紫外固化室溫硫化硅橡膠3D 打印機
2021-11-27 09:35:24石瑩瑩閆普選盧江榮
科學技術創(chuàng)新 2021年31期
關鍵詞:設計
石瑩瑩 閆普選 盧江榮*
(桂林電子科技大學,廣西 桂林 541004)
1 概述
3D 打印作為一項新興技術,不需要傳統(tǒng)的刀具、夾具、機床或者任何模具,也能直接將材料打印生成計算機中CAD 圖形的實物產(chǎn)品[1]。然而FDM 3D 打印技術的部分局限性同時也體現(xiàn)在所能使用的材料的局限性上。FDM 型打印機,就是使用PLA、ABS 等熱塑性的材料進行熔融沉積成形(Fused Deposition Modeling)[2][3],但是當面向打印材料為液態(tài)或者半固態(tài)的材料時,F(xiàn)DM 3D 打印機較難使其成型。針對液態(tài)或半固態(tài)的材料,3D 打印技術顯示出其瓶頸。且由于3D 打印技術的發(fā)展還未完善,其打印產(chǎn)品的精度和質(zhì)量問題也逐漸顯現(xiàn)。
3D 打印機在高端領域飛速發(fā)展的同時,桌面化的3D 打印機的市場也正在被打開。現(xiàn)在目前市場上常規(guī)的桌面式FDM3D打印機占比高達65%,桌面式光固化3D 打印機占比可達29%。論精確度以及打印速度FDM 遠不及光固化,且由于國內(nèi)技術尚未完全成熟,導致光固化的打印機造價要比FDM 的成本高得多,圖1。
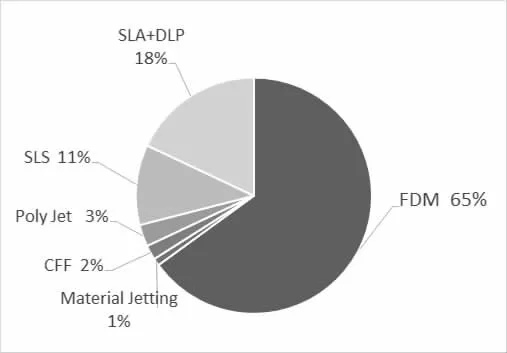
圖1
對于3D 打印所出現(xiàn)的上述問題,本文提出一種紫外固化室溫硫化硅3D 打印機設計。暨針對FDM3D 打印機一個構件的創(chuàng)新設計,使其供料方式改為螺旋式輸送可融液,進而改進FDM 3D 打印機,并使用液化器代替激光器從而降低光3D 打印的成本。
2 打印原料的選擇
為實現(xiàn)3D 打印能使用液態(tài)或半固態(tài)的材料,需尋找在室溫下無需加熱或是加壓即可就地固化的材料。而硫化硅橡膠正好符合需求,其是一種新型的有機硅彈性體,具有良好的脫模性。對于螺旋式輸送裝置以及噴頭噴嘴,由于室溫硫化硅橡膠硫化后具有優(yōu)良的防粘性能,且硫化時收縮率極小,因此使用硫化硅橡膠也不會出現(xiàn)造成送料管、噴頭或噴嘴堵塞的現(xiàn)象。
3 打印機機械結(jié)構設計
3.1 紫外光固化設計要求
為達到光固化要求,在傳統(tǒng)打印機結(jié)構上做出改裝設計,須加裝一個光照射的裝置,并在打印機外圍加裝外殼保護裝置,防止人員受到紫外光的輻射影響。同時對打印機的程序進行相應編程,做到邊打印邊固化,圖2。

圖2
3.2 螺旋式輸送裝置設計
進行熔融材料輸送時最常用的便是螺桿帶動熔融液推進,即螺旋式運輸,用于3D 打印機結(jié)構中,可解決普通3D 打印機送料時的易斷料或卡料的問題。螺旋式輸送利用電機帶動螺桿回轉(zhuǎn),推動物料以實現(xiàn)輸送,其結(jié)構簡單、密封性好、便于封閉運輸,因此可用于3D 打印機送料結(jié)構的改進。借鑒模具生產(chǎn)時的送料方法,其送料口呈現(xiàn)漏斗式,便于送料。以下將改進的方案進行設計。
圖3 是螺旋式輸送裝置,這一裝置為本設計紫外固化室溫硫化硅橡膠3D 打印機的二維圖。輸送方式設計的好壞可以直接影響3D 打印機的生產(chǎn)效率以及產(chǎn)品的品質(zhì),因而本設計的螺旋式輸送裝置的優(yōu)化設計就顯得尤為重要。

