淺談第六代TFT- LCD 玻璃基板國產磨邊機
2021-11-27 09:35:58高永亮
科學技術創新 2021年31期
關鍵詞:設備
高永亮
(南京中電熊貓液晶材料科技有限公司,江蘇 南京 210033)
當今,國內TFT-LCD 行業和技術發展迅猛,液晶顯示已成為主流顯示。TFT-LCD 是薄膜晶體管有源矩陣液晶顯示器,就是在LCD 內部引入薄膜晶體管作為開關器件,再注入液晶材料的結構。主要應用于智能手機、筆記本計算機、液晶電視等。玻璃基板是TFT-LCD 顯示器面板的薄膜晶體管陣列基板和彩色濾光片的關鍵基礎材料之一。
生產過程中,TFT 玻璃基板(包括素玻璃基板、CF 玻璃基板、TFT 陣列玻璃基板,以及成盒后雙層玻璃基板等三類)切割/裂片后需對其四邊部進行磨削,使基板四邊部形成需要的高光潔度弧面,磨削質量的好壞直接造成加工缺陷發生,也很大程度上影響后續工序的加工穩定性和良率,比如破壞絲網和影響絲網印刷質量、影響對位貼合質量、影響注晶質量,甚至影響模組人員安全等。
玻璃基板磨邊是通過磨邊機來實現的,國內現有TFT 玻璃基板、TFT-LCD 生產線以進口國外磨邊機為主。隨著國內TFT行業裝備、制造技術發展和成熟,技術研發人才的培養和提升,國內設備公司也對磨邊機進行了研發和推廣,國內一些TFT 玻璃基板和TFT-LCD 生產線也在使用國產磨邊機。
國內其他玻璃行業的磨邊機國產化發展勢頭很好,如建筑玻璃、中空玻璃和汽車玻璃等,磨邊機類型也很多,這些國內設備公司也涉足TFT 行業,將相關的超薄玻璃磨邊機推廣應用到TFT-LCD 玻璃基板上,如直線雙邊磨邊機和仿形磨邊機等。
1 TFT 玻璃基板和磨邊
1.1 LCD 構造與玻璃基板特性
玻璃基板是一種表面極其平整的浮法生產薄玻璃片,是目前液晶顯示器使用的主要材料,在液晶顯示器領域占有相當重要的地位,也是液晶顯示器件的一個基本部件,約占7%的原材料成本。目前市場上應用的玻璃基板,其主流厚度為0.7mm 和0.5mm,最薄也可以做到0.4mm 的厚度。
玻璃的種類有堿玻璃、低堿玻璃和無堿玻璃三類,由于TFT-LCD 制造工藝的要求很高,使用的玻璃基板與一般普通玻璃不同,是“無堿玻璃”,不含堿金屬氧化物的硼硅玻璃,堿金屬氧化物的存在不僅污染液晶材料,還會對TFT 的特性會產生影響,比如降低玻璃的熔點。液晶玻璃為透明固體,以二氧化硅為主要成分,還有氧化鋁、氧化硼、氧化鈉、氧化鉀、氧化鈣、氧化鋇、氧化鎂、氧化鋅等各種各樣成分,主要原料有石英粉、碳酸鍶、碳酸鋇、硼酸、硼酐、碳酸鈣、硝酸鋇等。
FTT-LCD 由陣列基板、彩膜基板、液晶屏部分、驅動IC 和周邊組件部分以及背光源組成,通過陣列制程、彩膜制程、制屏制程和模組制程四個階段形成。圖1 是TFT-LCD 基本結構示意圖,它的關鍵結構類似于三明治,每塊TFT-LCD 面板包括前后兩塊玻璃基板,就是彩膜和陣列玻璃基板,如圖中的上、下玻璃基板。
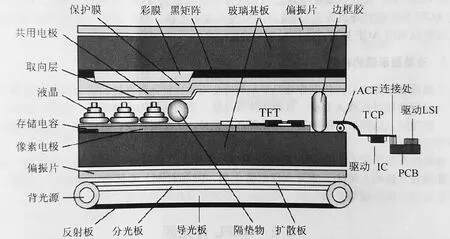
圖1
由于TFT-LCD 制造過程中的特殊環境,如高溫、高壓、酸性-中性-堿性的環境變更等,要求玻璃基板具備一定的特性:耐高溫、耐強酸強堿、超薄、超平滑、超精細、高透光性、高平整度、良好的抗溶劑和熱收縮率小的性能。
