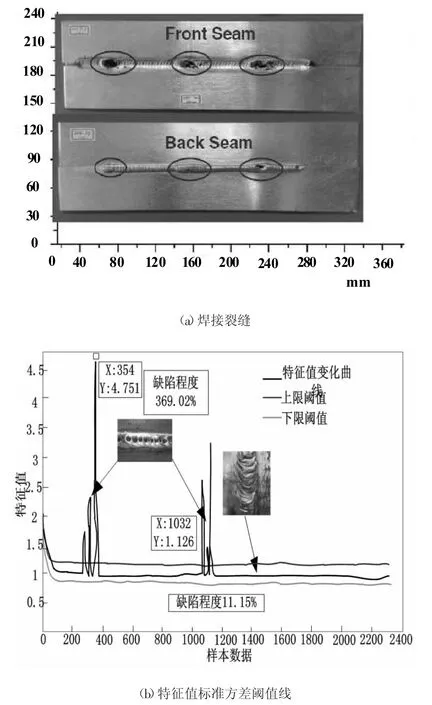
圖3 焊縫缺陷識(shí)別
由圖3 可以看出,焊接未出現(xiàn)裂縫狀態(tài)下,特征值保持在上下限定值之間,在出現(xiàn)輕微裂縫狀態(tài)下特征值超過(guò)閾值上限,裂縫識(shí)別圖像也出現(xiàn)變化;在不同裂縫程度下,特征值標(biāo)準(zhǔn)方差值呈現(xiàn)不同狀態(tài),峰值出現(xiàn)差異。
3 結(jié)論
本文提出汽車(chē)超高強(qiáng)鋼等離子弧焊接裂紋自動(dòng)識(shí)別方法。通過(guò)USB 數(shù)字傳輸方式,獲取焊接圖像傳輸速度與抗干擾能力,選擇濾波器解決噪聲問(wèn)題,為了預(yù)防識(shí)別時(shí)出現(xiàn)過(guò)度擬合狀況,基于relu 激勵(lì)函數(shù)衡量識(shí)別誤差,完成識(shí)別。后期研究中可以通過(guò)改變焊接材料性質(zhì),如厚度、坡口形式等參數(shù),研究多源傳感信號(hào)響應(yīng)。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
特別健康(2018年3期)2018-07-04 00:40:18
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
發(fā)明與創(chuàng)新(2016年26期)2016-08-22 03:23:28
電測(cè)與儀表(2016年6期)2016-04-11 12:06:38
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02