圖3
3.2.1 加料機的制作與物料運輸
將加料機與擠出機結(jié)構相結(jié)合,用漏斗式送料口將液態(tài)硫化硅橡膠加入料筒。通過電機帶動料筒中的螺桿,進而使得螺桿推動物料將其輸送至噴頭。噴頭加熱達到系統(tǒng)設置的規(guī)定的溫度參數(shù),液化的硫化硅橡膠便從噴嘴中緩緩流出成型。
3.2.2 螺桿結(jié)構的選擇
螺桿是擠出材料所需的重要零件之一。螺桿的結(jié)構形式可按照線數(shù)設計為單線頭、雙線頭和多線頭;按照螺距是否變化可設計為恒螺距與變螺距螺桿;按照螺桿截面形狀可設計為梯形截面、矩形截面和鋸齒形截面的螺桿。本設計使用最普遍的單線頭恒螺距300梯形截面的螺桿做為3D 打印機擠出螺旋桿輸送原料[4]。
3.2.3 螺桿的升角選擇
螺桿升角是指螺桿牙側(cè)面螺桿端面所形成的夾角。螺桿升角選擇直接影響著螺桿的輸送能力,是輸送螺桿的重要參數(shù)。選擇大的螺桿升角可實現(xiàn)較高的輸送速度,但輸送推出力相對較小。而選擇小的螺桿升角可獲得較大的輸送能力,但會導致輸送速度降低[4]。因此需要使用設計軟件確定所需的螺桿升角,圖4。

圖4
4 創(chuàng)新點分析
4.1 半熔融半光固化原理
4.1.1 更科學的固型模式:在打印機外部裝殼,并在機身結(jié)構上加一個能夠發(fā)射紫外光的發(fā)射裝置,使可溶液到達熱床的瞬間便能固化成型。
4.1.2 更優(yōu)越的精確度:相比于常規(guī)的FDM 3D 打印機,本設計采取部分光固化的原理,提高了打印的精確度;擴寬了可使用的打印材料的選取方向。
4.2 螺旋式輸送可溶液
4.2.1 更可靠的輸送方式:這種輸送方式可以輸送半固態(tài)或液態(tài)材料。
4.2.2 更人性化的打印模式:螺旋式輸送解決了因為供料斷絲而人員不在現(xiàn)場造成的打印失敗,提高了3D 打印機的使用方便性;同時可人為控制螺桿旋轉(zhuǎn)的速度進而對供料量進行控制;且實現(xiàn)了可溶液編輯調(diào)控成型設計。
4.2.3 成本更低的耗材模式:對比于常規(guī)的光固化3D 打印機,通過螺旋式輸送,可以控制其打印材料輸送量以保證其消耗程度,減少打印過程中不必要的浪費,降低了耗材成本,圖5。

圖5
建立物料流率模型進行CAE 分析,建立管道流體流動模型。為簡化問題,作出以下的假設:假設物料體積元素與螺旋面的相對運動不考慮滑動[5]。且確定了本設計使用最普遍的單線頭恒螺距300梯形截面的螺桿做為3D 打印機擠出螺旋桿輸送原料,那么螺旋軸螺旋葉片的旋轉(zhuǎn)角為相同的平均螺旋角。排除了螺旋角不同造成的數(shù)值分析干擾。
當物料從送料口進入螺桿旋轉(zhuǎn)管道,由于螺桿的向前轉(zhuǎn)動,物料大部分是向前堆積。但當物料的投入逐漸增多,通過螺桿的不斷轉(zhuǎn)動,物料漸漸被均勻的填充在管道中。更加易于熔融材料擠出成型時的均勻分布。
5 結(jié)論
為達到使用液態(tài)或半固態(tài)材料進行3D 打印成型的目的,提出并設計了紫外固化室溫硫化硅橡膠3D 打印機。采用螺旋式輸送裝置,通過控制電機的速度可控制輸送融液的速度,以達到更好的精度。并通過加裝紫外線照射裝置及3D 打印機外殼保護裝置達到紫外固化的目的。本設計可承受的壓力范圍大、流量范圍更廣,運送液態(tài)材料的種類和粘度的適用范圍更大,且流量均勻連續(xù)、振動小、噪音低。整體結(jié)構結(jié)實,易保養(yǎng)安裝維修。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04