目前,國內TFT 玻璃基板和TFT-LCD 公司磨邊主要采用進口磨邊機,以美國、日本和韓國產的磨邊機為主,采用直線雙邊磨邊機為主流。自動化生產線包括上料、切割、磨邊、倒角、檢查、清洗和下料等工序,而磨邊工序的完成一般需要橫向磨邊機、轉向設備、縱向磨邊機和裝卸傳輸設備等,橫向和縱向磨邊機分別對玻璃基板的長邊和短邊進行磨削,包含粗磨、精磨或拋光,圖2 是磨邊工序裝置示意圖。
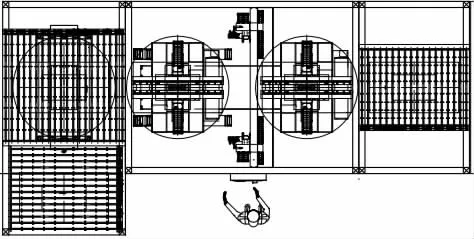
圖2
1.2 玻璃基板磨邊
TFT-LCD 行業使用的素玻璃基板、CF 玻璃基板和TFT 玻璃基板切割后,存在著邊緣不平整、光滑或銳角等缺陷,為避免這些缺陷對后續工序造成影響,需要對切割后玻璃基板四邊部進行磨邊加工。
磨邊是通過磨邊機的磨邊砂輪與玻璃基板相對運動,砂輪中的磨粒對玻璃的磨削,使玻璃基板邊部形成高光潔度的弧面。磨邊質量的好壞直接影響磨邊缺陷的發生,如表面有連續橫向裂紋、縱向燒傷和豁口掉片等缺陷,也很大程度上影響后續工序產品的穩定性和良率。
通常,磨邊形式有兩種,一種是“C”型邊,另一種是“上下磨”。圖3 是磨邊形式示意圖。
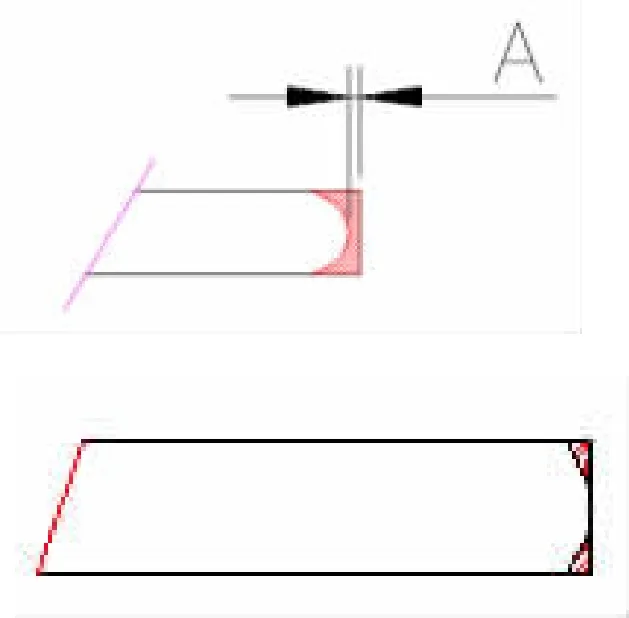
圖3
一般情況下,玻璃基板的磨邊工藝流程是:玻璃基板切割→橫向磨邊→轉向裝置→縱向磨邊→轉向裝置→倒角檢查→清洗等。
2 國產磨邊機簡介
隨著國內TFT-LCD 行業的發展和提升,國產磨邊機加工生產技術也日益發展和成熟,同時,擁有采購成本、制造周期、質量控制以及后期設備維護等方面優勢,國內一些TFT 玻璃基板生產和TFT-LCD 企業也引進國產超薄玻璃基板磨邊機。大尺寸、連續生產的,采用直線雙邊磨邊機;中小尺寸、不連續生產或測試的,采用數控磨邊機或仿形磨邊機。下面對直線雙邊磨邊機和仿形磨邊機進行簡單介紹。
2.1 直線雙邊磨邊機
直線雙邊磨邊機是TFT 行業自動化生產線應用最常見的機型,主要是對大尺寸的玻璃基板進行磨邊,可以同時磨削玻璃基板的兩個對邊,可以磨直邊和圓邊,完成磨邊作業需要橫向磨邊機、轉向設備和縱向磨邊機等。
橫向/縱向磨邊機包括主傳送機構、磨削機構、噴淋清洗機構和出料隔水風刀結構(縱向磨邊機出口端)。主傳送機構包括上下同步帶、伺服電機、支撐架和壓持機構,采用雙側伺服電機驅動系統和伺服電機自動開合,上下同步帶的壓持間隙可以伺服電機和手動調節;磨削機構主要包括磨頭電機、伺服電機和砂輪等,磨邊機兩側分別配置粗、精磨頭砂輪各一個,對稱布置,所有磨頭升降和水平進給采用伺服電機驅動,也可以采用手動調節,所有磨頭電機均采用玻璃磨邊專用電機。每組粗、精磨頭安裝在一個移動底座上,由直線導軌支承,伺服電機驅動調節開度以滿足不同尺寸規格玻璃基板的需要(與主傳送機構開度調整同步);噴淋清洗機構包括水箱、噴淋泵、噴嘴和接水箱等,在磨頭砂輪磨削中,對磨削處噴水,起到降溫和沖洗磨屑的作用;出料隔水風刀由上下風刀組成,主要是降玻璃基板上下面含磨屑的水吹干凈,減少磨屑和研磨劑隨玻璃基板進入后續清洗設備。 圖4 是國產直線雙邊磨邊機示意圖。

圖4
將玻璃基板置于在橫向研磨機進料端的下同步傳送帶上,對位裝置對位后,玻璃基板流入上下同步傳送帶,由傳送帶帶入研磨區域,兩側的玻璃基板邊部依次通過粗磨、精磨后再送入到轉向裝置。磨削過程中,噴淋泵通過噴嘴對磨削處噴水。玻璃基板經過轉向裝置轉向后流入縱向磨邊機傳送同步帶,同步傳送帶將玻璃基板帶入研磨區域,對另外兩條對邊磨削。四條邊磨削后的玻璃基板再通過轉向裝置轉向后流向后續工序。圖5 是玻璃基板磨邊流向示意圖。

圖5
2.2 仿形磨邊機
仿形磨邊機就是靠模板準確定位,準確磨削。在建筑玻璃、汽車玻璃等行業,仿形磨邊機運用較多,優點是磨出的玻璃形狀準確,尺寸統一和生產效率高,缺點就是需要制作專門的模板,當生產品種較多時,制作模板費用較高,更換也麻煩。該種機型適合于生產品種不多或單一,大批量生產。仿形磨邊機在TFT-LCD 行業也有使用,主要應用于中小尺寸、不連續生產或測試的玻璃基板磨邊,它就是把吸附平臺當做模板,玻璃基板長X 寬單邊尺寸比模板分別大15mm 左右,本文介紹的是半自動仿形磨邊機。該機型磨邊機采用玻璃基板旋轉方式,砂輪裝在磨頭電機上,磨頭電機裝在擺臂上,擺臂安裝在可以旋轉的軸上,砂輪在扭力控制下緩慢貼近玻璃基板后靠在玻璃的邊緣進行磨邊,利用玻璃基板旋轉的邊緣軌跡近似于仿形的方法加工。砂輪對玻璃基板的壓緊力通過控制擺臂的扭力矩能夠精確調整。有兩組擺臂組件,其中一個用于磨上周邊,另一個用于磨下周邊,兩組擺臂同時工作,工作時砂輪貼緊玻璃基板邊緣,加工結束,砂輪自動彈開復位。
玻璃基板磨邊流程是:操作者在觸摸屏設置好各項磨削參數,在真空吸盤上放置玻璃基板,按啟動按鈕,真空吸盤吸牢玻璃基板并旋轉,兩組擺臂帶動砂輪靠上玻璃基板并進行磨削上下周邊,磨削過程中自動加水冷卻,磨削結束后擺臂帶動砂輪快速離開鏡片,恢復到原始位置,磨削結束,再按下停止按鈕,將磨邊完成的玻璃基板取走。
由于仿形磨邊機具有磨邊質量好、加工速度快、造價低、調整簡單、維護方便等優點,可以將半自動磨邊機改成全自動,單工位改成多工位,運用到生產流水線上。也就是采取自動上下料、自動對位、自動吸附、自動磨削、玻璃旋轉速度、金剛石砂輪壓力和砂輪轉速自動調整和匹配、砂輪上下運動也自動調整等。
2.3 磨邊砂輪
磨邊砂輪安裝在磨頭上,是磨邊機磨削的關鍵部件,也是主要易損件,磨削主要是通過磨邊砂輪和玻璃基板的相對運動來實現,如直線雙邊機是通過玻璃基板直線運動和砂輪圓周運動來實現,仿形磨邊機是通過玻璃基板和砂輪同時做圓周運動來實現。砂輪質量的好壞,如砂輪的材料、形狀、目數等,影響著磨削的效果,也決定著磨削距離的長短。
砂輪是由結合劑將磨料固結成一定形狀,如圓柱和圓錐臺,并具有一定強度的固結磨具,常見的有陶瓷砂輪、樹脂砂輪、橡膠砂輪和金剛石砂輪等,TFT-LCD 行業應用較多的是樹脂和金剛石砂輪,有圓柱和圓錐臺兩種形狀。圓柱形樹脂或帶環形磨槽金剛石用于磨“C”型邊,而圓錐臺型樹脂或金剛石砂輪用于玻璃基板上下邊磨;砂輪的目數與磨削精度要求有關,一般情況下,300-400 目的砂輪用于粗磨,600-800 目用于精磨,而1000 目以上用于拋光。相比樹脂砂輪,金剛石砂輪價格貴,但金剛石砂輪有使用廣、磨削精度好和使用壽命長的優勢。
結束語
隨著國內TFT-LCD 行業和技術迅猛發展,生產、技術和人員的日益成熟和提升,通過國內科研院所、設備公司和TFT-LCD 生產公司三方通力協作,對TFT-LCD 相關工藝設備研究和開發,在TFT-LCD 行業一些設備國產化開發方面取得了顯著成就,如檢查設備、模組設備、機器人、傳送設備、清洗機、顯影機、剝離機、蝕刻機、劃片機、磨邊機、倒角機等。相信我們國產化磨邊機越來越成熟,投入使用也越來越多。
國內公司通過密切合作、共同學習和加大投入,深入研發關鍵工序設備,就能夠打破國外設備壟斷和卡脖子,完善國內生產設備配套,提高設備國產化率,推動我國平板顯示產業更好發展。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00